Нарізний елемент для трубного нарізного незаклинюваного з’єднання
Номер патенту: 74590
Опубліковано: 16.01.2006
Автори: Вердійон Ліонель, Петело Даніель, Берте Режі, Шамбеллан Франсуа, Труонг Дін Нгуен
Формула / Реферат
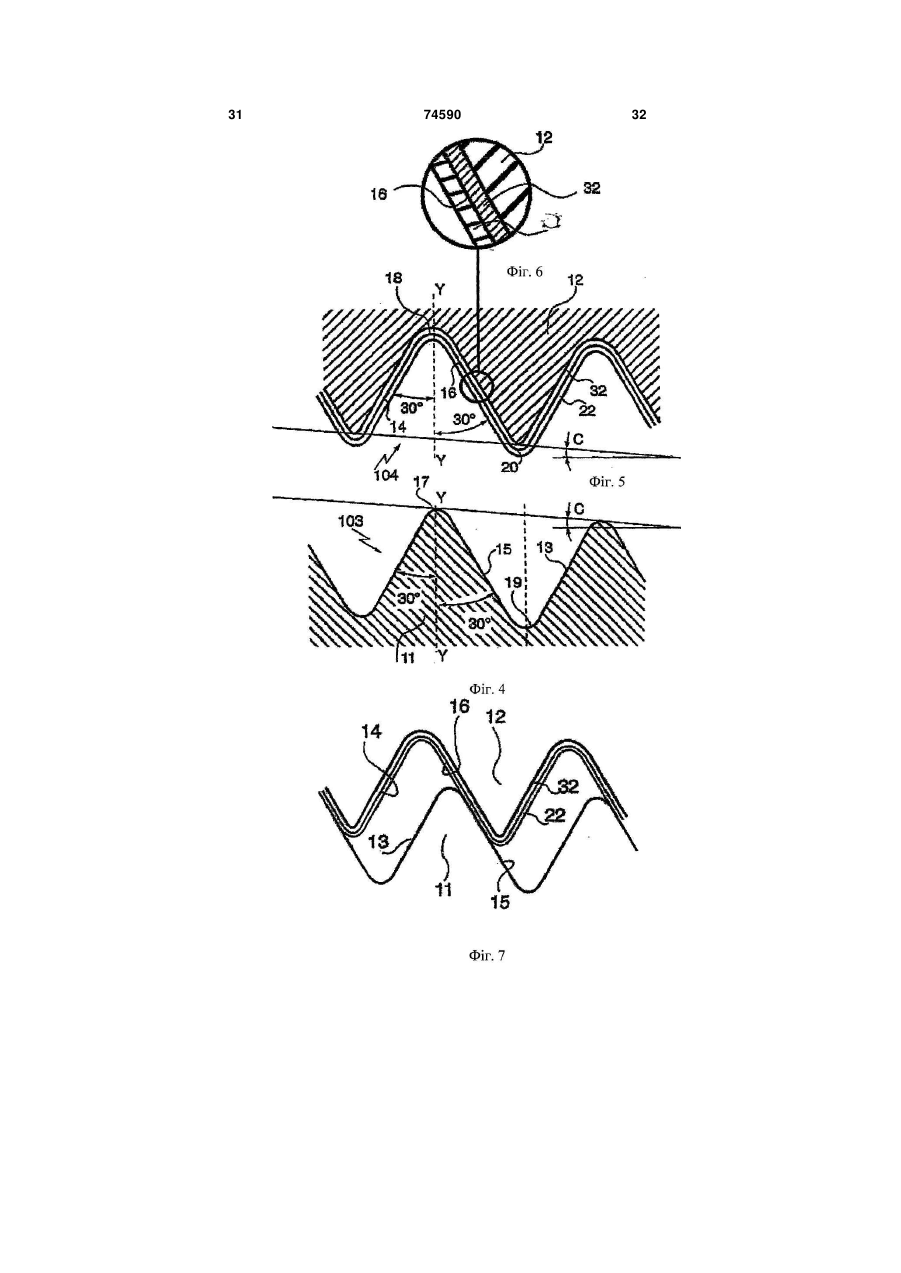
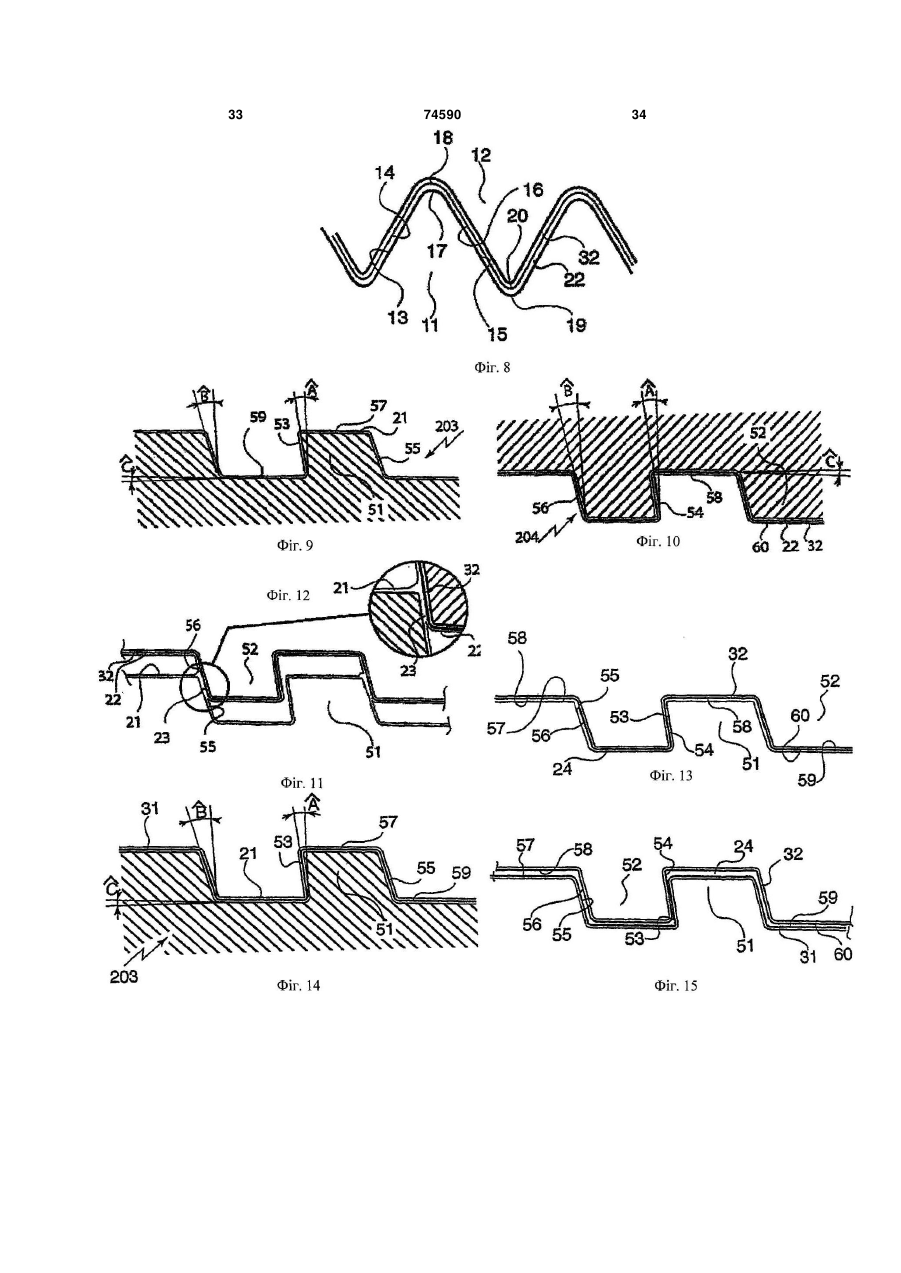
1. Охоплюваний або охоплюючий нарізний елемент (2) для трубного нарізного незаклинюваного з'єднання, який містить відповідно охоплювану або охоплюючу різь (104, 204), при цьому щонайменше на поверхню (14, 16, 18, 20, 54, 56, 58, 60) ниток (12, 52) різі нанесений тонкий шар (22) мастильної речовини, до того ж поверхня оброблена для забезпечення адсорбції або абсорбції мастильної речовини, який відрізняється тим, що мастильна речовина є гомогенною сумішшю, яка містить:
а) загусник;
б) щонайменше одну присадку надвисокого тиску (ЕР), при цьому присадка або присадки надвисокого тиску фізично та хімічно сумісні з загусником і містять щонайменше одну присадку надвисокого тиску хімічної дії, яка називається хімічною присадкою ЕР, виконану з можливістю використання при значеннях тиску за Герцем, що перевищують або дорівнюють 1000 МПа; і
в) оливу,
при цьому об'єми компонентів мастильної речовини вибрані таким чином, щоб мастильна речовина мала консистенцію, яка забезпечує автоматичний режим поширення мастила і утворення плівки.
2. Нарізний елемент за п. 1, який відрізняється тим, що хімічна присадка або присадки ЕР і загусник є розчинними в оливі.
3. Нарізний елемент за п. 1 або 2, який відрізняється тим, що загусник містить молекули з вираженою полярністю.
4. Нарізний елемент за будь-яким з пп. 1-3, який відрізняється тим, що загусник є хімічно стійким до температури, яка дорівнює або перевищує 120°С, переважно перевищує або дорівнює 160°С.
5. Нарізний елемент за будь-яким з пп. 1-4, який відрізняється тим, що загусник є органічним загусником.
6. Нарізний елемент за будь-яким з пп. 1-4, який відрізняється тим, що загусник є мінеральним загусником.
7. Нарізний елемент за будь-яким з пп. 1-6, який відрізняється тим, що хімічна присадка або присадки ЕР вибрані з групи хімічних присадок ЕР на основі сірки або сірковмісних, присадок на основі фосфору, присадок на основі сірки і фосфору, присадок на основі хлору і присадок на основі ефірів або змінених або не змінених жирних кислот або на основі складних ефірів.
8. Нарізний елемент за будь-яким з пп. 1-7, який відрізняється тим, що загусник є оксидованим петролатумним воском, причому використовується декілька хімічних присадок ЕР, у тому числі сірковмісний продукт, багатоосновний сульфонат і металевий дитіофосфат, а олива є мінеральною оливою.
9. Нарізний елемент за будь-яким з пп. 1-8, який відрізняється тим, що присадка ЕР або присадки містять щонайменше одну присадку ЕР фізичної дії у вигляді субмікроскопічних твердих частинок.
10. Нарізний елемент за будь-яким з пп. 1-8, який відрізняється тим, що присадка ЕР або присадки є присадками "з хімічною дією".
11. Нарізний елемент за будь-яким з пп. 1-10, який відрізняється тим, що щонайменше одна з присадок ЕР має антикорозійні властивості.
12.Нарізний елемент за будь-яким з пп. 1-11, який відрізняється тим, що загальний вміст присадок ЕР у мастильній речовині складає від 5 % до 50 % за вагою і переважно від 15 % до 32 % за вагою, при цьому присадки ЕР включають в себе декілька хімічних присадок ЕР.
13. Нарізний елемент за п. 12, який відрізняється тим, що вміст загусника у мастильній речовині складає від 5 % до 60 % за вагою і переважно від 8 % до 40 % за вагою, при цьому вміст оливи у мастильній речовині складає від 30 % до 75 % за вагою.
14. Нарізний елемент за п. 12, який відрізняється тим, що вміст загусника у мастильній речовині складає від 60 % до 80 % за вагою, при цьому вміст оливи у мастильній речовині складає від 5 % до 20 % за вагою.
15. Нарізний елемент за будь-яким з пп. 1-11, який відрізняється тим, що присадка ЕР або присадки містять хлорований парафін, при цьому вміст загусника у мастильній речовині складає від 25 % до 60 % за вагою, загальний вміст присадок ЕР у мастильній речовині складає від 40 % до 75 % за вагою і вміст оливи у мастильній речовині складає від 0,5 % до 15 % за вагою.
16. Нарізний елемент за будь-яким з пп. 1-15, який відрізняється тим, що вага нанесеного шару мастильної речовини складає від 0,1 г/м2 до 40 г/м2.
17.Нарізний елемент за будь-яким з пп. 1-16, який відрізняється тим, що поверхня (14, 16, 18, 20, 54, 56, 58, 60), на яку наноситься мастильна речовина, оброблена для забезпечення адсорбції або абсорбції мастильної речовини.
18. Нарізний елемент за п. 17, який відрізняється тим, що оброблена поверхня є поверхнею шару (32), вибраного з групи фосфатних шарів, оксалатних шарів або металевих шарів.
19. Нарізний елемент за будь-яким з пп. 1-17, який відрізняється тим, що поверхня (14, 16, 18, 20, 54, 56, 58, 60) оброблена для надання цій поверхні шорсткості, яка контролюється, з можливістю адсорбції або абсорбції мастильної речовини.
20. Нарізний елемент за будь-яким з пп. 17-19, який відрізняється тим, що поверхня (14, 16, 18, 20, 54, 56, 58, 60) оброблена з можливістю адсорбції або абсорбції мастильної речовини на глибину, що складає від 0,003 мм до 0,080 мм.
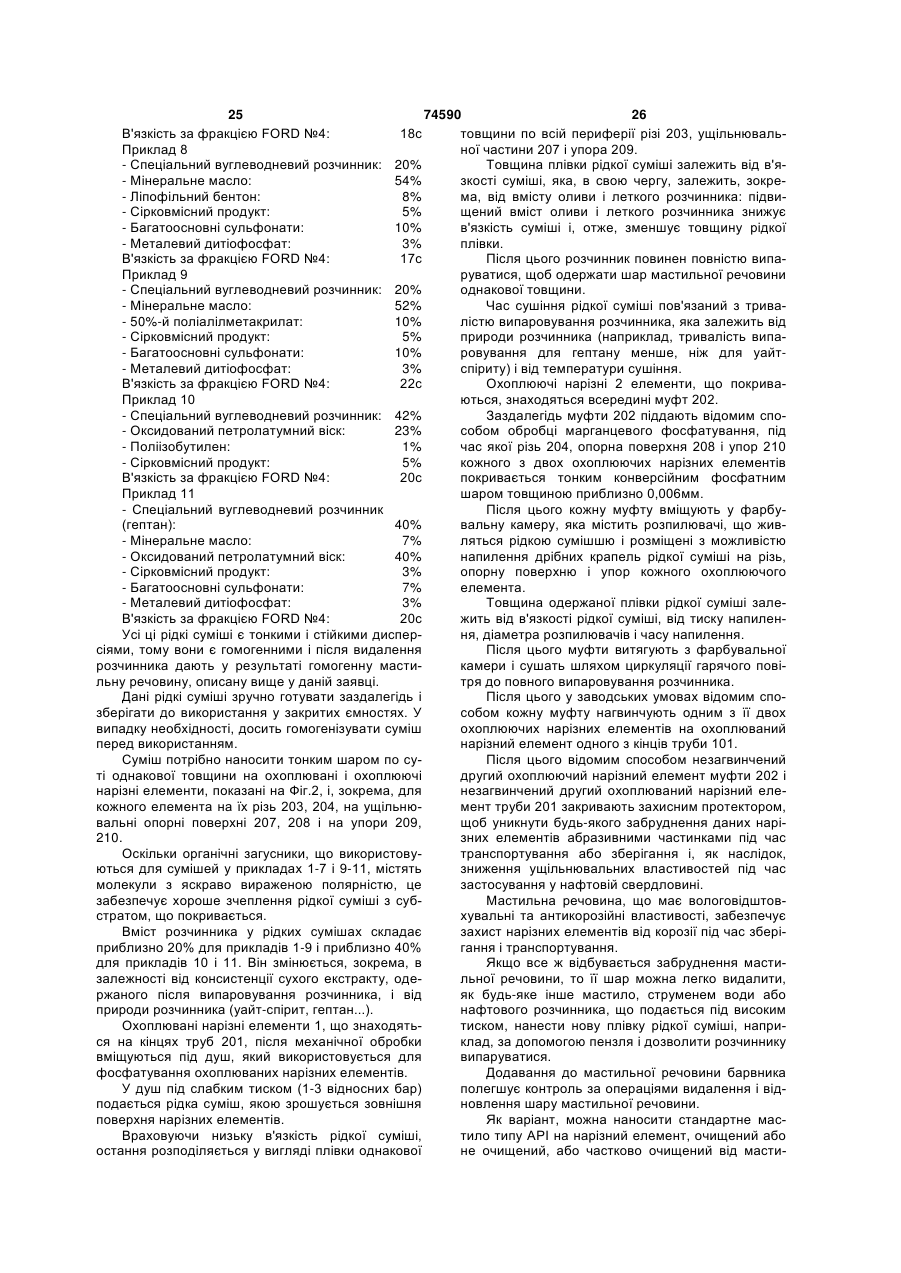
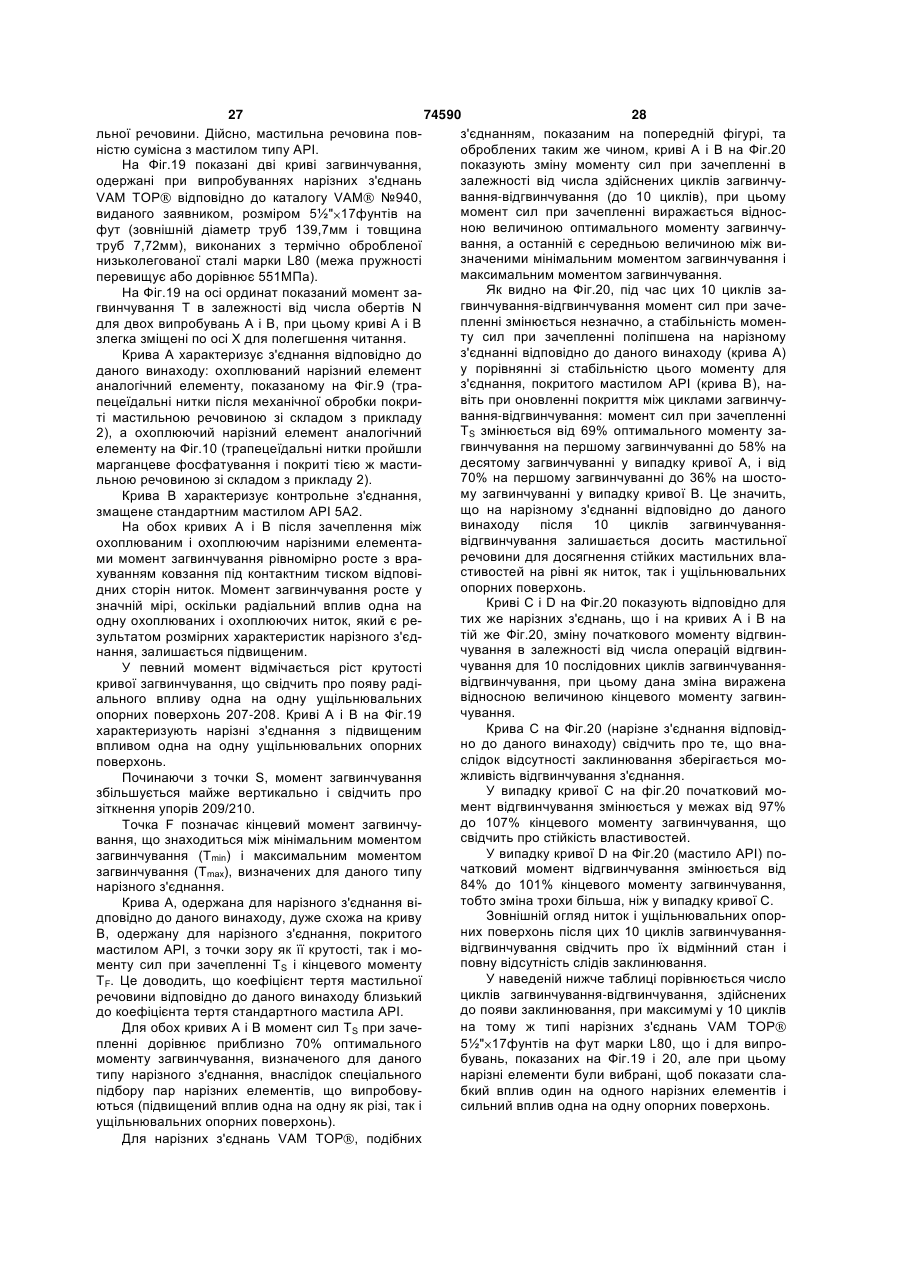
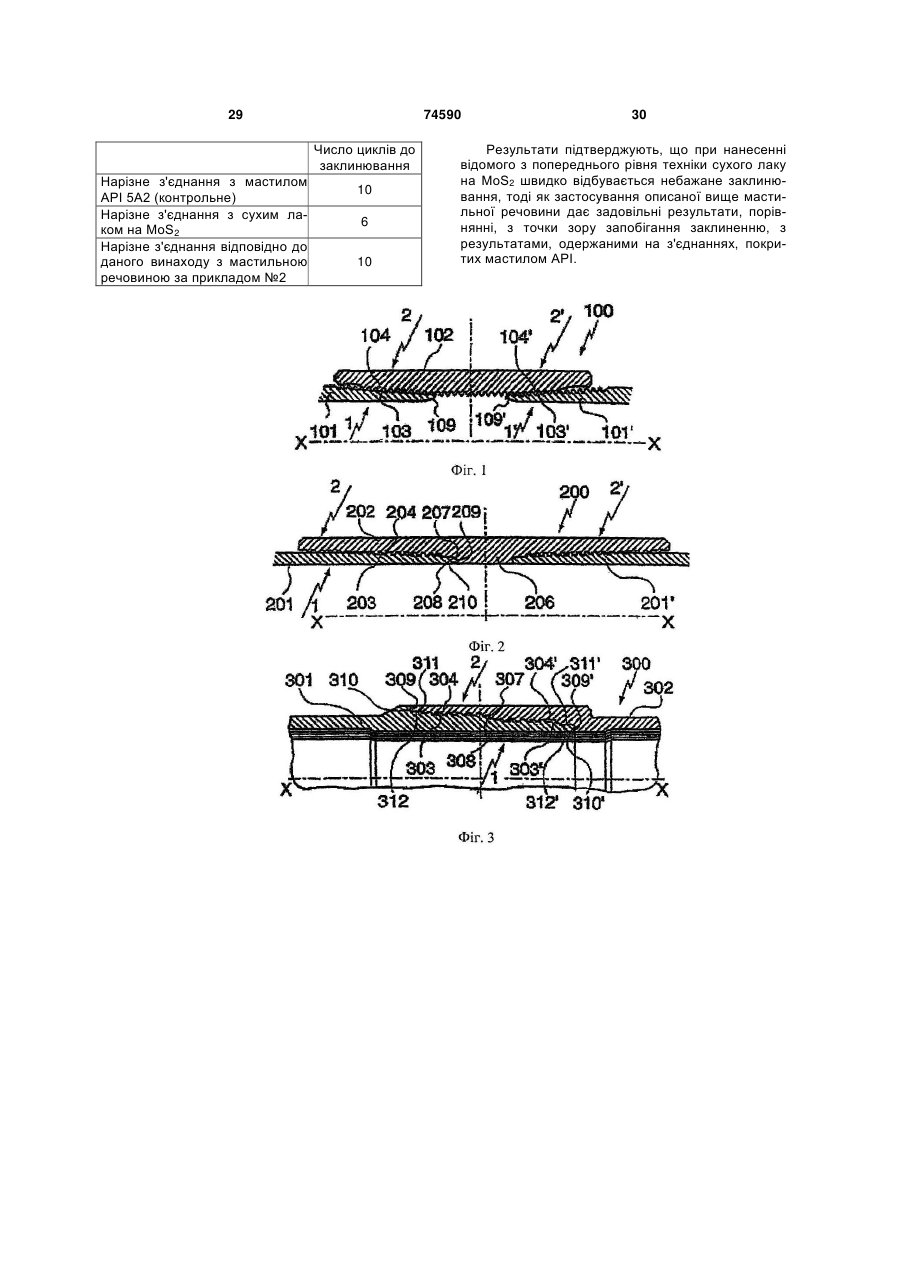
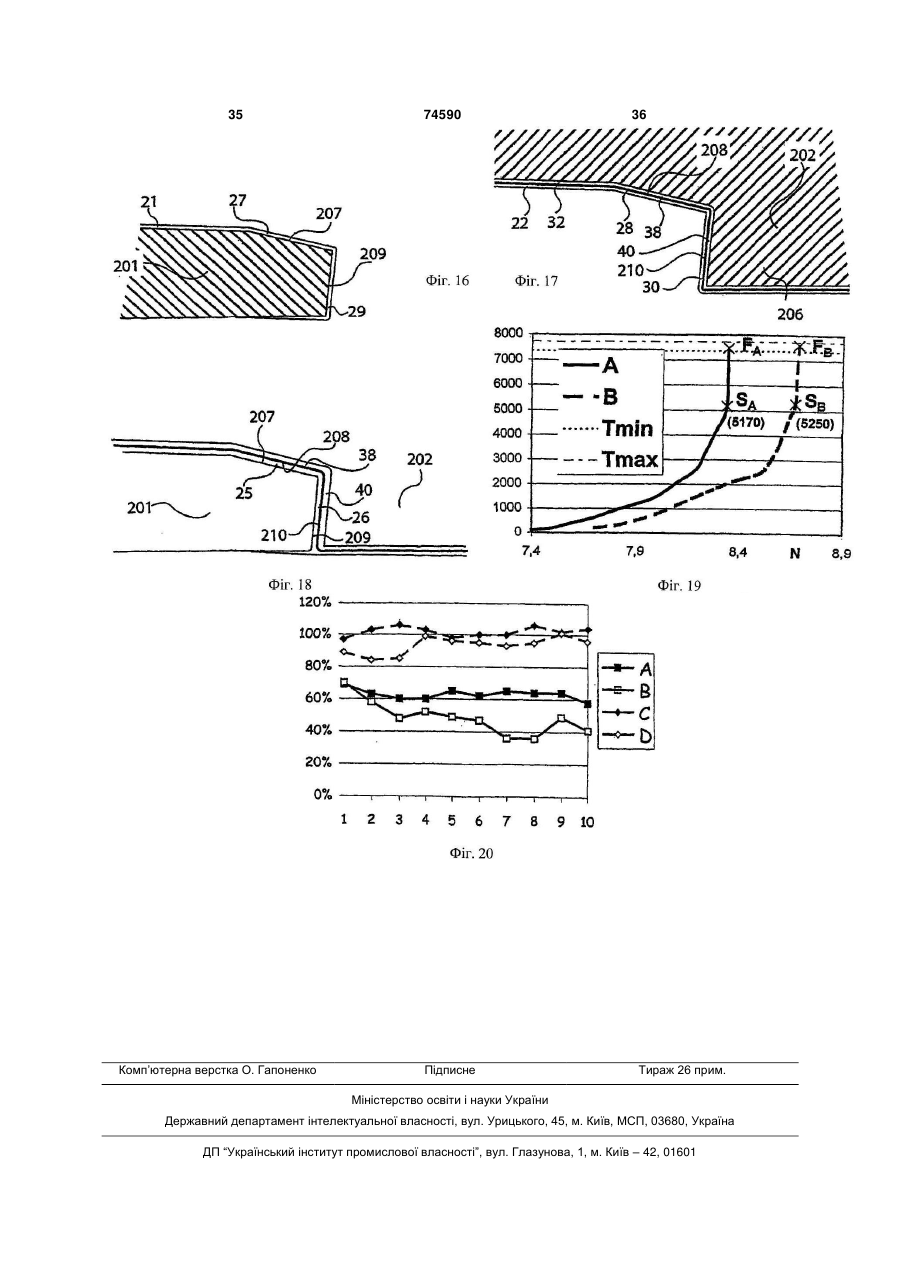
21. Нарізний елемент за будь-яким з пп. 1-20, який відрізняється тим, що він містить щонайменше одну ущільнювальну опорну поверхню (208), причому на кожну ущільнювальну опорну поверхню наноситься тонким шаром (28) мастильна речовина.
22. Нарізний елемент за будь-яким з пп. 1-21, який відрізняється тим, що він містить щонайменше один упор загвинчування (210), причому на кожну упорну поверхню наноситься тонким шаром (30) мастильна речовина.
23. Нарізний елемент за п. 21 або 22, який відрізняється тим, що всі поверхні, на які тонким шаром наноситься мастильна речовина, є поверхнями, що оброблені для забезпечення адсорбції або абсорбції мастильної речовини.
24. Нарізний елемент за будь-яким з пп. 1-23, який відрізняється тим, що мастильна речовина містить щонайменше 5 % за вагою барвника, який не є активним з точки зору антифрикційних властивостей.
25. Нарізний елемент за будь-яким з пп. 1-24, який відрізняється тим, що мастильна речовина у вигляді тонкого шару нанесена з можливістю наступного будь-якого складання з взаємодіючим нарізним елементом для утворення трубного нарізного з'єднання.
26. Нарізний елемент за будь-яким з пп. 1-25, який відрізняється тим, що мастильна речовина є вільною від важких металів або токсичних компонентів вказаних металів.
27. Трубне нарізне незаклинюване з'єднання, яке містить охоплюваний нарізний елемент і охоплюючий нарізний елемент, причому кожний з нарізних елементів містить різь відповідного типу, при цьому у положенні складання одна різь загвинчується в іншу, яке відрізняється тим, що щонайменше один з двох нарізних елементів є нарізним елементом, виконаним за будь-яким з пп. 1-26.
28. Трубне нарізне з'єднання за п. 27, яке відрізняється тим, що обидва нарізні елементи є нарізними елементами, виконаними за будь-яким з пп.1-26, і тільки один з нарізних елементів, який має поверхню, на яку наноситься мастильна речовина, є нарізним елементом, виконаним за будь-яким з пп. 17-20 або 23.
29. Спосіб нанесення тонкого шару мастильної речовини на охоплюваний або охоплююючий нарізний елемент для трубного нарізного незаклинюваного з'єднання, причому нарізний елемент містить відповідно охоплювану або охоплюючу різь, при цьому мастильна речовина має клейку в'язку консистенцію, що має властивість утворення плівки і забезпечення автоматичного режиму поширення мастила, який відрізняється тим, що:
а) готують гомогенну рідку суміш, що містить:
леткий розчинник,
загусник,
щонайменше одну присадку надвисокого тиску, при цьому присадка або присадки надвисокого тиску є фізично та хімічно сумісними з загусником і містять щонайменше одну присадку надвисокого тиску хімічної дії, виконану з можливістю застосування при значеннях тиску за Герцем, які перевищують або дорівнюють 1000 МПа, і
мінеральну оливу;
б) щонайменше на поверхню ниток різі рідку суміш наносять тонким шаром, по суті, однакової товщини, при цьому, як варіант, поверхню ниток різі обробляють для забезпечення адсорбції або абсорбції мастильної речовини; і
в) здійснюють природне або примусове випаровування розчинника.
30. Спосіб виробництва трубного нарізного незаклинюваного з'єднання, який включає наступні етапи:
а) обробку охоплюваного або охоплююючого нарізного елемента, кожен з яких містить різь, призначену для взаємодії з різзю іншого елемента,
б) нанесення мастильної речовини у вигляді тонкого шару щонайменше на поверхню ниток різі охоплюваної або охоплююючої різі нарізних елементів, який відрізняється тим, що мастильна речовина є гомогенною сумішшю, що містить:
загусник,
щонайменше одну присадку надвисокого тиску, при цьому присадка або присадки надвисокого тиску фізично та хімічно сумісні з загусником і містять щонайменше одну присадку надвисокого тиску хімічної дії, яка називається хімічною присадкою ЕР, виконану з можливістю використання при значеннях тиску за Герцем, що перевищують або дорівнюють 1000 МПа, і
мінеральну оливу,
при цьому пропорції складових мастильної речовини вибирають таким чином, щоб забезпечити автоматичний режим поширення мастила і утворення плівки,
в) складання охоплюваного або охоплюючого нарізного елемента.
31. Спосіб за п. 30, який відрізняється тим, що щонайменше на одному нарізному елементі виконують етап фосфатування між етапами а) та б), призначене для адсорбції або абсорбції мастильної оливи, нанесеної на поверхню.
Текст
1. Охоплюваний або охоплюючий нарізний елемент (2) для трубного нарізного незаклинюваного з'єднання, який містить відповідно охоплювану або охоплюючу різь (104, 204), при цьому щонайменше на поверхню (14, 16, 18, 20, 54, 56, 58, 60) ниток (12, 52) різі нанесений тонкий шар (22) мастильної речовини, до того ж поверхня оброблена для забезпечення адсорбції або абсорбції мастильної речовини, який відрізняється тим, що мастильна речовина є гомогенною сумішшю, яка містить: а) загусник; б) щонайменше одну присадку надвисокого тиску (ЕР), при цьому присадка або присадки надвисокого тиску фізично та хімічно сумісні з загусником і містять щонайменше одну присадку надвисокого тиску хімічної дії, яка називається хімічною присадкою ЕР, виконану з можливістю використання при значеннях тиску за Герцем, що перевищують або дорівнюють 1000 МПа; і в)оливу, при цьому об'єми компонентів мастильної речовини вибрані таким чином, щоб мастильна речовина 2 (19) 1 3 74590 4 при цьому присадки ЕР включають в себе декілька гляді тонкого шару нанесена з можливістю наступхімічних присадок ЕР. ного будь-якого складання з взаємодіючим наріз13. Нарізний елемент за п. 12, який відрізняється ним елементом для утворення трубного нарізного тим, що вміст загусника у мастильній речовині з'єднання. складає від 5% до 60% за вагою і переважно від 26. Нарізний елемент за будь-яким з пп. 1-25, який відрізняється тим, що мастильна речовина є ві8% до 40% за вагою, при цьому вміст оливи у мастильній речовині складає від 30% до 75% за вальною від важких металів або токсичних компонегою. нтів вказаних металів. 14. Нарізний елемент за п. 12, який відрізняється 27. Трубне нарізне незаклинюване з'єднання, яке тим, що вміст загусника у мастильній речовині містить охоплюваний нарізний елемент і охоплюскладає від 60% до 80% за вагою, при цьому вміст ючий нарізний елемент, причому кожний з нарізоливи у мастильній речовині складає від 5% до них елементів містить різь відповідного типу, при 20% за вагою. цьому у положенні складання одна різь загвинчується в іншу, яке відрізняється тим, що щонай15. Нарізний елемент за будь-яким з пп. 1-11, який відрізняється тим, що присадка ЕР або присадки менше один з двох нарізних елементів є нарізним містять хлорований парафін, при цьому вміст загуелементом, виконаним за будь-яким з пп. 1-26. 28. Трубне нарізне з'єднання за п. 27, яке відрізсника у мастильній речовині складає від 25% до няється тим, що обидва нарізні елементи є наріз60% за вагою, загальний вміст присадок ЕР у мастильній речовині складає від 40% до 75% за вагою ними елементами, виконаними за будь-яким з і вміст оливи у мастильній речовині складає від пп.1-26, і тільки один з нарізних елементів, який 0,5% до 15% за вагою. має поверхню, на яку наноситься мастильна речо16. Нарізний елемент за будь-яким з пп. 1-15, який вина, є нарізним елементом, виконаним за будьвідрізняється тим, що вага нанесеного шару масяким з пп. 17-20 або 23. тильної речовини складає від 0,1г/м2 до 40г/м2. 29. Спосіб нанесення тонкого шару мастильної 17.Нарізний елемент за будь-яким з пп. 1-16, який речовини на охоплюваний або охоплюючий нарізвідрізняється тим, що поверхня (14, 16, 18, 20, ний елемент для трубного нарізного незаклинюва54, 56, 58, 60), на яку наноситься мастильна речоного з'єднання, причому нарізний елемент містить вина, оброблена для забезпечення адсорбції або відповідно охоплювану або охоплюючу різь, при абсорбції мастильної речовини. цьому мастильна речовина має клейку в'язку кон18. Нарізний елемент за п. 17, який відрізняється систенцію, що має властивість утворення плівки і тим, що оброблена поверхня є поверхнею шару забезпечення автоматичного режиму поширення мастила, який відрізняється тим, що: (32), вибраного з групи фосфатних шарів, оксалатних шарів або металевих шарів. а) готують гомогенну рідку суміш, що містить: 19. Нарізний елемент за будь-яким з пп. 1-17, який леткий розчинник, відрізняється тим, що поверхня (14, 16, 18, 20, загусник, 54, 56, 58, 60) оброблена для надання цій поверхні щонайменше одну присадку надвисокого тиску, шорсткості, яка контролюється, з можливістю адпри цьому присадка або присадки надвисокого сорбції або абсорбції мастильної речовини. тиску є фізично та хімічно сумісними з загусником і 20. Нарізний елемент за будь-яким з пп. 17-19, містять щонайменше одну присадку надвисокого який відрізняється тим, що поверхня (14, 16, 18, тиску хімічної дії, виконану з можливістю застосу20, 54, 56, 58, 60) оброблена з можливістю адсорвання при значеннях тиску за Герцем, які перевибції або абсорбції мастильної речовини на глибищують або дорівнюють 1000Мпа, і ну, що складає від 0,003мм до 0,080мм. мінеральну оливу; 21. Нарізний елемент за будь-яким з пп. 1-20, який б) щонайменше на поверхню ниток різі рідку суміш відрізняється тим, що він містить щонайменше наносять тонким шаром, по суті, однакової товщиодну ущільнювальну опорну поверхню (208), прини, при цьому, як варіант, поверхню ниток різі обчому на кожну ущільнювальну опорну поверхню робляють для забезпечення адсорбції або абсорнаноситься тонким шаром (28) мастильна речовибції мастильної речовини; і на. в) здійснюють природне або примусове випарову22. Нарізний елемент за будь-яким з пп. 1-21, який вання розчинника. відрізняється тим, що він містить щонайменше 30. Спосіб виробництва трубного нарізного незакодин упор загвинчування (210), причому на кожну линюваного з'єднання, який включає наступні етаупорну поверхню наноситься тонким шаром (30) пи: мастильна речовина. а) обробку охоплюваного або охоплюючого наріз23. Нарізний елемент за п. 21 або 22, який відрізного елемента, кожен з яких містить різь, признаняється тим, що всі поверхні, на які тонким шаром чену для взаємодії з різзю іншого елемента, наноситься мастильна речовина, є поверхнями, б) нанесення мастильної речовини у вигляді тонщо оброблені для забезпечення адсорбції або кого шару щонайменше на поверхню ниток різі абсорбції мастильної речовини. охоплюваної або охоплюючої різі нарізних елементів, який відрізняється тим, що мастильна речо24. Нарізний елемент за будь-яким з пп. 1-23, який відрізняється тим, що мастильна речовина місвина є гомогенною сумішшю, що містить: тить щонайменше 5% за вагою барвника, який не загусник, є активним з точки зору антифрикційних властивощонайменше одну присадку надвисокого тиску, стей. при цьому присадка або присадки надвисокого 25. Нарізний елемент за будь-яким з пп. 1-24, який тиску фізично та хімічно сумісні з загусником і місвідрізняється тим, що мастильна речовина у витять щонайменше одну присадку надвисокого тис 5 74590 6 ку хімічної дії, яка називається хімічною присадкою в) складання охоплюваного або охоплюючого наЕР, виконану з можливістю використання при знарізного елемента. 31. Спосіб за п. 30, який відрізняється тим, що ченнях тиску за Герцем, що перевищують або дорівнюють 1000Мпа, і щонайменше на одному нарізному елементі викомінеральну оливу, нують етап фосфатування між етапами а) та б), при цьому пропорції складових мастильної речопризначене для адсорбції або абсорбції мастильвини вибирають таким чином, щоб забезпечити ної оливи, нанесеної на поверхню. автоматичний режим поширення мастила і утворення плівки, Даний винахід стосується охоплюючих або охоплюваних нарізних елементів, виконаних на кінцях труб і призначених для з'єднування загвинчуванням, які утворюють трубні нарізні з'єднання, що не заклинюють, і, зокрема, призначені для загвинчування без ручного нанесення мастила. З попереднього рівня техніки відомі такі нарізні елементи і трубні нарізні з'єднання, що застосовуються, зокрема, для формування колон обсадних труб або експлуатаційних колон для нафтових або інших свердловин, наприклад, геотермічних свердловин. Такі труби, як правило, складають у вертикальному положенні, при цьому вільний кінець колони, що знаходиться на поверхні, містить охоплюючий нарізний елемент з внутрішньою охоплюючою різзю. Для опускання колони у свердловину над колоною встановлюють нову трубу, яка має охоплюваний нарізний елемент, який містить охоплювану зовнішню різь, відповідну охоплюючій різі, на вільному кінці колони, причому охоплювану різь нової труби вводять у відповідну охоплюючу різь колони і нову трубу загвинчують аж до досягнення заданого значення моменту загвинчування або до певної позначки. Після цього колону можна опускати на довжину приєднаної труби і поновлювати процес. Беручи до уваги довжину труб, що складає приблизно 10м, дуже важко вводити нову трубу у верхню частину колони і додержуватися при цьому ідеальної співвісності. Тому під час складання більше всього пошкоджуються нарізні з'єднання, зокрема, робочі сторони профілю охоплюваної і охоплюючої різі, які спираються одна на одну під час введення і ковзають відносно одна одної під час більшої частини загвинчування. У зв'язку з цим робочі сторони профілю різі є дуже чутливими до явища заклинювання, яке може проявлятися, якщо не під час першого загвинчування, то принаймні при подальших операціях загвинчування, тому нарізне трубне з'єднання повинне бути виконане з можливістю багаторазового загвинчування і відгвинчування без заклинювання. Заклинювання може також проявлятися на рівні ущільнювальних опорних поверхонь «металметал», виконаних на нарізних елементах так званих «верхніх» трубних нарізних з'єднань, оскільки ці ущільнювальні опорні поверхні знаходяться у контакті ковзання під все більш зростаючим контактним тиском аж до кінцевого положення загвинчування. Це ж відноситься і до упорних поверхонь, що входять у контакт у кінці загвинчування. Тому виключається здійснення контакту ковзання виключно типу «метал-метал» між поверхнями як на рівні різі, так і на рівні ущільнювальних опорних поверхонь або упорів, якщо такі виконані на нарізному елементі, оскільки здійснення такого контакту між поверхнями неминуче приведе до небажаного заклинювання. Вже давно застосовують класичне рішення, яке полягає у нанесенні мастила між поверхнями, що знаходяться у контакті ковзання, при цьому дане мастило наносять у густому вигляді на нарізне з'єднання. Найбільш поширеним мастилом є консистентне мастило АРІ типу 5А2 або 5A3, розроблене Американським інститутом нафти (American Petroleum Institute - АРІ), що є гетерогенною сумішшю з мастила та частинок графіту і металів Pb, Zn і Сu, яка одночасно має антифрикційні властивості і дозволяє заповнити зазори між охоплюваною і охоплюючою різзю. Однак, таке мастило має цілий ряд недоліків. Першим недоліком мастила АРІ, пов'язаним з його природою, є вміст у ньому свинцю, елемента, що негативно впливає на здоров'я і навколишнє середовище. Таке мастило має й інші недоліки, більшість з яких є спільними для всіх видів мастил. З врахуванням характеристик мастила його наносять за допомогою пензля або щітки на контактні поверхні нарізних елементів. При цьому потрібно мати на увазі, що на ці поверхні необхідно наносити мінімальну кількість мастила, виміряну по мінімальному об'єму або мінімальній масі: так, в інструкції «VAM Running Book», виданій для своїх клієнтів у липні 1996 року компанією «Валлурек Маннесманн Ойл енд Газ Франс», вказаний мінімальний об'єм 25см3 або мінімальна маса 42г мастила API Bul 5A2 для покриття контактних поверхонь охоплюваних і охоплюючих нарізних елементів нарізних з'єднань VAM TOP із зовнішнім діаметром 7" (177,8мм). Кількість мастила, що наноситься на нарізні елементи, може змінюватися: а) в залежності від операторів, які відповідають за нанесення мастила, зокрема, безпосередньо на місці складання; в) для одного і того ж оператора в залежності від того або іншого нарізного елемента; с) для одного і того ж нарізного елемента в залежності від тієї або іншої точки на нарізному 7 74590 8 елементі. сутній свинець або його сполуки, що є недоліком. Під час операції загвинчування мастило розКрім того, такі покриття можуть бути виконані у поділяється у зазорах між відповідними нитками вигляді шару фарби або лаку, що забезпечує ковохоплюваної і охоплюючої різі, при цьому дані зазання. зори можуть змінюватися від одного нарізного У [патентній заявці ЕР 786616] описаний споз'єднання до іншого внаслідок наявності допусків сіб нанесення такого антифрикційного лаку на напри виробництві нарізних елементів, і зайве масрізний елемент, при цьому спосіб включає попетило виштовхується з нарізного з'єднання. реднє нанесення тонкого фосфатного шару (0,005На деяких типах нарізних з'єднань неможли0,030мм), потім нанесення шару суміші з синтетивість видалення зайвого мастила може привести чної смоли типу епоксидної або іншої смоли та до виникнення підвищеного тиску на нитках під час бісульфіду молібдену або вольфраму товщиною загвинчування, що заважає правильно виміряти від 0,010 до 0,045мм і полімеризацію смоли шлямомент загвинчування і може спричинити дефорхом нагрівання. мацію ниток різі та ущільнювальних опорних повеУ [патенті US 4414247] описаний подібний рхонь навіть на конічній різі (що рекомендується спосіб нанесення антифрикційного лаку на нарізАIH і тому дуже поширеній), а у випадку нанесення ний елемент. надмірної кількості мастила - роз'єднання різі і Такі лаки, що забезпечують ковзання, мають падіння колони на дно свердловини. чудові антифрикційні властивості, доки вони триКрім того, зайве мастило, що виштовхується маються на місці. Але, оскільки вони є твердими під час загвинчування, накопичується в усті свердлаками, то вони схильні до зносу і під час загвинловини у великих кількостях, враховуючи число чування-відгвинчування не відновлюються. Тому задіяних нарізних з'єднань, і закупорює пори нафпісля декількох операцій загвинчуваннятоносного пласта, через які повинна проходити відгвинчування на нарізних з'єднаннях з такими нафта і попадати в експлуатаційну колону. Таке покриттями спостерігається явище заклинювання, закупорювання значно підвищує затрати по експричому у таких випадках воно проявляється осоплуатації нафтових свердловин. бливо несподівано і має небезпечні наслідки. Крім того, деякі мастила, у тому числі API 5A2 Крім того, якщо під час транспортування або або АРІ 5A3, не забезпечують антикорозійного зберігання відбувається локальне пошкодження захисту у достатній мірі, враховуючи їх склад, шару такого антифрикційного лаку, то відновити умови і тривалість транспортування і/або зберійого на місці складання не уявляється можливим. гання труб перед використанням. Задачею даного винаходу є усунення вказаних Тому у заводських умовах необхідно наносити недоліків шляхом створення відповідного нарізнона контактні поверхні нарізних елементів спеціаго охоплюваного або охоплюючого елемента для льне мастило для транспортування і зберігання та трубного нарізного з'єднання, яке відрізняється відразу після доставки до свердловини видаляти особливими антифрикційними властивостями, що це мастило безпосередньо перед складанням труб містить охоплювану або охоплюючу різь в залежі наносити кінцеве мастило типу API 5A2 для заності від типу нарізного елемента, і містить мастигвинчування. льний шар на поверхнях, які є контактними поверУ патентах на нарізні з'єднання описано багахнями. то інших типів мастил зі свинцем або без нього. При цьому ставилася задача, щоб нарізний Частіше за все ці мастила є гетерогенними і елемент відповідно до даного винаходу можна містять наповнювач з металевих, мінеральних або було загвинчувати або відгвинчувати 10 разів у термопластичних частинок для заповнення зазорів взаємодії з нарізним елементом протилежного між нитками охоплюваної і охоплюючої різі [див. типу, не побоюючись заклинювання, в екстремаGB 1086720, US 3526593] і/або для запобігання льних умовах експлуатації нафтових свердловин, заклиненню при загвинчуванні [див. US 2065247, причому тиск «Герц», який застосовується, може US 5275845] або при відгвинчуванні [див. GB перевищувати 300МПа між контактними поверх1033735, US 2419144]. нями, що ковзають, швидкість ковзання складає Антифрикційні властивості деяких з мастил, 0,1м/с, а довжина ковзання може досягати одного описаних у згаданих патентах, можуть забезпечуметра. ватися присутністю у них присадок надвисокого При цьому ставилася задача запобігти особтиску хімічної дії [US 2065247, US 3095375]. ливо небезпечним випадкам заклинювання, що Але ці патенти стосуються мастил, які мають приводять до миттєвого руйнування контактних недоліки, вказані вище для мастил API 5A2 або поверхонь і змушують відбраковувати нарізні еле5A3. менти або здійснювати їх повторну механічну обТверді консистентні покриття, що наносяться робку. виробником на нитки різі та опорні поверхні, доОдночасно ставилася задача запобігти забрузволили згодом загвинчувати нарізні з'єднання дненню навколишнього середовища небезпечни«сухим» способом без подальшого нанесення мами речовинами, такими, наприклад, як свинець стила на місці складання. або важкі метали, при їх вивільненні з нарізних Дані покриття можуть бути металевого типу, елементів. такі як покриття, описані у [патенті ЕР 632225], в Крім того, задачею даного винаходу є успішне яких застосовують зовнішній шар свинцю або на застосування нарізного елемента як в арктичних основі оксидів металів, покриття, описані у [патенті регіонах, так і у тропічних або екваторіальних умоЕР 500482], в яких застосовують зовнішній шар вах і після перебування у забої свердловини при оксиду свинцю, однак у цих покриттях також притемпературах, які можуть досягати або перевищу 9 74590 10 вати 160°С. мастильних речовин типу оливи і деяких консистеКрім того, нарізний елемент повинен застосонтних мастил шар мастильної речовини ніколи не вуватися на буровій або нафтодобувній свердлозазнає необоротного руйнування і автоматично вині без нанесення мастила на даному етапі, при відновлюється або «зарубцьовується» по мірі зріцьому необхідне мастило наносять у заводських зання під час загвинчування. умовах у процесі виготовлення нарізного елеменТаку характеристику можна одержати для відта. носно широкого діапазону консистенції мастильної Крім того, частини нарізного елемента, що речовини при температурі навколишнього повітря, входять у контакт ковзання під час загвинчування і починаючи від напівтвердої консистенції на зразок покриті мастилом у заводських умовах, не повинні лаку, дуже клейкого перед сушінням, і закінчуючи зазнавати корозії під час транспортування і зберів'язкою композицією, що не володіє текучістю, на гання. зразок воску. Задачею даного винаходу є також забезпеДля вирішення поставленої задачі необхідно чення можливості відновлення в експлуатаційних комбінувати три компоненти мастильної речовини: умовах нанесеного у заводських умовах мастильзагусник, присадку ЕР і оливу. Проте, мастильна ного шару. речовина може у деяких випадках містити інші При цьому потрібно зазначити, що дані власречовини, що не є активними з точки зору протидії тивості повинні забезпечуватися при відносно низаклинюванню і додаються для інших цілей (назьких затратах. приклад, для тонування шару). Крім того, задачею даного винаходу є також Наприклад, загусник застосовують для наданзабезпечення можливості застосування нарізного ня мастильній речовині густих, клейких, консистенелемента як з відповідним протилежним нарізним тних, в'язких характеристик, але із збереженням елементом відповідно до даного винаходу, так і з текучості для забезпечення автоматичного режиму сумісним протилежним нарізним елементом, вже поширення мастила і здатності утворення плівки. присутнім на ринку. Він може також застосовуватися як агент, що зв'яКрім того, ці ж антифрикційні властивості позує, між іншими компонентами мастильної речовивинні бути забезпечені на нарізних елементах, що ни. містять, крім різі, одну або декілька ущільнювальРозрізнюють два хімічних сімейства загусників них опорних поверхонь «метал-метал» і/або що- органічні і мінеральні: найменше один упор загвинчування. а) органічні загусники: Крім того, ці ж антифрикційні властивості поЯк необмежувальний приклад органічного завинні бути забезпечені і у випадку нарізних елемегусника можна застосовувати нафтові, тваринні нтів для прямих або муфтових нарізних трубних або рослинні воски, петролатумні воски, оксидоз'єднань, що містять будь-які види різі (конічну, вані петролатумні воски, сульфонатні воски, синциліндричну, одноступінчату або багатоступінчастетичні воски, а також суміші з цих восків, нафтові ту і т.д.) з будь-якою формою ниток (трикутною, клейкі смоли, бітуми, розчинні полімери або політрапецеїдальною і т.д.) з постійною шириною нитмери, що диспергуються в оливі, жиророзчинне ки або шириною нитки, що змінюється (клиноподімило і т.д. Крім згаданих вище властивостей, забна нитка). вдяки своїм хімічним і фізичним характеристикам Охоплюваний або охоплюючий нарізний еледаний тип загусника може переважно виконувати мент відповідно до даного винаходу містить різь, функцію антикорозійного захисту. відповідно охоплювану або охоплюючу, при цьому б) мінеральні загусники: мастильна речовина наноситься тонким шаром на Мінеральним загусником може бути вологовіповерхню ниток різі, при цьому поверхню обробдштовхувальний кальцинований кремнезем, вололяють для забезпечення адсорбції або абсорбції говідштовхувальні привиті бентони або діоксид мастильної речовини. титану. Під тонким шаром мастильної речовини розуПрисадки надвисокого тиску (ЕР) є добре віміють шар товщиною, меншою 0,10мм. домими в області мастил речовинами. Їх властиМастильна речовина, що застосовується, є вості можуть бути виміряні за допомогою стандаргомогенною сумішшю з: тів ЕР (чотирикулькове випробування, тест а) загусника; Фалекса...). б) щонайменше однієї присадки надвисокого За визначенням, хімічні присадки ЕР реагують тиску (ЕР) хімічної дії, яка називається хімічною з контактними металевими частинами, починаючи присадкою ЕР; і від певної температури, що створюється тертям, і в) оливи. утворюють хімічну мастильну плівку. Серед хімічПід гомогенною сумішшю розуміють, як це них присадок ЕР відомі: прийнято, тонку і стійку дисперсію компонентів, - хімічні присадки ЕР на основі сірки або такі, реалізовану таким чином, щоб мастильна речовищо містять сірку, такі, наприклад, як сірковмісні на у всіх точках мала ідентичні властивості. вуглеводні або ефіри, які випускаються під назвою Об'єми трьох компонентів мастильної речови«сірковмісні продукти», металеві дитіокарбамати, ни вибирають таким чином, щоб мастильна речонейтральні або багатоосновні металеві сульфонавина мала консистенцію, яка забезпечує автомати; тичний режим поширення мастила і здатність - хімічні присадки ЕР на основі фосфору, такі утворення плівки. як фосфорні кислоти або ефіри; Поняття автоматичного режиму поширення - хімічні присадки ЕР на основі сірки і фосфомастила відоме фахівцям і означає, що у випадку ру, такі як металеві дитіофосфати, зокрема, диті 11 74590 12 офосфати цинку; Загальний вміст присадок ЕР, як правило, - хімічні присадки ЕР на основі хлору, зокрема, складає від 5% до 75% в залежності від типу або хлоровані парафіни; типів присадок ЕР, що застосовуються. - змінені або не змінені ефіри або жирні кислоВідповідно до першого переважного варіанту ти, складні ефіри і т.д. реалізації даного винаходу загальний вміст присаТакі хімічні присадки ЕР звичайно виробляють док ЕР складає від 5% до 50% і переважно від і випускають розчиненими у мінеральній оливі, 15% до 32% за вагою. однак надалі у даний заявці під хімічною присадПереважно, відповідно до цього варіанту реакою ЕР потрібно розуміти активну нерозчинену лізації, мастильна речовина містить декілька хімічречовину. них присадок ЕР, переважно, не хлорованих. Хімічні присадки ЕР, що застосовуються, виВідповідно до першого підваріанту даного бирають серед відомих присадок, які забезпечупершого варіанту реалізації вміст загусника у масють запобігання заклинюванню при тиску «Герц», тильній речовині складає від 5% до 60% за вагою що перевищує або дорівнює 1000МПа. та переважно від 8% до 40% за вагою; вміст оливи Вони повинні бути фізично і хімічно сумісними у мастильній речовині складає від 30% до 75% і з вибраним загусником: вони повинні добре змішупереважно від 40% до 60% за вагою. ватися з загусником, але не реагувати з ним, оскіВідповідно до другого підваріанту даного перльки у цьому випадку можуть істотно знизитися їх шого варіанту реалізації, що забезпечує одержанвластивості протидії надвисокому тиску. ня шару покриття більш твердої консистенції, вміст Дані хімічні присадки ЕР можуть застосовувазагусника у мастильній речовині складає від 60% тися індивідуально або у суміші для максимальнодо 80% за вагою; вміст оливи у мастильній речого використання їх сукупних властивостей. вині у цьому випадку складає від 5% до 20% за Під оливою у складі мастильної речовини потвагою. рібно розуміти як оливу, що спеціально додається, Відповідно до другого переважного варіанту так і оливу, в якій розчиняють перед постачанням реалізації даного винаходу хімічна(і) присадка(и) загусники і/або присадки ЕР, зокрема, хімічні приЕР містить(ять) хлорований парафін, вміст загуссадки ЕР. ника у мастильній речовині складає від 25% до Оливою, що застосовується, може бути дисти60% за вагою та вміст присадок ЕР у мастильній ляційна фракція нафтопродуктів, яка також назиречовині складає від 40% до 75%; у цьому випадку вається «мінеральною основою», а також синтетивміст оливи у мастильній речовині складає від чна основа, яку одержують шляхом хімічної 0,5% до 15% за вагою. реакції, така як поліальфаолефіни, поліізобутилеУ різних композиціях, вказаних у даному докуни, складні ефіри і т.д. Вона може бути також осменті, вміст загусника і вміст присадок ЕР відповіновою рослинного походження (рапсова олія, содає вмісту активних речовин у вказаних компоненняшникова олія і т.д.) або тваринного походження. тах. Вона може бути також сумішшю цих основ. Переважно вага шару мастильної речовини на Переважно, хімічна(і) присадка(и) ЕР і загуснарізному елементі складає від 0,1г/м2 до 40г/м2. ник повинні розчинятися в оливі, що дозволяє доЯк варіант, поверхня ниток різі, оброблена з бре диспергувати хімічну(і) присадку(и) ЕР з загусметою адсорбції або абсорбції мастильної речоником і одержати досить гомогенну мастильну вини, є поверхнею шару, вибраного з групи, в яку речовину. входять фосфатні шари, оксалатні шари і металеві Переважно, загусник містить хімічні молекули шари. з яскраво вираженою полярністю. Така характериЯк варіант, поверхню ниток різі обробляють, стика дозволяє, зокрема, додати мастильній речощоб додати їй шорсткості, яка контролюється, з вині властивість зчеплення з субстратом. можливістю адсорбції або абсорбцію мастильної Переважно, загусник залишається стійким до речовини. Такою обробкою може бути, наприклад, температури, що перевищує або дорівнює 120°С, піскоструминна обробка, дробоструминна обробка, переважно перевищує або дорівнює 160°С. гравіювання або будь-який еквівалентний спосіб Як варіант, присадка(и) ЕР містить також щообробки. найменше одну присадку ЕР фізичної дії, переваПереважно, поверхню ниток різі обробляють жно у вигляді субмікроскопічних твердих частинок для адсорбції або абсорбції мастильної речовини для одержання мастильної речовини у вигляді на глибину від 0,003мм до 0,080мм. гомогенної суміші. Переважно, мастильну речовину наносять таПрисадки ЕР фізичної дії, які називаються фікож на кожну ущільнювальну опорну поверхню, зичними присадками ЕР, розміщуються між контаякщо нарізний елемент, що розглядається, містить ктними поверхнями у вигляді плівки, що зсуваєтьтакі ущільнювальні опорні поверхні. ся у характеристичних кліважних площинах їх Переважно, мастильну речовину наносять такристалічної структури, паралельних площині руху, кож на кожну упорну поверхню, якщо нарізний або у площинах полегшеного деформування. Віделемент, що розглядається, містить такі упори. повідно з першої категорії (кліваж) можна вказати Переважно також, щоб всі поверхні, на які тонграфіт, бісульфіди молібдену, вольфраму або ким шаром спеціально наносять мастильну речоолова, нітрид бору і т.д., а з другої категорії - полівину, заздалегідь піддавалися обробці для забезмери типу PTFE, поліамід, полісечовина і т.д. печення адсорбції або абсорбції мастильної Переважно, щонайменше один з компонентів, речовини. які входять до складу присадок ЕР, повинен мати Об'єктом даного винаходу є також нарізне антикорозійні властивості. з'єднання, що не заклинює, яке містить охоплюва 13 74590 14 ний нарізний елемент і охоплюючий нарізний елеПереважно, в'язкість рідкої суміші, виміряна за мент, при цьому кожний з них містить різь відповіфракцією FORD №4, відповідає часу від 10 секунд дного типу, причому обидві різі загвинчуються оддо 30 секунд і переважно від 15 секунд до 25 сена в одну у положенні складання, при цьому кунд. щонайменше один з цих двох нарізних елементів у Переважно шар рідкої суміші наносять шляхом даному з'єднанні є описаним вище нарізним елерозпилення. ментом відповідно до даного винаходу. Як альтернативу можна назвати будь-який інВідповідно до варіанту виконання даного наріший спосіб: занурення у рідину, нанесення пенззного з'єднання тільки один з двох нарізних елелем, зрошення. ментів є описаним вище нарізним елементом згідВипаровування розчинника можна здійснювано з даним винаходом, а інший нарізний елемент ти природним шляхом і примусово, зокрема, шлямістить тонкий шар описаної вище мастильної рехом помірного нагріву нарізного елемента або кончовини, що наноситься безпосередньо щонаймевекцією гарячого повітря. нше на поверхню ниток різі, при цьому мастильна На наведених нижче фігурах як необмежуваречовина є гомогенною сумішшю, в яку входять: льні приклади показані різні варіанти реалізації а) загусник; даного винаходу. б) щонайменше одна присадка надвисокого Фіг.1 - зображення першого типу муфтового тиску, при цьому присадки надвисокого тиску є нарізного з'єднання, що містить 4 нарізних елемефізично і хімічно сумісними з загусником і містять нта, виконаних відповідно до даного винаходу. щонайменше одну присадку надвисокого тиску Фіг.2 - зображення другого типу муфтового нахімічної дії, яка називається хімічною присадкою різного з'єднання, що містить 4 нарізних елемента, ЕР, виконану з можливістю використання при знавиконаних відповідно до даного винаходу. ченнях тиску «Герц», що перевищують або дорівФіг.3 - зображення типу так званого прямого нюють 1000Мпа; і нарізного з'єднання, що містить 2 нарізних елемев) олива. нта, виконаних відповідно до даного винаходу. Кажучи про тонкий шар мастильної речовини, Фіг.4 - зображення декількох ниток охоплюваяка безпосередньо наноситься, мається на увазі, ного трубного нарізного елемента відомого на рищо поверхня ниток різі, які розглядаються, не пронку, типу елемента, показаного на Фіг.1. ходить обробку для забезпечення адсорбції або Фіг.5 - зображення декількох ниток охоплююабсорбції мастильної речовини. чого трубного нарізного елемента відповідно до Об'єктом даного винаходу є також спосіб одеданого винаходу типу елемента, показаного на ржання тонкого шару мастильної речовини на охоФіг.1. плюваному або охоплюючому нарізному елементі Фіг.6 - деталізоване зображення Фіг.5. для раніше описаного трубного нарізного з'єднанФіг.7 - зображення фази зачеплення на початня, яке не заклинює, при цьому нарізний елемент ку складання ниток охоплюваної і охоплюючої різі, містить відповідно охоплювану або охоплюючу показаних на Фіг.4 і 5. різь. Фіг.8 - зображення ниток охоплюваної і охопСпосіб відповідно до даного винаходу містить люючої різі, показаних на Фіг.4 і 5, після завернаступні етапи: шення складання. а) одержання рідкої гомогенної суміші, в яку Фіг.9 - зображення декількох ниток охоплювавходить: ної різі охоплюваного трубного нарізного елемен- леткий розчинник; та, для трубного нарізного з'єднання відповідно до - загусник; даного винаходу, типу елемента, показаного на - щонайменше одна присадка надвисокого тиФіг.2. ску, при цьому присадки надвисокого тиску є фізиФіг.10 - зображення декількох ниток охоплюючно і хімічно сумісними з загусником і містять щочої різі охоплюючого трубного нарізного елемента найменше одну присадку надвисокого тиску відповідно до даного винаходу, типу елемента, хімічної дії, виконану з можливістю застосування показаного на Фіг.2. при значеннях тиску «Герц», які перевищують або Фіг.11 - зображення фази зачеплення на почадорівнюють 1000Мпа; і тку складання ниток охоплюваної і охоплюючої - олива; різі, показаних на Фіг.9 і 10. б) нанесення щонайменше на поверхню ниток Фіг.12 - деталізоване зображення Фіг.11. різі нарізного елемента по суті однакового по товФіг.13 - зображення цих же ниток охоплюваної щині тонкого шару рідкої суміші; і і охоплюючої різі, показаних на Фіг.9 і 10, після в) природне або примусове випаровування розавершення складання. зчинника. Фіг.14 - зображення варіанту на Фіг.9. Під летким розчинником потрібно розуміти Фіг.15 - зображення ниток охоплюваної і охопбудь-яку нафтову фракцію з температурою дистилюючої різі, показаних на Фіг.14 і 10, після заверляції від 40°С до 250°С. Серед таких летких розшення складання. чинників можна вказати спеціальні ефірні масла, Фіг.16 - зображення відкритої кінцевої зони уайт-спірит, гас, ароматичні продукти, такі як бенохоплюваного елемента, показаного на Фіг.2. зол, толуол, ксилол і т.д. Фіг.17 - зображення порожнинної зони всереЯк варіант, щонайменше поверхню ниток різі дині охоплюючого трубного нарізного елемента нарізного елемента обробляють для забезпечення відповідно до даного винаходу, показаного на адсорбції або абсорбції мастильної речовини, що Фіг.2. наноситься. Фіг.18 - зображення відкритої кінцевої зони, 15 74590 16 показаної на Фіг.16, і порожнинної зони, показаної вчиного хвоста між двома кроками охоплюючої на Фіг.17, після складання нарізних елементів. різі, і упори 310, 310' на кожному кінці охоплюючоФіг.19 - графічне зображення кривої загвинчуго елемента. вання нарізного з'єднання, відповідне Фіг.9-13 і 16Охоплювані і охоплюючі нарізні елементи вуз18. ла 300 виконані з трапецеїдальними нитками і пісФіг.20 - графічне зображення відносної зміни ля загвинчування не впливають один на одного у початкового моменту загвинчування і початкового радіальному напрямі. моменту відгвинчування в залежності від числа У зібраному вигляді заплечики 307, 308 утвоциклів загвинчування-відгвинчування для нарізнорюють основний упор, при цьому упори 309, 309', го з'єднання, показаного на Фіг.9-13 і 16-18. 310, 310' тільки виконують роль запобіжних упорів На Фіг.1 показаний нарізний збірний вузол 100 на випадок деформації основного упора. відповідно до специфікації АРІ 5СТ між двома меКонічні поверхні 311', 312' відповідно на охопталевими трубами 101 і 101', що реалізовується за люваному і охоплюючому елементах утворюють допомогою муфти 102 і містить 2 нарізних з'єднанпоруч з кінцем охоплюваного елемента внутрішню ня. пару ущільнювальних опорних поверхонь «металКожний кінець труби 101, 101' містить охоплюметал». Конічні поверхні 311, 312 утворюють пований елемент 1, 1', який містить охоплювану коніруч з кінцем охоплюючого елемента зовнішню пачну різь 103, 103' з «круглими» нитками і закінчуру ущільнювальних опорних поверхонь «металється охоплюваною кінцевою поверхнею 109, 109'. метал». Зовнішня пара 311, 312 ущільнювальних Муфта 102 містить 2 охоплюючих елемента 2, опорних поверхонь може бути також розташована 2' розташованих симетрично по відношенню до між заплечиками 307, 308 і кроком різі великого серединної площини муфти, при цьому кожний діаметра 303, 304. охоплюючий елемент містить охоплюючу конічну На Фіг.4 у поздовжньому розрізі показано декірізь 104, 104' з нитками, сполучними з нитками лька трикутних ниток 11 конічної охоплюваної різі охоплюваної різі. 103, показаної на Фіг.1. Охоплювана різь 103, 103' загвинчується у Охоплювані нитки 11 містять дві прямолінійні сполучну охоплюючу різь 104, 104'. сторони 13, 15, кожна з яких утворює кут 30° з ноДля даного типу вузла специфікація АРІ 5В рмаллю YY до осі XX нарізного елемента, і по визначає форму ниток, їх розмір, конусність різі, обидві сторони від цієї нормалі - закруглену веркрок різі і т.д. шину 17 охоплюваної нитки, і також закруглену Відповідно до специфікацій АРІ 5СТ і 5В можзападину 19 охоплюваної нитки. на також застосовувати не показані на фігурах Сторона 15, нормаль якої до поверхні направнарізні збірні вузли типу «Баттресс», які мають лена у бік вільного охоплюваного кінця 109, є ротаку ж конструкцію, що і на Фіг.1, але з трапецеїбочою стороною, оскільки саме охоплювана рободальними нитками. ча сторона спирається на охоплюючу робочу На Фіг.2 показаний муфтовий нарізний збірний сторону під час зачеплення охоплюваного і охопвузол 200 з двома охоплюваними елементами 1, 1' люючого елементів для їх з'єднання шляхом заі двома охоплюючими елементами 2, 2' з конічною гвинчування. різзю 203, 204 і з трапецеїдальними нитками, при Сторона 13, нормаль якої до поверхні направцьому муфта 202 у своїй центральній частині між лена у сторону, протилежну вільному охоплюваохоплюючими елементами містить п'ятку 206, при ному кінцю 109, є несучою стороною. Саме несучі цьому п'ятка дозволяє уникнути завихрення потоку сторони приймають на себе зусилля осьового розрідини у трубах 201, 201' і утворює охоплюючі употягнення, які діють на нарізні з'єднання. Поверхні ри 201, які спираються на охоплювані упори 209, 13, 15 і зони 17, 19 охоплюваних ниток є механічно утворені кільцевими кінцевими поверхнями труб. обробленими поверхнями. Конічні охоплювані 207 і охоплюючі 208 ущільНа Фіг.5 у поздовжньому розрізі показано декінювальні опорні поверхні, виконані на частинах, лька трикутних ниток охоплюючої конічної різі, поякі не містять різі і діють одна на одну у радіальказаної на Фіг.1. ному напрямі пружним контактним тиском, відоОхоплюючі нитки 12 мають форму, відповідну мим способом забезпечують герметичність покаформі охоплюваних ниток 11, при цьому кожна з заного на Фіг.2 складального вузла. них містить робочу сторону 16 і несучу сторону 14, На Фіг.3 показане пряме нарізне з'єднання 300 розташовані під кутом 30° по обидві сторони від між двома трубами 301 і 302, що містить двостунормалі YY до осі нарізного елемента, вершину 20 пеневу циліндричну різь. охоплюючого витка і западину 18 охоплюючого На своєму кінці труба 301 містить охоплювавитка. ний елемент 1, який містить двоступеневу циліндПоверхні 14, 16 і зони 18, 20 охоплюючих ниричну охоплювану різь 303, 303', плечову конічну ток оброблені з метою забезпечення адсорбції або охоплювану поверхню 307, виконану у вигляді поабсорбції мастильної речовини і у зв'язку з цим ловини ластівчиного хвоста між двома кроками містять конверсійний марганцево-фосфатний шар охоплюваної різі, і упори 309, 309' на кожному кінці товщиною 0,006мм, виконаний на механічно оброохоплюваного елемента. блених поверхнях. Марганцево-фосфатний шар На своєму кінці труба 302 містить охоплюючий виконаний спеціально для обробки нарізних елеелемент 2, який сполучений з охоплюваним елементів з нелегованої або низьколегованої сталі. ментом 1, і містить двоступеневу циліндричну охоМожна застосовувати також інші фосфатні плюючу різь 304, 304', плечову конічну охоплюючу шари, наприклад, цинко-фосфатний шар. поверхню 308, виконану у вигляді половини ластіУ випадку нарізних елементів зі сталі з висо 17 74590 18 ким вмістом хрому або з нікельвмісного сплаву - Багатоосновні сульфонати: 13% рекомендується наносити оксалатний шар або - Металевий дитіофосфат: 3% металеве покриття з міді. - Мінеральне масло: 48% Товщина даних шарів має той же порядок веВага покриття: 21г/м2 личин, що і марганцево-фосфатний шар. Приклад 6 Поверхню охоплюючих ниток 12, яка обробля- Бітум: 30% ється, покривають тонким шаром 22 мастильної - Сірковмісний продукт: 6% речовини, що частково адсорбується або абсорбу- Багатоосновні сульфонати: 13% ється у фосфатному шарі і по суті рівномірно під- Металевий дитіофосфат: 3% носиться над ним на декілька мікронів товщини на - Мінеральне масло: 48% поверхні ниток 12, яка обробляється. СпіввідноВага покриття: 22г/м2 шення між вагою шару, що адсорбується або абПриклад 7 сорбується у фосфатному шарі, і вагою шару, що - Стеарат алюмінію: 30% підноситься над фосфатним шаром, складає при- Сірковмісний продукт: 6% близно 1/1. - Багатоосновні сульфонати: 13% Нижче приводяться приклади складів (у % за - Металевий дитіофосфат: 3% вагою) і ваги шару (у г/м2) відповідної мастильної - Мінеральне масло: 48% речовини. Вага покриття: 23г/м2 Приклад 1 Приклад 8 - Нафтовий парафін: 19% - Ліпофільний бентон: 9% - Сірковмісний продукт: 6% - Сірковмісний продукт: 7% - Багатоосновні сульфонати: 13% - Багатоосновні сульфонати: 13% - Металевий дитіофосфат (Zn): 3% - Металевий дитіофосфат: 3% - Мінеральне масло: 59% - Мінеральне масло: 68% Вага покриття: 20г/м2 Вага покриття: 14г/м2 Мастильна речовина містить три хімічні приПриклад 9 садки ЕР, а саме: сірковмісний продукт, багатоос- Поліалкілметакрилат (органічний новні сульфонати і металевий дитіофосфат, які є загусник) 12% розчинними в оливі компонентами. Віск також є - Сірковмісний продукт: 6% розчинним в оливі. - Багатоосновні сульфонати: 12% Приклад 2 - Металевий дитіофосфат: 4% - Оксидований петролатумний віск: 29% - Мінеральне масло: 66% 2 - Сірковмісний продукт: 6% Вага покриття: 23г/м - Багатоосновні сульфонати кальцію: 13% Приклад 10 - Металевий дитіофосфат (Zn): 3% - Оксидований петролатумний віск: 39% - Мінеральне масло: 49% - Поліізобутилен: 2% Вага покриття: 20г/м2 - Хлорований парафін: 59% Кінематична в'язкість покриття при Вага покриття: 21г/м2 +100°С 260сСт У цьому прикладі 10 хлорований парафін має Потрібно зазначити, що оксидовані петроламасляну консистенцію; додана невелика кількість тумні воски є дуже стійким до температури і хімічоливи у вигляді поліізобутилену (синтетична осноно не руйнуються, знаходячись при температурі ва). 160°С. Така хімічна стійкість дозволяє опускати Використання хлорованого парафіну як хімічнарізні з'єднання у забої свердловин, де темпераної присадки ЕР робить можливим застосування тура може досягати 160°С, при цьому не спостеріскладу на нарізних елементах, виконаних з деяких гається необоротної зміни воску; тому нарізні з'єдвидів неіржавіючої сталі (не схильних до корозії від нання можна витягувати з свердловини, хлору або хлоридів) або з нікельвмісного сплаву. розгвинчувати і знову загвинчувати, а потім опусПриклад 11 кати у ту ж свердловину або в іншу свердловину. - Оксидований петролатумний віск: 67% Приклад 3 - Сірковмісний продукт: 5% - Петролатумний віск: 31% - Багатоосновні сульфонати: 12% - Сірковмісний продукт: 6% - Металевий дитіофосфат (Zn): 5% - Багатоосновні сульфонати: 13% - Мінеральне масло: 11% - Металевий дитіофосфат (Zn): 3% Вага покриття: 23г/м2 - Мінеральне масло: 47% Кінематична в'язкість покриття при Вага покриття: 24г/м2 +100°С: 560сСт Приклад 4 У всіх приведених прикладах покриття з мас- Клейка нафтова смола: 30% тильної речовини є гладкими завдяки тому, що - Сірковмісний продукт: 6% мастильна речовина і рідка суміш, яка використо- Багатоосновні сульфонати: 13% вується для її одержання, володіють здатністю - Металевий дитіофосфат: 3% утворення плівки. - Мінеральне масло: 48% У всіх приведених прикладах, крім прикладів 5 Вага покриття: 21г/м2 і 9, одержані покриття мастильної речовини є восПриклад 5 ковмісними, клейкими, не володіють текучістю і - Сульфонатний віск: 30% тому мають при температурі навколишнього сере- Сірковмісний продукт: 6% довища в'язку консистенцію; для інформації: в'яз 19 74590 20 кість таких покриттів складає від 100сСт до речовині абсолютно однорідного чорного кольору 1000сСт при +100°С, температурі, яка може утвоабо 0,12% флуоресцеїну ("Fluorescent Green рюватися при загвинчуванні нарізних елементів. Light") для надання мастильній речовині темноУ випадку прикладів 5 і 9 покриття швидше зеленого кольору. схоже на дуже в'язкий лак, і його консистенцію На Фіг.7 показані охоплюючі нитки 12 під час називають напівтвердою. фази зачеплення з охоплюваними нитками 11 при У всіх прикладах, крім прикладу 10, як присадскладанні шляхом загвинчування. ка ЕР мастильна речовина містить три хімічні приШар мастильної речовини 22 перешкоджає садки ЕР, а загальний вміст присадок ЕР складає прямому контакту між механічно обробленими близько 20-25%. охоплюваними робочими сторонами 15 і охоплюУ прикладах 1-9 співвідношення між сірковмісючими робочими сторонами 16, обробленими ним продуктом, багатоосновними сульфонатами і шляхом фосфатування. металевим дитіофосфатом по суті дорівнює 2:4:1. Оскільки загвинчування тільки почалося, а різь У прикладі 11 воно по суті дорівнює 1:2:1. має конічну форму, між шаром 22 і поверхнею Вміст оливи у мастильній речовині змінюється охоплюваної нитки на рівні несучих сторін 13, 14 у широкому діапазоні в залежності від природи та вершин і западин ниток залишається вільний загусника і/або присадок ЕР і в залежності від непростір. обхідної консистенції: На рівні робочих сторін шар 22 витримує на- близько 50% для прикладів 1-7; вантаження труби 101, загвинченої у вертикаль- близько 65-70% для прикладів 8 (загусник = ному положенні над муфтою 102, заздалегідь споліпофільний бентон) і 9 (більш текуча консистенлученою з трубою 101', і підвищений момент сил, ція); що створюється трубним ключем. - близько 10% для прикладу 11 (відносно твеНавіть невелике зміщення осей охоплюваного рда воскоподібна консистенція); і охоплюючого нарізних елементів 1, 2 під час за- близько 2% для прикладу 10 з врахуванням чеплення при відсутності якого-небудь шару масмаслянистої консистенції присутнього хлорованого тильної речовини може привести до спрацювання парафіну. поверхонь робочих сторін і до швидкого заклинюУ всіх прикладах, де присутній органічний завання цих стичних одна з одною сторін: у даному гусник, тобто у всіх прикладах, крім прикладу 8, випадку неможливо розгвинтити заклинені нарізні загусник містить хімічні молекули з яскраво вираз'єднання і у будь-якому випадку необхідно відноженою полярністю, які додають йому властивість влювати пошкоджені поверхні нитки. зчеплення з металевою поверхнею ниток, що обПрисутність загусника та оливи у мастильній робляється, і вологовідштовхувальну здатність. речовині шару 22 і в'язкість мастильної речовини Така вологовідштовхувальна властивість зчеплензабезпечують при напруженнях зсуву режим автоня забезпечує хороше покриття поверхні, що обматичного змащування, властивий оливі або масробляється, тонким шаром і захист цієї поверхні тилу. Про це свідчить відсутність розтріскування проти корозії, зокрема, під час зберігання труб з їх мастильної речовини від зсуву при зовнішніх темнарізними елементами перед застосуванням. пературах від -50°С до +50°С; можна сказати, що Всі склади цих 11 прикладів забезпечують при мастильна речовина відновлюється і зарубцьовувипробуванні за стандартом ASTM D2596 «4 кульється по мірі зсуву. ки» (випробування ЕР) навантаження зварювання, Фосфатний шар 32 на поверхні охоплюючих що перевищує 800кг, і діаметр відбитка від кульки ниток ефективно утримує мастильну речовину на від 0,35 до 0,37мм після 1 години при навантаженповерхні цих ниток. ні 392Η (40кгс) під час випробувань за стандартом В умовах дії надвисокого тиску, при яких автоASTM D2596. матичне поширення мастильної речовини може Всі хімічні присадки ЕР у 11 прикладах є фізилокально перериватися, починає діяти хімічна чно і хімічно сумісними з відповідними загусникаприсадка надвисокого тиску і запобігає заклиненми. Дійсно, хімічні присадки ЕР повинні залишатиню. ся стійкими до моменту, коли вони піддаються На Фіг.8 показані охоплювані і охоплюючі нитвпливу температур, які виникають при локальному ки 11, 12 у кінцевому загвинченому положенні. розриві мастильної плівки і тільки тоді дозволяють Під час загвинчування мастильна речовина цим присадкам вступати у хімічну реакцію з контатонкого шару 22 розходиться по зазорах між геліктними металевими поверхнями для утворення коїдальними поверхнями ниток різі. Вона поширюкомпонентів, що перешкоджають або затримують ється між несучими сторонами 13, 14 і робочими заклинювання, навіть коли контактний тиск пересторонами 15, 16 і більше або менше заповнює вищує 1000МПа. зазори між вершинами і западинами ниток 17, 18, Як варіант, крім загусника, присадок ЕР і оли19, 20, які присутні попарно внаслідок фабричних ви, мастильна речовина може містити менше 5% допусків, що існують. барвника, який не впливає на антифрикційні власЗ цієї причини не відбувається виштовхування тивості, а призначений для контролю наявності зайвої мастильної речовини у внутрішній простір тонкого шару мастильної речовини відповідно до свердловини, і нарізні елементи не деформуються даного винаходу (функція відстеження і диференпри впливі тиску від надмірної кількості мастильної ціювання по відношенню до стандартних мастил речовини. АРІ). При роз'єднанні ниток під час відгвинчування Мастильна речовина може також містити 2,5% відбувається розділення шару 22 на дві частини, сажі у вигляді порошку для надання мастильній причому дане розділення відбувається довільно 21 74590 22 всередині цього шару. фази зачеплення при їх з'єднанні шляхом загвинПроте, залишкові шари на охоплюваних і охочування з охоплюваними нитками 51. плюючих нитках дозволяють здійснювати щонайНа рівні робочих сторін 55, 56 (див. Фіг.12) шаменше 10 циклів загвинчування-відгвинчування ри 21, 22 утворюють один шар 23, тоді як між інбез виникнення явища заклинювання. шими сторонами, які не вступають у контакт під Потрібно зазначити, що просте нанесення час фази зачеплення, ці два шари залишаються класичного мастила типу API 5A2 зі зменшенням розділеними. його кількості у порівнянні з визначеними за норШар 23 витримує навантаження ваги труби мами і його застосуванням тільки для заповнення 201, що приєднується, момент загвинчування і, зазорів між нитками швидко приводить до заклиможливо, побічні зусилля, коли вісь охоплюваного нювання всього після декількох циклів загвинчуелемента утворює кут з віссю охоплюючого елевання-відгвинчування, якщо між циклами не пономента. влювати нанесення мастила. У кінці загвинчування (Фіг.13) мастильна речоНа Фіг.9 у поздовжньому розрізі показано деківина по суті заповнює зазори між нитками 51, 52 і лька охоплюваних трапецеїдальних ниток 51 охоперешкоджає прямому контакту між несучими стоплюваної конічної різі 203, показаної на Фіг.2. ронами 53, 54 під час розтягнення і зазори між Охоплювані нитки 51 містять чотири прямолівершиною 60 охоплюючої нитки і западиною 59 нійні сторони, а саме: охоплюваної нитки, які діють одна на одну у радіа- несучу сторону 53; льному напрямі. - робочу сторону 55; На Фіг.14 показаний варіант реалізації, пока- вершину нитки 57; заної на Фіг.9, в якому шар 21 мастильної речови- западину нитки 59. ни не наноситься безпосередньо на механічно Вершини і западини ниток паралельні початоброблену поверхню охоплюваних ниток, а покриковому конусу різі 103. ває заздалегідь нанесений фосфатний шар 31, У не показаному на фігурах варіанті вони моаналогічний за природою і за товщиною шару 32 жуть бути паралельні осі нарізного збірного вузла, охоплюючих ниток, показаних на Фіг.10. при цьому радіальна висота робочої сторони буде Така конфігурація дозволяє краще утримувати більше радіальної висоти несучої сторони. мастильну речовину на поверхні охоплюваних Несуча сторона 53 утворює злегка від'ємний ниток і одержати у взаємодії з відповідними ниткут А з нормаллю до осі нарізного елемента, наками, показаними на Фіг.10, з'єднання, показане на приклад, -3° таким чином, що вона виявляється Фіг.14, яке може витримувати численні цикли зазлегка такою, що нависає. гвинчування-відгвинчування без заклинювання. Робоча сторона 55 утворює додатній кут В з Нарізне з'єднання, показане на Фіг.15, потренормаллю до осі вузла таким чином, що нитки 51 бує одночасного фосфатування на муфті 202 і на виявляються більш вузькими в основі, ніж у вертрубах 101, 101' і тому є більш дорогим, ніж з'єдшині 57, що полегшує їх обробку. нання, показане на Фіг.13. Чотири сторони 53, 55, 57, 59 ниток 51 покриті На Фіг.16 показана відкрита кінцева зона труби у необробленому стані шаром 21 товщиною у де201 і відповідно охоплюваного нарізного елемента, кілька мікрометрів такої ж мастильної речовини, показаного на Фіг.2. яка утворює покриття 22, показане на Фіг.5. Як видно з фіг. 16, шар 21 мастильної речовиНа Фіг.10 у поздовжньому розрізі показано дени покриває не тільки поверхню охоплюваних никілька охоплюючих трапецеїдальних ниток 52 охоток 51, показаних на Фіг.9, але також всю перифеплюючої конічної різі 204, показаної на Фіг.2. ричну зовнішню поверхню охоплюваного елемента Охоплюючі нитки 52 містять чотири прямоліза межами різі, зокрема, під позицією 27 - охоплюнійні сторони, за формою і конфігурацією відповідвану ущільнювальну опорну поверхню 207, а тані охоплюваним ниткам 51, а саме: кож під позицією 29 - охоплювану упорну поверх- несучу сторону 54 зі злегка від'ємним кутом ню 209 на кінці труби. Вага шару, що наноситься А; на поверхні 207, 209 по суті близька по значенню - робочу сторону 56 з додатнім кутом В; до ваги шару, що наноситься на поверхню охоп- вершину нитки 60; люючих ниток. - западину нитки 58. На Фіг.17 показана охоплююча порожнинна Сторони 54, 56, 58, 60 оброблені шляхом марзона для охоплюваного кінця муфти 202, показаної ганцевого фосфатування для утворення фосфатна Фіг.2. ного шару 32 товщиною 0,006мм, як у випадку, Як видно з Фіг.17, внутрішня поверхня охоппоказаному на Фіг.5. люючого елемента між різзю 204 і п'яткою 206 обОброблена таким чином поверхня охоплююроблена так само, як поверхня охоплюючих ниток чих ниток 52 покрита тонким шаром 22 тієї ж мас52, показаних на Фіг.10, шляхом марганцевого тильної речовини, що і у випадку, описаному з фосфатування (шар 32) і так само, як і поверхня посиланням на Фіг.5. ниток 52, покрита шаром 22 мастильної речовини. Як і у випадку на Фіг.5, марганцеве фосфатуШари 32 і 22 покривають, зокрема, під позицівання може бути замінене будь-якою іншою оброями 38 і 28, охоплюючу опорну поверхню 208 і, під бкою поверхні, найбільш адаптованою до металу позиціями 40 і 30, - охоплюючу упорну поверхню нарізного елемента, для реалізації поверхонь, 210. здатних адсорбувати або абсорбувати мастильну Шари можуть вільно поширюватися по внутріречовину. шній периферичній поверхні п'ятки 206 і по зовніНа Фіг.11 показані охоплюючі нитки 52 під час шній периферичній поверхні муфти 202. 23 74590 24 Товщина фосфатного шару по суті однакова ток, ущільнювальних опорних поверхонь і/або упона рівні ущільнювальної опорної поверхні 206, рів для реалізації описаних вище нарізних з'єдохоплюючого упора 210 і охоплюючих ниток 52. нань, що не заклинюють. Вага шару мастильної речовини також по суті Готують рідку суміш, в'язкість якої вимірюють однакова на рівні ущільнювальної опорної поверхза фракцією FORD №4 при 4°С, декілька необмені 206, охоплюючого упора 210 і охоплюючих ниток жувальних прикладів складу якої приведені нижче. 52. Номери цих прикладів складу рідкої суміші відпоНа Фіг.18 показаний вузол у загвинченому повідають номерам попередніх прикладів складу ложенні з'єднання охоплюю чого вільного кінця, мастильної речовини, при цьому мастильна речопоказаного на Фіг.16, з відповідною охоплюючою вина відповідає «сухому екстракту» рідкої суміші зоною, показаною на Фіг.17. того ж номера прикладу. Під час загвинчування шари 27, 28 мастильної Приклад 1 речовини вступають один з одним у контакт. - Спеціальний вуглеводневий розчинник: 20% У процесі загвинчування шари, що утримують- Мінеральне масло: 47% ся фосфатним шаром, перешкоджають безпосе- Нафтовий парафін: 15% редньому контакту між металевими поверхнями - Сірковмісний продукт: 5% ущільнювальних опорних поверхонь та їх закли- Багатоосновні сульфонати: 10% ненню, особливо коли поверхні 207, 208 мають - Металевий дитіофосфат: 3% незначний нахил і коли контакт між цими поверхВ'язкість за фракцією FORD №4: 20с нями аж до кінцевого зібраного положення здійсПриклад 2 нюється по великій довжині. - Спеціальний вуглеводневий розчинник: 23% Механізм дії мастильної речовини такий же, як - Мінеральне масло: 37% і на рівні поверхонь ниток. - Оксидований петролатумний віск: 22% У самому кінці загвинчування шари 29, 30 на - Сірковмісний продукт: 5% рівні упорних поверхонь 209, 210 вступають між - Багатоосновні сульфонати: 10% собою у контакт і перешкоджають заклиненню цих - Металевий дитіофосфат: 3% поверхонь, завдяки все тому ж механізму дії. В'язкість за фракцією FORD №4: 20с Фосфатний шар 40 виконує також функцію маПриклад 3 ксимального затримання плівки мастильної речо- Спеціальний вуглеводневий розчинник: 20% вини. Хоча це і не показано на фігурах, можна лег- Мінеральне масло: 37% ко припустити, що мастильний шар під позиціями - Петролатумний віск: 25% 27 і 29 (охоплювані опорна поверхня і упор) не - Сірковмісний продукт: 5% наноситься безпосередньо на механічно обробле- Багатоосновні сульфонати: 10% ну металеву поверхню, а покриває поверхні, обро- Металевий дитіофосфат: 3% блені шляхом фосфатування, як у варіанті, покаВ'язкість за фракцією FORD №4: 21с заному на Фіг.17. Приклад 4 Варіант даного винаходу, викладений з поси- Спеціальний вуглеводневий розчинник: 22% ланнями на Фіг.4-18, можна легко застосувати до - Мінеральне масло: 37% одноступінчатої або багатоступінчатої циліндрич- Клейка нафтова смола: 23% ної різі, як різь 303, 303', 304, 304' прямого нарізно- Сірковмісний продукт: 5% го з'єднання, показаного на Фіг.3, а також до упор- Багатоосновні сульфонати: 10% них і ущільнювальних опорних поверхонь, - Металевий дитіофосфат: 3% виконаних у цій точці. В'язкість за фракцією FORD №4: 18с У рамках даного винаходу можна реалізовуваПриклад 5 ти інші варіанти, не приведені у даній заявці, зок- Спеціальний вуглеводневий розчинник: 22% рема, варіант, коли фосфатний шар виконують на - Мінеральне масло: 37% поверхні ниток охоплюваного нарізного елемента, - Сульфонатований віск: 23% а не охоплюючого нарізного елемента (конфігура- Сірковмісний продукт: 5% ція, протилежна конфігурації, показаній на Фіг.1- Багатоосновні сульфонати: 10% 18). - Металевий дитіофосфат: 3% Даний винахід можна також застосовувати для В'язкість за фракцією FORD №4: 16с будь-якого нарізного елемента, охоплюваного або Приклад 6 охоплюючого, незалежно від конфігурації різі або - Спеціальний вуглеводневий розчинник: 22% нарізних частин, для будь-якої форми нитки, для - Мінеральне масло: 37% будь-якої ширини нитки, постійної або такої, що - Бітум: 23% змінюється, по довжині різі, для ниток, які взаємо- Сірковмісний продукт: 5% діють або не взаємодіють одна з одною, за наяв- Багатоосновні сульфонати: 10% ності або відсутності контакту або натягу на обох - Металевий дитіофосфат: 3% сторонах однієї і тієї ж нитки, незалежно від того, В'язкість за фракцією FORD № 4: 17с чи є нарізне з'єднання муфтовим або прямим. ВоПриклад 7 но може також застосовуватися незалежно від - Спеціальний вуглеводневий розчинник: 20% числа, форми і конфігурацій опорних і упорних - Мінеральне масло: 39% поверхонь. - Стеарат алюмінію: 23% Нижче приведені приклади необмежувального - Сірковмісний продукт: 5% характеру, які ілюструють спосіб нанесення мас- Багатоосновні сульфонати: 10% тильної речовини тонким шаром на поверхню ни- Металевий дитіофосфат: 3% 25 74590 26 В'язкість за фракцією FORD №4: 18с товщини по всій периферії різі 203, ущільнювальПриклад 8 ної частини 207 і упора 209. - Спеціальний вуглеводневий розчинник: 20% Товщина плівки рідкої суміші залежить від в'я- Мінеральне масло: 54% зкості суміші, яка, в свою чергу, залежить, зокре- Ліпофільний бентон: 8% ма, від вмісту оливи і леткого розчинника: підви- Сірковмісний продукт: 5% щений вміст оливи і леткого розчинника знижує - Багатоосновні сульфонати: 10% в'язкість суміші і, отже, зменшує товщину рідкої - Металевий дитіофосфат: 3% плівки. В'язкість за фракцією FORD №4: 17с Після цього розчинник повинен повністю випаПриклад 9 руватися, щоб одержати шар мастильної речовини - Спеціальний вуглеводневий розчинник: 20% однакової товщини. - Мінеральне масло: 52% Час сушіння рідкої суміші пов'язаний з трива- 50%-й поліалілметакрилат: 10% лістю випаровування розчинника, яка залежить від - Сірковмісний продукт: 5% природи розчинника (наприклад, тривалість випа- Багатоосновні сульфонати: 10% ровування для гептану менше, ніж для уайт- Металевий дитіофосфат: 3% спіриту) і від температури сушіння. В'язкість за фракцією FORD №4: 22с Охоплюючі нарізні 2 елементи, що покриваПриклад 10 ються, знаходяться всередині муфт 202. - Спеціальний вуглеводневий розчинник: 42% Заздалегідь муфти 202 піддають відомим спо- Оксидований петролатумний віск: 23% собом обробці марганцевого фосфатування, під - Поліізобутилен: 1% час якої різь 204, опорна поверхня 208 і упор 210 - Сірковмісний продукт: 5% кожного з двох охоплюючих нарізних елементів В'язкість за фракцією FORD №4: 20с покривається тонким конверсійним фосфатним Приклад 11 шаром товщиною приблизно 0,006мм. - Спеціальний вуглеводневий розчинник Після цього кожну муфту вміщують у фарбу(гептан): 40% вальну камеру, яка містить розпилювачі, що жив- Мінеральне масло: 7% ляться рідкою сумішшю і розміщені з можливістю - Оксидований петролатумний віск: 40% напилення дрібних крапель рідкої суміші на різь, - Сірковмісний продукт: 3% опорну поверхню і упор кожного охоплюючого - Багатоосновні сульфонати: 7% елемента. - Металевий дитіофосфат: 3% Товщина одержаної плівки рідкої суміші залеВ'язкість за фракцією FORD №4: 20с жить від в'язкості рідкої суміші, від тиску напиленУсі ці рідкі суміші є тонкими і стійкими дисперня, діаметра розпилювачів і часу напилення. сіями, тому вони є гомогенними і після видалення Після цього муфти витягують з фарбувальної розчинника дають у результаті гомогенну мастикамери і сушать шляхом циркуляції гарячого повільну речовину, описану вище у даній заявці. тря до повного випаровування розчинника. Дані рідкі суміші зручно готувати заздалегідь і Після цього у заводських умовах відомим спозберігати до використання у закритих ємностях. У собом кожну муфту нагвинчують одним з її двох випадку необхідності, досить гомогенізувати суміш охоплюючих нарізних елементів на охоплюваний перед використанням. нарізний елемент одного з кінців труби 101. Суміш потрібно наносити тонким шаром по суПісля цього відомим способом незагвинчений ті однакової товщини на охоплювані і охоплюючі другий охоплюючий нарізний елемент муфти 202 і нарізні елементи, показані на Фіг.2, і, зокрема, для незагвинчений другий охоплюваний нарізний елекожного елемента на їх різь 203, 204, на ущільнюмент труби 201 закривають захисним протектором, вальні опорні поверхні 207, 208 і на упори 209, щоб уникнути будь-якого забруднення даних нарі210. зних елементів абразивними частинками під час Оскільки органічні загусники, що використовутранспортування або зберігання і, як наслідок, ються для сумішей у прикладах 1-7 і 9-11, містять зниження ущільнювальних властивостей під час молекули з яскраво вираженою полярністю, це застосування у нафтовій свердловині. забезпечує хороше зчеплення рідкої суміші з субМастильна речовина, що має вологовідштовстратом, що покривається. хувальні та антикорозійні властивості, забезпечує Вміст розчинника у рідких сумішах складає захист нарізних елементів від корозії під час зберіприблизно 20% для прикладів 1-9 і приблизно 40% гання і транспортування. для прикладів 10 і 11. Він змінюється, зокрема, в Якщо все ж відбувається забруднення мастизалежності від консистенції сухого екстракту, одельної речовини, то її шар можна легко видалити, ржаного після випаровування розчинника, і від як будь-яке інше мастило, струменем води або природи розчинника (уайт-спірит, гептан...). нафтового розчинника, що подається під високим Охоплювані нарізні елементи 1, що знаходятьтиском, нанести нову плівку рідкої суміші, наприся на кінцях труб 201, після механічної обробки клад, за допомогою пензля і дозволити розчиннику вміщуються під душ, який використовується для випаруватися. фосфатування охоплюваних нарізних елементів. Додавання до мастильної речовини барвника У душ під слабким тиском (1-3 відносних бар) полегшує контроль за операціями видалення і відподається рідка суміш, якою зрошується зовнішня новлення шару мастильної речовини. поверхня нарізних елементів. Як варіант, можна наносити стандартне масВраховуючи низьку в'язкість рідкої суміші, тило типу АРІ на нарізний елемент, очищений або остання розподіляється у вигляді плівки однакової не очищений, або частково очищений від масти 27 74590 28 льної речовини. Дійсно, мастильна речовина повз'єднанням, показаним на попередній фігурі, та ністю сумісна з мастилом типу АРІ. оброблених таким же чином, криві А і В на Фіг.20 На Фіг.19 показані дві криві загвинчування, показують зміну моменту сил при зачепленні в одержані при випробуваннях нарізних з'єднань залежності від числа здійснених циклів загвинчування-відгвинчування (до 10 циклів), при цьому VAM ТОР відповідно до каталогу VAM №940, момент сил при зачепленні виражається відносвиданого заявником, розміром 5½" 17фунтів на ною величиною оптимального моменту загвинчуфут (зовнішній діаметр труб 139,7мм і товщина вання, а останній є середньою величиною між витруб 7,72мм), виконаних з термічно обробленої значеними мінімальним моментом загвинчування і низьколегованої сталі марки L80 (межа пружності максимальним моментом загвинчування. перевищує або дорівнює 551МПа). Як видно на Фіг.20, під час цих 10 циклів заНа Фіг.19 на осі ординат показаний момент загвинчування-відгвинчування момент сил при зачегвинчування Τ в залежності від числа обертів N пленні змінюється незначно, а стабільність момендля двох випробувань А і В, при цьому криві А і В ту сил при зачепленні поліпшена на нарізному злегка зміщені по осі X для полегшення читання. з'єднанні відповідно до даного винаходу (крива А) Крива А характеризує з'єднання відповідно до у порівнянні зі стабільністю цього моменту для даного винаходу: охоплюваний нарізний елемент з'єднання, покритого мастилом АРІ (крива В), нааналогічний елементу, показаному на Фіг.9 (травіть при оновленні покриття між циклами загвинчупецеїдальні нитки після механічної обробки покривання-відгвинчування: момент сил при зачепленні ті мастильною речовиною зі складом з прикладу TS змінюється від 69% оптимального моменту за2), а охоплюючий нарізний елемент аналогічний гвинчування на першому загвинчуванні до 58% на елементу на Фіг.10 (трапецеїдальні нитки пройшли десятому загвинчуванні у випадку кривої А, і від марганцеве фосфатування і покриті тією ж масти70% на першому загвинчуванні до 36% на шостольною речовиною зі складом з прикладу 2). му загвинчуванні у випадку кривої В. Це значить, Крива В характеризує контрольне з'єднання, що на нарізному з'єднанні відповідно до даного змащене стандартним мастилом API 5A2. винаходу після 10 циклів загвинчуванняНа обох кривих А і В після зачеплення між відгвинчування залишається досить мастильної охоплюваним і охоплюючим нарізними елементаречовини для досягнення стійких мастильних влами момент загвинчування рівномірно росте з врастивостей на рівні як ниток, так і ущільнювальних хуванням ковзання під контактним тиском відповіопорних поверхонь. дних сторін ниток. Момент загвинчування росте у Криві С і D на Фіг.20 показують відповідно для значній мірі, оскільки радіальний вплив одна на тих же нарізних з'єднань, що і на кривих А і В на одну охоплюваних і охоплюючих ниток, який є ретій же Фіг.20, зміну початкового моменту відгвинзультатом розмірних характеристик нарізного з'єдчування в залежності від числа операцій відгвиннання, залишається підвищеним. чування для 10 послідовних циклів загвинчуванняУ певний момент відмічається ріст крутості відгвинчування, при цьому дана зміна виражена кривої загвинчування, що свідчить про появу радівідносною величиною кінцевого моменту загвинального впливу одна на одну ущільнювальних чування. опорних поверхонь 207-208. Криві А і В на Фіг.19 Крива С на Фіг.20 (нарізне з'єднання відповідхарактеризують нарізні з'єднання з підвищеним но до даного винаходу) свідчить про те, що внавпливом одна на одну ущільнювальних опорних слідок відсутності заклинювання зберігається моповерхонь. жливість відгвинчування з'єднання. Починаючи з точки S, момент загвинчування У випадку кривої С на фіг.20 початковий мозбільшується майже вертикально і свідчить про мент відгвинчування змінюється у межах від 97% зіткнення упорів 209/210. до 107% кінцевого моменту загвинчування, що Точка F позначає кінцевий момент загвинчусвідчить про стійкість властивостей. вання, що знаходиться між мінімальним моментом У випадку кривої D на Фіг.20 (мастило АРІ) позагвинчування (Tmin) і максимальним моментом чатковий момент відгвинчування змінюється від загвинчування (Тmах), визначених для даного типу 84% до 101% кінцевого моменту загвинчування, нарізного з'єднання. тобто зміна трохи більша, ніж у випадку кривої С. Крива А, одержана для нарізного з'єднання віЗовнішній огляд ниток і ущільнювальних опордповідно до даного винаходу, дуже схожа на криву них поверхонь після цих 10 циклів загвинчуванняВ, одержану для нарізного з'єднання, покритого відгвинчування свідчить про їх відмінний стан і мастилом АРІ, з точки зору як її крутості, так і моповну відсутність слідів заклинювання. менту сил при зачепленні TS і кінцевого моменту У наведеній нижче таблиці порівнюється число TF. Це доводить, що коефіцієнт тертя мастильної циклів загвинчування-відгвинчування, здійснених речовини відповідно до даного винаходу близький до появи заклинювання, при максимумі у 10 циклів до коефіцієнта тертя стандартного мастила АРІ. на тому ж типі нарізних з'єднань VAM ТОР Для обох кривих А і В момент сил TS при зачепленні дорівнює приблизно 70% оптимального 5½" 17фунтів на фут марки L80, що і для випромоменту загвинчування, визначеного для даного бувань, показаних на Фіг.19 і 20, але при цьому типу нарізного з'єднання, внаслідок спеціального нарізні елементи були вибрані, щоб показати слапідбору пар нарізних елементів, що випробовубкий вплив один на одного нарізних елементів і ються (підвищений вплив одна на одну як різі, так і сильний вплив одна на одну опорних поверхонь. ущільнювальних опорних поверхонь). Для нарізних з'єднань VAM ТОР , подібних 29 74590 Число циклів до заклинювання Нарізне з'єднання з мастилом API 5A2 (контрольне) Нарізне з'єднання з сухим лаком на MоS2 Нарізне з'єднання відповідно до даного винаходу з мастильною речовиною за прикладом №2 10 6 10 30 Результати підтверджують, що при нанесенні відомого з попереднього рівня техніки сухого лаку на MoS2 швидко відбувається небажане заклинювання, тоді як застосування описаної вище мастильної речовини дає задовільні результати, порівнянні, з точки зору запобігання заклиненню, з результатами, одержаними на з'єднаннях, покритих мастилом АРІ. 31 74590 32 33 74590 34 35 Комп’ютерна верстка О. Гапоненко 74590 Підписне 36 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюThreaded component for seizure-resistant tubular threaded joint
Назва патенту російськоюНарезной элемент для трубного нарезного незаклиниваемого соединения
МПК / Мітки
МПК: F16B 33/00, C10M 169/00
Мітки: незаклинюваного, нарізний, нарізного, елемент, трубного, з'єднання
Код посилання
<a href="https://ua.patents.su/18-74590-nariznijj-element-dlya-trubnogo-nariznogo-nezaklinyuvanogo-zehdnannya.html" target="_blank" rel="follow" title="База патентів України">Нарізний елемент для трубного нарізного незаклинюваного з’єднання</a>
Трубний нарізний елемент і трубне нарізне з’єднання, виконане на основі нарізного елемента
Номер патенту: 71067
Опубліковано: 15.11.2004
Автор: Верділлон Ліонель
МПК: F16L 15/00
Мітки: нарізний, виконане, нарізне, елемент, елемента, нарізного, основі, трубний, з'єднання, трубне
Формула / Реферат:
1. Трубний нарізний елемент, охоплюваний або охоплюючий, призначений для трубного нарізного з'єднання, який виконаний на кінці труби і який містить зовнішню охоплювану різь або внутрішню охоплюючу різь в залежності від того, є даний нарізний елемент охоплюваним або охоплюючим, профіль витків якої на вигляді у подовжньому перерізі по площині, що проходить через вісь даного нарізного елемента, містить вершину профілю, донну частину западини...
Трубний нарізний елемент і трубне нарізне з`єднання
Номер патенту: 73983
Опубліковано: 17.10.2005
Автор: Верділлон Ліонель
МПК: F16L 15/00, E21B 17/042
Мітки: трубне, з'єднання, трубний, нарізний, нарізне, елемент
Формула / Реферат:
1. Трубний нарізний елемент, обхоплюваний або обхоплюючий (2, 51, 62), який має протиутомний профіль різі трубного нарізного з'єднання (100, 200), який виконаний на кінці труби (101, 102, 202) і містить обхоплювану різь (3) на своїй зовнішній периферійній поверхні або обхоплюючу різь (4) на своїй внутрішній периферійній поверхні, так що даний нарізний елемент є обхоплюваним або обхоплюючим, причому цей трубний нарізний елемент містить виріз,...
Ущільнювальна шайба для нарізного з’єднання
Номер патенту: 5838
Опубліковано: 15.03.2005
Автори: Купрієвич Анатолій Борисович, Коссе Володимир Кондратович
МПК: F16B 43/00
Мітки: ущільнювальна, шайба, з'єднання, нарізного
Формула / Реферат:
1. Ущільнювальна шайба для нарізного з'єднання, виконана із еластичного матеріалу, яка відрізняється тим, що її виконано із полімерного матеріалу, і на внутрішній циліндричній поверхні її центрального отвору виконані поперечні клиноподібні виступи.2. Ущільнювальна шайба за п. 1, яка відрізняється тим, що клиноподібні виступи рівномірно розподілені по колу.3. Ущільнювальна шайба за пп. 1 або 2, яка відрізняється тим, що...
Нарізний механізм
Номер патенту: 43105
Опубліковано: 15.11.2001
Автори: Гевко Іван Богданович, Гудь Віктор Зеновійович, Пилипець Михайло Ількович, Гевко Богдан Матвійович
МПК: F16B 33/00
Формула / Реферат:
Нарізний механізм, що виконаний у вигляді пари гвинт-гайка, на зовнішньому діаметрі гвинта нарізана різь, на яку нагвинчена гайка, який відрізняється тим, що гайка виконана у вигляді циліндричного пустотілого корпусу, лівий торець якого має отвір більший внутрішнього діаметра різі, внутрішній торець корпусу в контакті з тарілчастими пружинами, які, в свою чергу, з другого боку в контакті зі спіральною штабою, внутрішній діаметр якої має...
Система нарізного з’єднання для металевих труб і спосіб виконання нарізного з’єднання

Номер патенту: 27544
Опубліковано: 15.09.2000
Автори: Ноель Т'єррі, Тсуджимура Такуя
МПК: F16L 15/00
Мітки: металевих, нарізного, виконання, спосіб, з'єднання, труб, система
Текст:
...варианте реализации образующие эти х конических поверхностей составляют с продольной осью данного стыка угол, величина которого может изменяться в пределах от 5 до 25°, причем в предпочтительном варианте эти образующие являются параллельными друг другу в их средней зоне. Однако, на своих концах упомянутые конические поверхности могут содержать искривления, предназначенные для соединения с прилегающими к ним поверхностями...
Попередній патент: Спосіб вимірювання величини витрати на основі спектральних характеристик шуму вимірюваного середовища
Наступний патент: Підшипниковий вузол усенко в.в.
Випадковий патент: Ручна сіялка басуна