Спосіб діфузійної обробки металевих виробів і прокату
Номер патенту: 10327
Опубліковано: 25.12.1996
Автори: Вєнцев Сергій Дмитрович, Михайлін Вадим Миколайович, Лазарєв Генадій Борисович, Паршин Володимир Федорович
Формула / Реферат
Способ диффузионной обработки металлический изделий и проката во вращающейся реакционной камере, включающий операции химической и механической очистки поверхности перед нанесением металлопокрытий, прокалки глинозема, сушки активатора и металлизатора, загрузки и смешивания компонентов диффузионной смеси, нанесения диффузионного покрытия, охлаждения и разгрузки реакционной камеры, отличающийся тем, что операции химической и механической очистки поверхности, сушки активатора и металлизатора, загрузки и смешивания компонентов диффузионной смеси совмещают с операцией нанесения диффузионного покрытия.
Текст
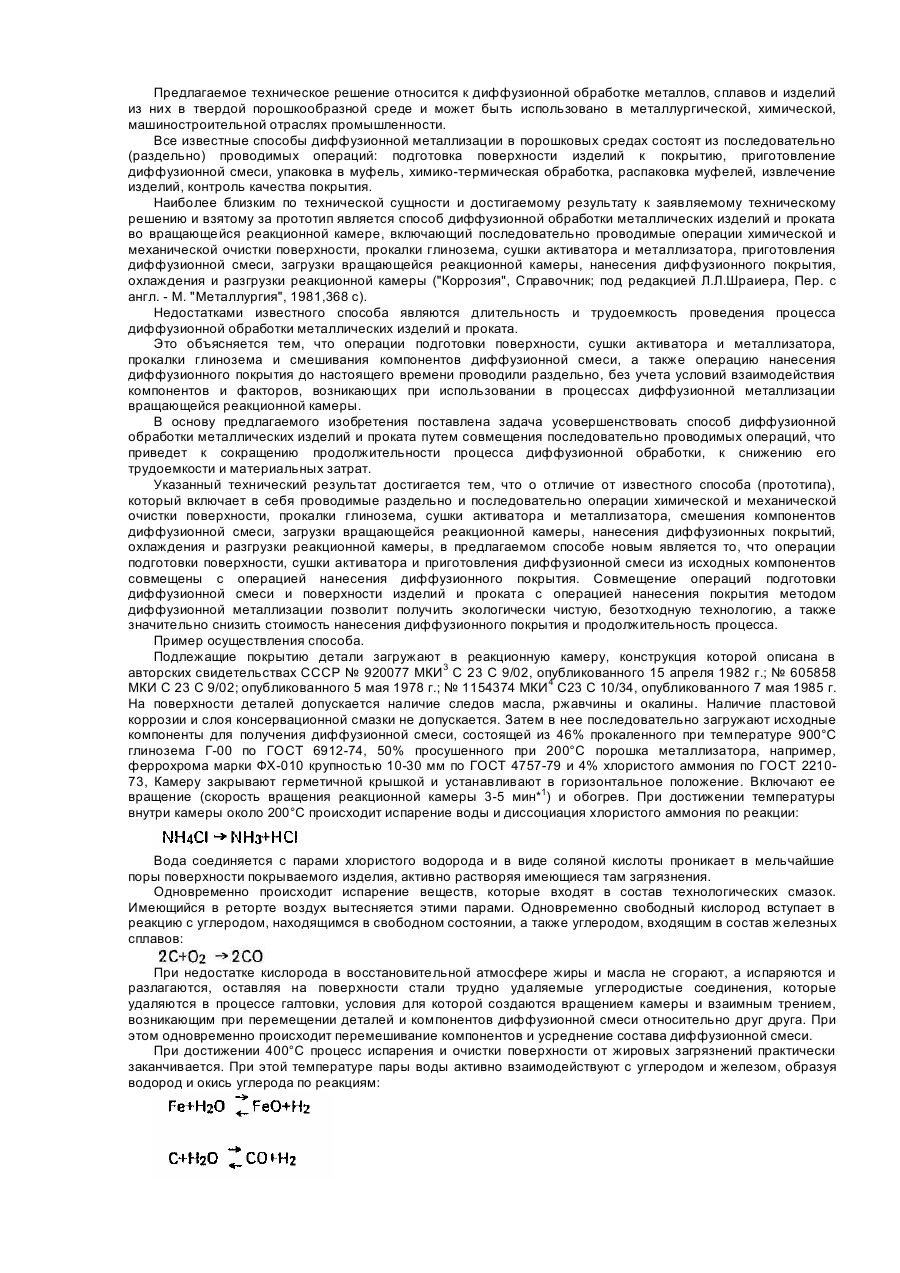
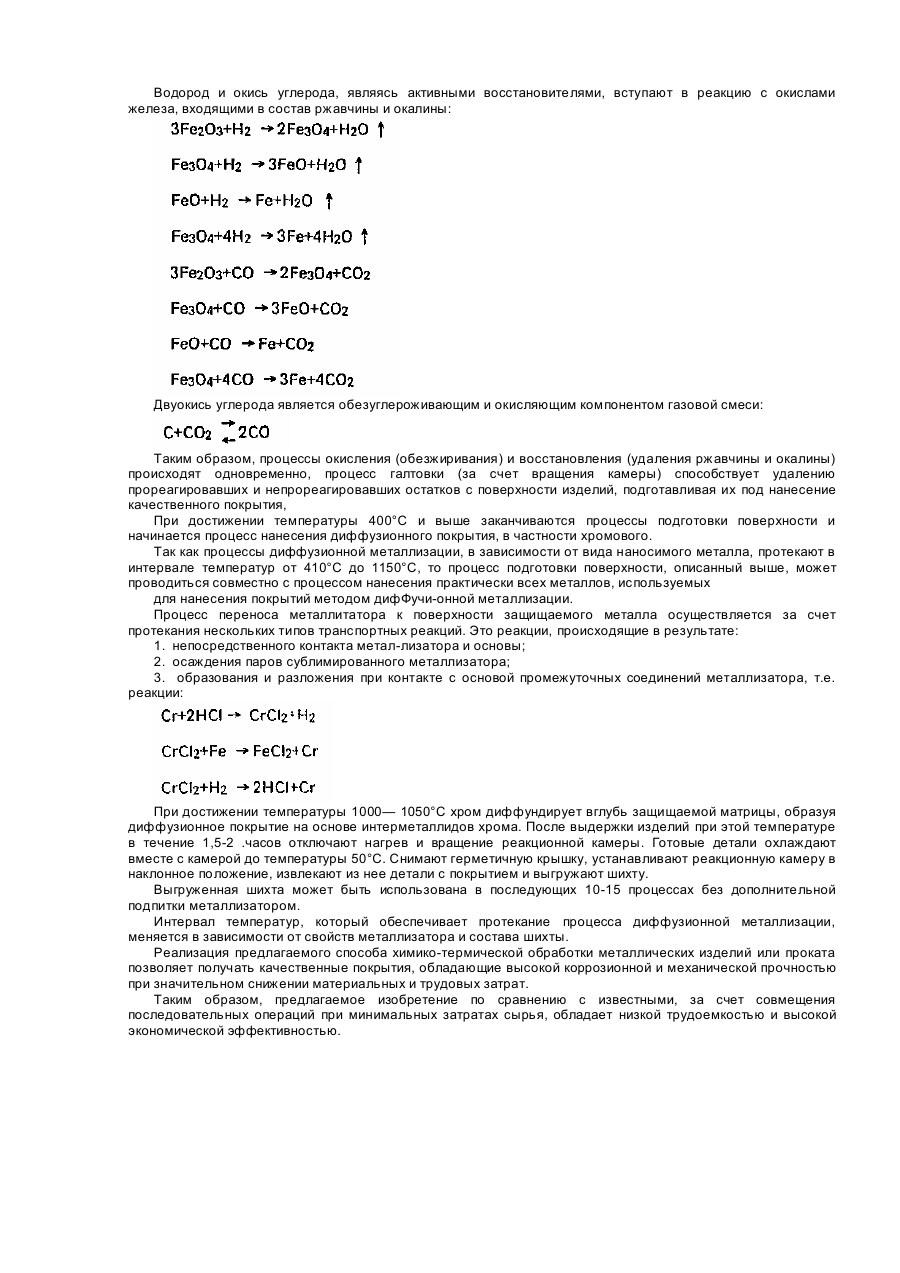
Предлагаемое техническое решение относится к диффузионной обработке металлов, сплавов и изделий из них в твердой порошкообразной среде и может быть использовано в металлургической, химической, машиностроительной отраслях промышленности. Все известные способы диффузионной металлизации в порошковых средах состоят из последовательно (раздельно) проводимых операций: подготовка поверхности изделий к покрытию, приготовление диффузионной смеси, упаковка в муфель, химико-термическая обработка, распаковка муфелей, извлечение изделий, контроль качества покрытия. Наиболее близким по технической сущности и достигаемому результату к заявляемому техническому решению и взятому за прототип является способ диффузионной обработки металлических изделий и проката во вращающейся реакционной камере, включающий последовательно проводимые операции химической и механической очистки поверхности, прокалки глинозема, сушки активатора и металлизатора, приготовления диффузионной смеси, загрузки вращающейся реакционной камеры, нанесения диффузионного покрытия, охлаждения и разгрузки реакционной камеры ("Коррозия", Справочник; под редакцией Л.Л.Шраиера, Пер. с англ. - Μ. "Металлургия", 1981,368 с). Недостатками известного способа являются длительность и трудоемкость проведения процесса диффузионной обработки металлических изделий и проката. Это объясняется тем, что операции подготовки поверхности, сушки активатора и металлизатора, прокалки глинозема и смешивания компонентов диффузионной смеси, а также операцию нанесения диффузионного покрытия до настоящего времени проводили раздельно, без учета условий взаимодействия компонентов и факторов, возникающих при использовании в процессах диффузионной металлизации вращающейся реакционной камеры. В основу предлагаемого изобретения поставлена задача усовершенствовать способ диффузионной обработки металлических изделий и проката путем совмещения последовательно проводимых операций, что приведет к сокращению продолжительности процесса диффузионной обработки, к снижению его трудоемкости и материальных затрат. Указанный технический результат достигается тем, что о отличие от известного способа (прототипа), который включает в себя проводимые раздельно и последовательно операции химической и механической очистки поверхности, прокалки глинозема, сушки активатора и металлизатора, смешения компонентов диффузионной смеси, загрузки вращающейся реакционной камеры, нанесения диффузионных покрытий, охлаждения и разгрузки реакционной камеры, в предлагаемом способе новым является то, что операции подготовки поверхности, сушки активатора и приготовления диффузионной смеси из исходных компонентов совмещены с операцией нанесения диффузионного покрытия. Совмещение операций подготовки диффузионной смеси и поверхности изделий и проката с операцией нанесения покрытия методом диффузионной металлизации позволит получить экологически чистую, безотходную технологию, а также значительно снизить стоимость нанесения диффузионного покрытия и продолжительность процесса. Пример осуществления способа. Подлежащие покрытию детали загружают в реакционную камеру, конструкция которой описана в авторских свидетельствах СССР № 920077 МКИ3 С 23 С 9/02, опубликованного 15 апреля 1982 г.; № 605858 МКИ С 23 С 9/02; опубликованного 5 мая 1978 г.; № 1154374 МКИ4 С23 С 10/34, опубликованного 7 мая 1985 г. На поверхности деталей допускается наличие следов масла, ржавчины и окалины. Наличие пластовой коррозии и слоя консервационной смазки не допускается. Затем в нее последовательно загружают исходные компоненты для получения диффузионной смеси, состоящей из 46% прокаленного при температуре 900°С глинозема Г-00 по ГОСТ 6912-74, 50% просушенного при 200°С порошка металлизатора, например, феррохрома марки ФХ-010 крупностью 10-30 мм по ГОСТ 4757-79 и 4% хлористого аммония по ГОСТ 221073, Камеру закрывают герметичной крышкой и устанавливают в горизонтальное положение. Включают ее вращение (скорость вращения реакционной камеры 3-5 мин*1) и обогрев. При достижении температуры внутри камеры около 200°С происходит испарение воды и диссоциация хлористого аммония по реакции: Вода соединяется с парами хлористого водорода и в виде соляной кислоты проникает в мельчайшие поры поверхности покрываемого изделия, активно растворяя имеющиеся там загрязнения. Одновременно происходит испарение веществ, которые входят в состав технологических смазок. Имеющийся в реторте воздух вытесняется этими парами. Одновременно свободный кислород вступает в реакцию с углеродом, находящимся в свободном состоянии, а также углеродом, входящим в состав железных сплавов: При недостатке кислорода в восстановительной атмосфере жиры и масла не сгорают, а испаряются и разлагаются, оставляя на поверхности стали трудно удаляемые углеродистые соединения, которые удаляются в процессе галтовки, условия для которой создаются вращением камеры и взаимным трением, возникающим при перемещении деталей и компонентов диффузионной смеси относительно друг друга. При этом одновременно происходит перемешивание компонентов и усреднение состава диффузионной смеси. При достижении 400°С процесс испарения и очистки поверхности от жировых загрязнений практически заканчивается. При этой температуре пары воды активно взаимодействуют с углеродом и железом, образуя водород и окись углерода по реакциям: Водород и окись углерода, являясь активными восстановителями, вступают в реакцию с окислами железа, входящими в состав ржавчины и окалины: Двуокись углерода является обезуглероживающим и окисляющим компонентом газовой смеси: Таким образом, процессы окисления (обезжиривания) и восстановления (удаления ржавчины и окалины) происходят одновременно, процесс галтовки (за счет вращения камеры) способствует удалению прореагировавших и непрореагировавших остатков с поверхности изделий, подготавливая их под нанесение качественного покрытия, При достижении температуры 400°С и выше заканчиваются процессы подготовки поверхности и начинается процесс нанесения диффузионного покрытия, в частности хромового. Так как процессы диффузионной металлизации, в зависимости от вида наносимого металла, протекают в интервале температур от 410°С до 1150°С, то процесс подготовки поверхности, описанный выше, может проводиться совместно с процессом нанесения практически всех металлов, используемых для нанесения покрытий методом дифФучи-онной металлизации. Процесс переноса металлитатора к поверхности защищаемого металла осуществляется за счет протекания нескольких типов транспортных реакций. Это реакции, происходящие в результате: 1. непосредственного контакта метал-лизатора и основы; 2. осаждения паров сублимированного металлизатора; 3. образования и разложения при контакте с основой промежуточных соединений металлизатора, т.е. реакции: При достижении температуры 1000— 1050°С хром диффундирует вглубь защищаемой матрицы, образуя диффузионное покрытие на основе интерметаллидов хрома. После выдержки изделий при этой температуре в течение 1,5-2 .часов отключают нагрев и вращение реакционной камеры. Готовые детали охлаждают вместе с камерой до температуры 50°С. Снимают герметичную крышку, устанавливают реакционную камеру в наклонное положение, извлекают из нее детали с покрытием и выгружают шихту. Выгруженная шихта может быть использована в последующих 10-15 процессах без дополнительной подпитки металлизатором. Интервал температур, который обеспечивает протекание процесса диффузионной металлизации, меняется в зависимости от свойств металлизатора и состава шихты. Реализация предлагаемого способа химико-термической обработки металлических изделий или проката позволяет получать качественные покрытия, обладающие высокой коррозионной и механической прочностью при значительном снижении материальных и трудовых затрат. Таким образом, предлагаемое изобретение по сравнению с известными, за счет совмещения последовательных операций при минимальных затратах сырья, обладает низкой трудоемкостью и высокой экономической эффективностью.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for diffusion treatment of metal products and rolled metal
Автори англійськоюLazariev Hennadii Borysovych, Mykhailin Vadym Mykolaiovych, Parshyn Volodymyr Fedorovych, Vientsev Serhii Dmytrovych
Назва патенту російськоюСпособ диффузионной обработки металлический изделий и проката
Автори російськоюЛазарев Геннадий Борисович, Михайлин Вадим Николаевич, Паршин Владимир Федорович, Венцев Сергей Дмитриевич
МПК / Мітки
МПК: C23C 10/02, C23C 10/34
Мітки: дифузійної, виробів, металевих, прокату, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/2-10327-sposib-difuzijjno-obrobki-metalevikh-virobiv-i-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб діфузійної обробки металевих виробів і прокату</a>
Спосіб обробки стального прокату

Номер патенту: 4887
Опубліковано: 28.12.1994
Автор: Макс Айхер
МПК: C23F 15/00, B21B 45/02
Мітки: стального, прокату, обробки, спосіб
Формула / Реферат:
1. Способ обработки стального проката, преимущественно арматурной стали, проволоки, включающий удаление окалины с проката, поступающего с прокатного нагрева после деформации, нанесение покрытия из цветного металла, предпочтительно цинка, отличающийся тем, что, с целью повышения коррозионной стойкости, непосредственно после удаления окалины осущeствляют непрерывное охлаждение поверхности проката до температур нанесения покрытия ниже 6000С,...
Спосіб хіміко-термічної обробки металевих виробів
Номер патенту: 5105
Опубліковано: 28.12.1994
Автори: Ворона Сергій Петрович, Фальченко Віталій Митрофанович, Тишкевич Віктор Михайлович, Поліщук Дмитро Федорович, Мазанко Володимир Федорович
МПК: C23C 8/06
Мітки: виробів, металевих, хіміко-термічної, спосіб, обробки
Формула / Реферат:
Способ химико-термической обработки металлических изделий, включающий нагрев до температуры насыщения с использованием насыщающей газообразной среды под импульсным давлением, отличающийся тем, что, с целью интенсификации процесса, нагрев и выдержку проводят в насыщающей среде при ее импульсном сжатии в процессе выдержки до давления 1·103-1,5-103 ''Па с»ери«д« >5-10>иa.
Спосіб обробки металевих виробів
Номер патенту: 4943
Опубліковано: 28.12.1994
Автор: Фоминський Леонід Павлович
МПК: C21D 1/09
Мітки: виробів, спосіб, металевих, обробки
Формула / Реферат:
Способ обработки металлических изделий, включающий нагрев рабочей поверхности изделия, движущейся с заданной скоростью, электронным пучком, сканируемым в плоскости под заданным углом к направлению движения рабочей поверхности изделия и с фиксированной частотой сканирования, при периодическом изменении во времени угла отклонения пучка по пилообразному закону с нулевой длительностью заднего фронта цикла и с заданной амплитудой сканирования,...
Спосіб одержання покриттів на поверхні металевих виробів
Номер патенту: 8311
Опубліковано: 29.03.1996
Автор: Юхімчук Станіслав Олексійович
МПК: C23C 18/31, C23C 10/28
Мітки: металевих, одержання, поверхні, спосіб, виробів, покриттів
Формула / Реферат:
Способ получения покрытий на поверхности металлических изделий, включающий формирование на поверхности изделия слоя материала покрытия и последующий термодиффузионный отжиг изделий в защитной атмосфере, отличающийся тем, что термодиффузионный отжиг осуществляют при одновременном воздействии на поверхность изделия плазмой объемного несамостоятельного разряда, при этом разряд возбуждают так, что на обрабатываемое изделие подают...
Пристрій для термічної обробки та гідротранспортування прокату
Номер патенту: 3378
Опубліковано: 27.12.1994
Автори: Костюченко Михайло Іванович, Пелих Людмила Тимофіївна, Гермашев Анатолій Федорович, Худик Валер'ян Тарасович, Гунькін Ігор Олександрович, Черненко Валерій Тарасович, Приходько Євгенія Валер'янівна, Костирко Сергій Андрійович, Кузьменко Анатолій Григорович
МПК: C21D 1/02
Мітки: обробки, гідротранспортування, прокату, термічної, пристрій
Формула / Реферат:
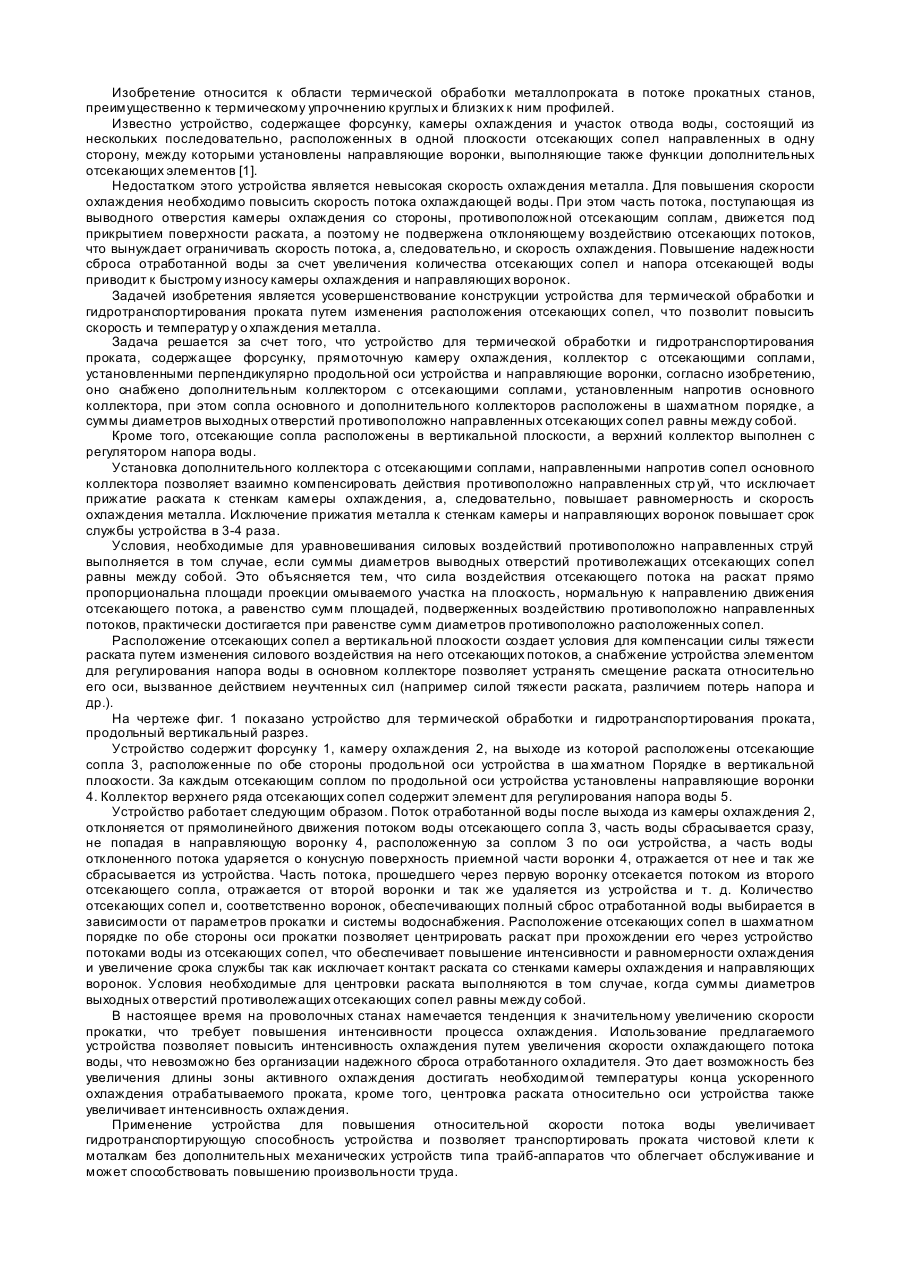
1. Устройство для термической обработки и гидротранспортирования проката, содержащее форсунку, прямоточную камеру охлаждения, коллектор с отсекающими соплами, установленными перпендикулярно продольной оси устройства, и направляющие воронки, отличающееся тем, что оно снабжено дополнительным коллектором с отсекающими соплами, установленным напротив основного коллектора, при этом сопла основного и дополнительного коллекторов расположены в...
Попередній патент: Прохідницький комбайн
Наступний патент: Спосіб отримання атрактивного засобу для боротьби з колорадським жуком
Випадковий патент: Жиронепроникний папір