Спосіб чотиридугової зварки
Номер патенту: 10627
Опубліковано: 25.12.1996
Автори: Щеголь Володимир Володимирович, Файнберг Леонід Йосипович, Рибаков Анатолій Олександрович, Зацерковний Вадим Володимирович
Формула / Реферат
Способ четырехдуговой сварки, отличающийся тем, что первую, вторую и четвертую по ходу сварки дуги питают переменными токами, сдвинутыми по фазе друг относительно друга на 120°, а третью дугу - постоянным током.
Текст
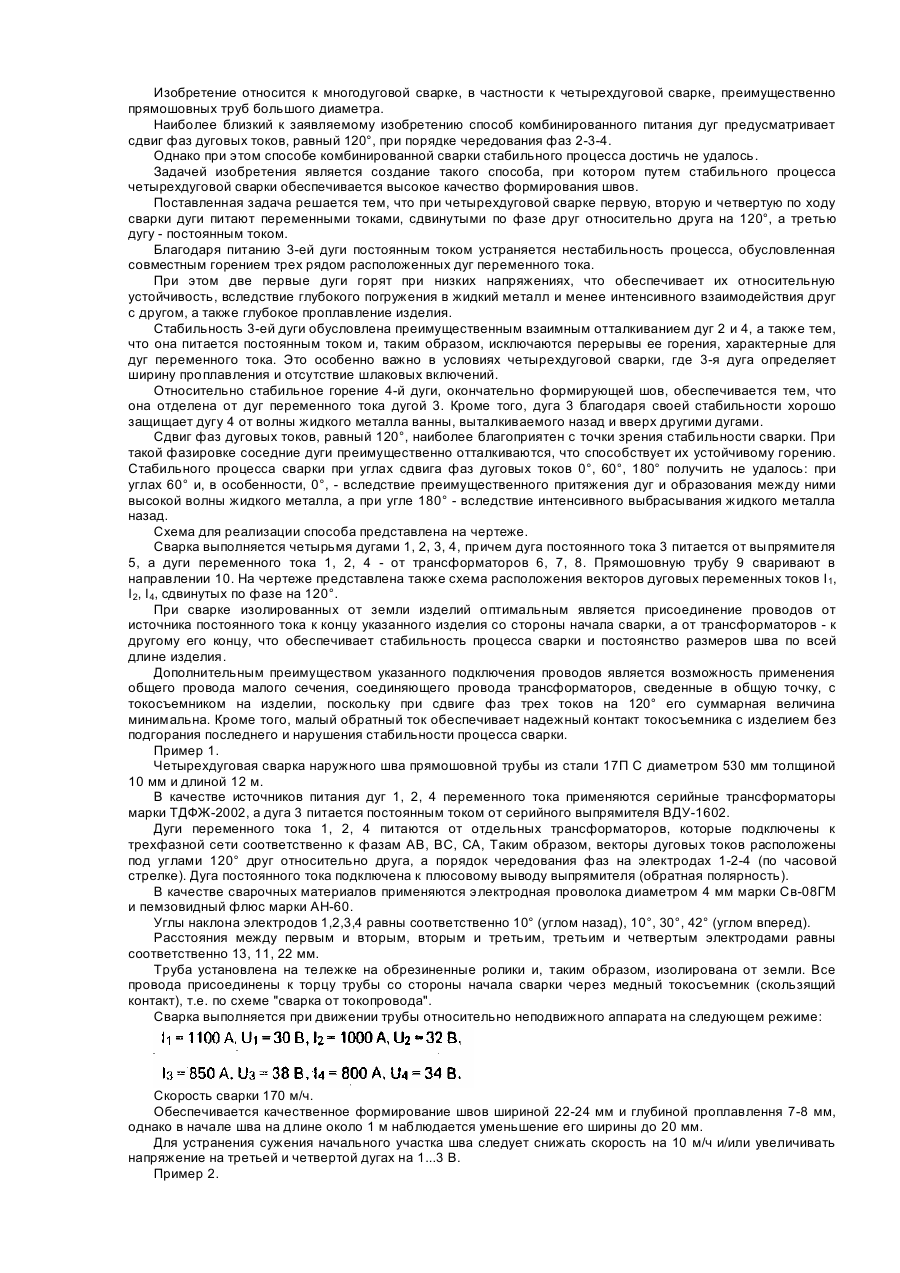
Изобретение относится к многодуговой сварке, в частности к четырехдуговой сварке, преимущественно прямошовных труб большого диаметра. Наиболее близкий к заявляемому изобретению способ комбинированного питания дуг предусматривает сдвиг фаз дуговых токов, равный 120°, при порядке чередования фаз 2-3-4. Однако при этом способе комбинированной сварки стабильного процесса достичь не удалось. Задачей изобретения является создание такого способа, при котором путем стабильного процесса четырехдуговой сварки обеспечивается высокое качество формирования швов. Поставленная задача решается тем, что при четырехдуговой сварке первую, вторую и четвертую по ходу сварки дуги питают переменными токами, сдвинутыми по фазе друг относительно друга на 120°, а третью дугу - постоянным током. Благодаря питанию 3-ей дуги постоянным током устраняется нестабильность процесса, обусловленная совместным горением трех рядом расположенных дуг переменного тока. При этом две первые дуги горят при низких напряжениях, что обеспечивает их относительную устойчивость, вследствие глубокого погружения в жидкий металл и менее интенсивного взаимодействия друг с другом, а также глубокое проплавление изделия. Стабильность 3-ей дуги обусловлена преимущественным взаимным отталкиванием дуг 2 и 4, а также тем, что она питается постоянным током и, таким образом, исключаются перерывы ее горения, характерные для дуг переменного тока. Это особенно важно в условиях четырехдуговой сварки, где 3-я дуга определяет ширину проплавления и отсутствие шлаковых включений. Относительно стабильное горение 4-й дуги, окончательно формирующей шов, обеспечивается тем, что она отделена от дуг переменного тока дугой 3. Кроме того, дуга 3 благодаря своей стабильности хорошо защищает дугу 4 от волны жидкого металла ванны, выталкиваемого назад и вверх другими дугами. Сдвиг фаз дуговых токов, равный 120°, наиболее благоприятен с точки зрения стабильности сварки. При такой фазировке соседние дуги преимущественно отталкиваются, что способствует их устойчивому горению. Стабильного процесса сварки при углах сдвига фаз дуговых токов 0°, 60°, 180° получить не удалось: при углах 60° и, в особенности, 0°, - вследствие преимущественного притяжения дуг и образования между ними высокой волны жидкого металла, а при угле 180° - вследствие интенсивного выбрасывания жидкого металла назад. Схема для реализации способа представлена на чертеже. Сварка выполняется четырьмя дугами 1, 2, 3, 4, причем дуга постоянного тока 3 питается от выпрямителя 5, а дуги переменного тока 1, 2, 4 - от трансформаторов 6, 7, 8. Прямошовную трубу 9 сваривают в направлении 10. На чертеже представлена также схема расположения векторов дуговых переменных токов I 1, І 2, І 4, сдвинутых по фазе на 120°. При сварке изолированных от земли изделий оптимальным является присоединение проводов от источника постоянного тока к концу указанного изделия со стороны начала сварки, а от трансформаторов - к другому его концу, что обеспечивает стабильность процесса сварки и постоянство размеров шва по всей длине изделия. Дополнительным преимуществом указанного подключения проводов является возможность применения общего провода малого сечения, соединяющего провода трансформаторов, сведенные в общую точку, с токосъемником на изделии, поскольку при сдвиге фаз трех токов на 120° его суммарная величина минимальна. Кроме того, малый обратный ток обеспечивает надежный контакт токосъемника с изделием без подгорания последнего и нарушения стабильности процесса сварки. Пример 1. Четырехдуговая сварка наружного шва прямошовной трубы из стали 17П С диаметром 530 мм толщиной 10 мм и длиной 12 м. В качестве источников питания дуг 1, 2, 4 переменного тока применяются серийные трансформаторы марки ТДФЖ-2002, а дуга 3 питается постоянным током от серийного выпрямителя ВДУ-1602. Дуги переменного тока 1, 2, 4 питаются от отдельных трансформаторов, которые подключены к трехфазной сети соответственно к фазам АВ, ВС, СА, Таким образом, векторы дуговых токов расположены под углами 120° друг относительно друга, а порядок чередования фаз на электродах 1-2-4 (по часовой стрелке). Дуга постоянного тока подключена к плюсовому выводу выпрямителя (обратная полярность). В качестве сварочных материалов применяются электродная проволока диаметром 4 мм марки Св-08ГМ и пемзовидный флюс марки АН-60. Углы наклона электродов 1,2,3,4 равны соответственно 10° (углом назад), 10°, 30°, 42° (углом вперед). Расстояния между первым и вторым, вторым и третьим, третьим и четвертым электродами равны соответственно 13, 11, 22 мм. Труба установлена на тележке на обрезиненные ролики и, таким образом, изолирована от земли. Все провода присоединены к торцу трубы со стороны начала сварки через медный токосъемник (скользящий контакт), т.е. по схеме "сварка от токопровода". Сварка выполняется при движении трубы относительно неподвижного аппарата на следующем режиме: Скорость сварки 170 м/ч. Обеспечивается качественное формирование швов шириной 22-24 мм и глубиной проплавлення 7-8 мм, однако в начале шва на длине около 1 м наблюдается уменьшение его ширины до 20 мм. Для устранения сужения начального участка шва следует снижать скорость на 10 м/ч и/или увеличивать напряжение на третьей и четвертой дугах на 1...3 В. Пример 2. То же, что и пример 1, но провода дуги 3 присоединены к торцу трубы со стороны начала сварки, а дуг 1, 2, 4 - к ее противоположному торцу. В результате устраняется сужение начального участка шва и повышается стабильность процесса сварки, поэтому в корректировке режима сварки на указанном участке нет необходимости.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of four-arched welding
Автори англійськоюSchehol Volodymyr Volodymyrovych, Fainberh Leonid Yosypovych, Zatserkovnyi Vadym Volodymyrovych, Rybakov Anatolii Oleksandrovych
Назва патенту російськоюСпособ четырехдуговой сварки
Автори російськоюЩеголь Владимир Владимирович, Файнберг Леонид Иосифович, Зацерковный Вадим Владимирович, Рыбаков Анатолий Александрович
МПК / Мітки
МПК: B23K 9/18
Мітки: спосіб, зварки, чотиридугової
Код посилання
<a href="https://ua.patents.su/2-10627-sposib-chotiridugovo-zvarki.html" target="_blank" rel="follow" title="База патентів України">Спосіб чотиридугової зварки</a>
Спосіб дугового зварювання алюмінієвих сплавів
Номер патенту: 4526
Опубліковано: 28.12.1994
Автор: Кручинін Ілля Інокентійович
МПК: B23K 9/16
Мітки: дугового, алюмінієвих, сплавів, зварювання, спосіб
Формула / Реферат:
Способ дуговой сварки алюминиевых сплавов модулированным током, отличающийся тем, что, с целью повышения стабильности процесса при сварке плавящимся электродом, модулированный ток получают путем наложения на постоянный ток переменного тока, равного 0,3-0,5 величины постоянного тока.
Спосіб керування мостовим інвертором
Номер патенту: 3181
Опубліковано: 26.12.1994
Автор: Лукашенко Андрій Германович
Мітки: мостовим, інвертором, спосіб, керування
Формула / Реферат:
Способ управления мостовым инвертором, заключающийся в том, что вырабатывают сигналы управления ключами моста в зависимости от фиксированных уровней тока нагрузки, причем ключи первой диагонали моста включают, когда мгновенное значение тока нагрузки находится в интервале между нулевым уровнем, соответствующим нулевому току нагрузки, и переменным верхним уровнем, фиксированным в положительную сторону относительно заданного значения тока...
Пристрій для контактної стикової зварки рельсів
Номер патенту: 7029
Опубліковано: 31.03.1995
Автор: Ханс-Рудольф Цоллінгер
МПК: B23K 11/04
Мітки: стикової, зварки, пристрій, рельсів, контактної
Формула / Реферат:
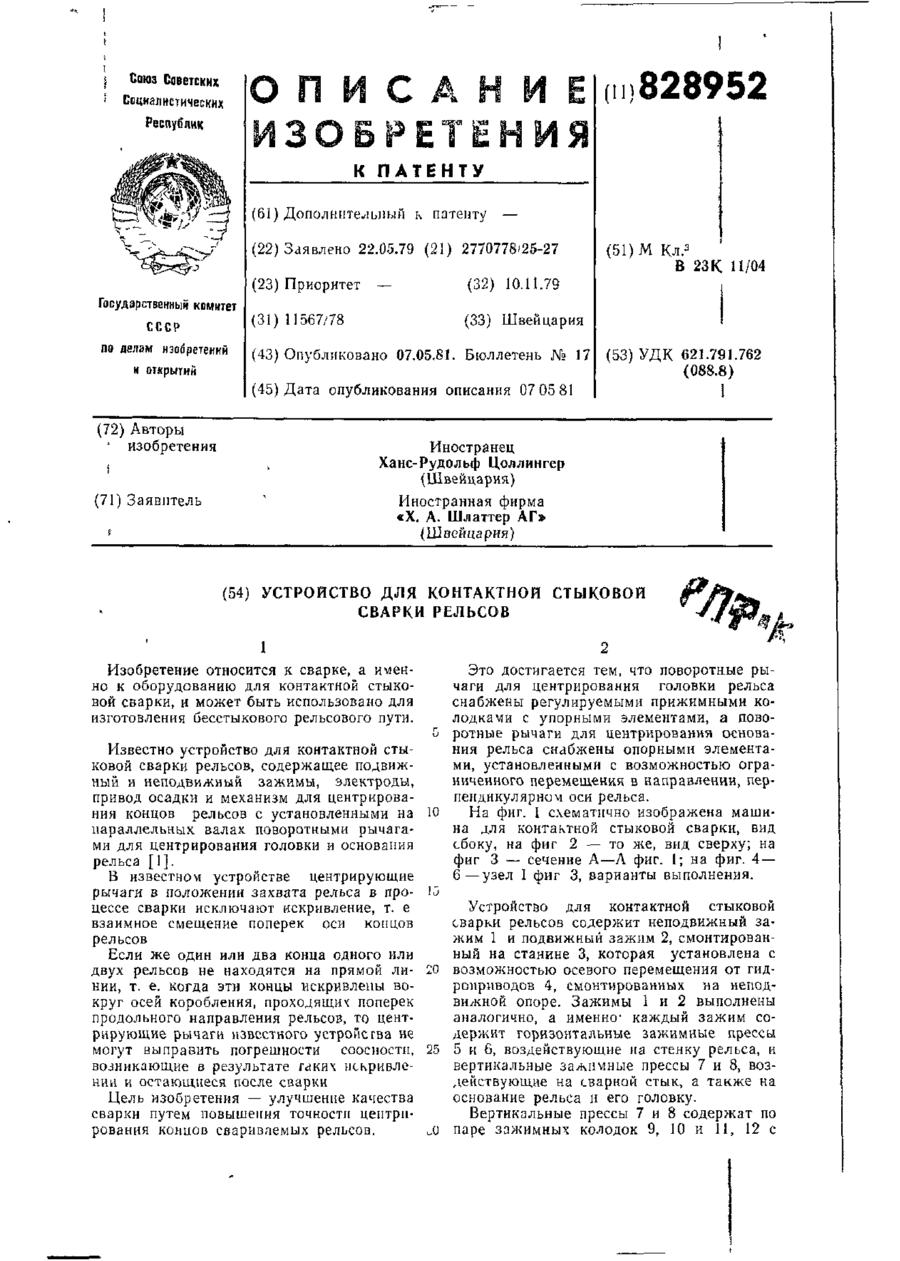
Формула изобретенияУстройство для контактной стыковой сварки рельсов, содержащие подвижный и неподвижный зажимы, электроды, привод осадки и механизм для центрирования концов рельсов с установленными на параллельных валах поворотными рычагами для центрирования головки и основания рельса, отличающееся тем, что, с целью улучшения качества сварки путем повышения точности центрирования концов свариваемых рельсов, поворотные рычаги для...
Спосіб виготовлення попередньо напруженого стика залізобетонних елементів
Номер патенту: 1982
Опубліковано: 20.12.1994
Автори: Щеглюк Мирон Романович, Завадяк Павло Петрович, Гнідець Богдан Григорович, Кавацюк Ігор Дмитрович
МПК: E04B 1/38
Мітки: напруженого, попередньо, залізобетонних, виготовлення, спосіб, стика, елементів
Формула / Реферат:
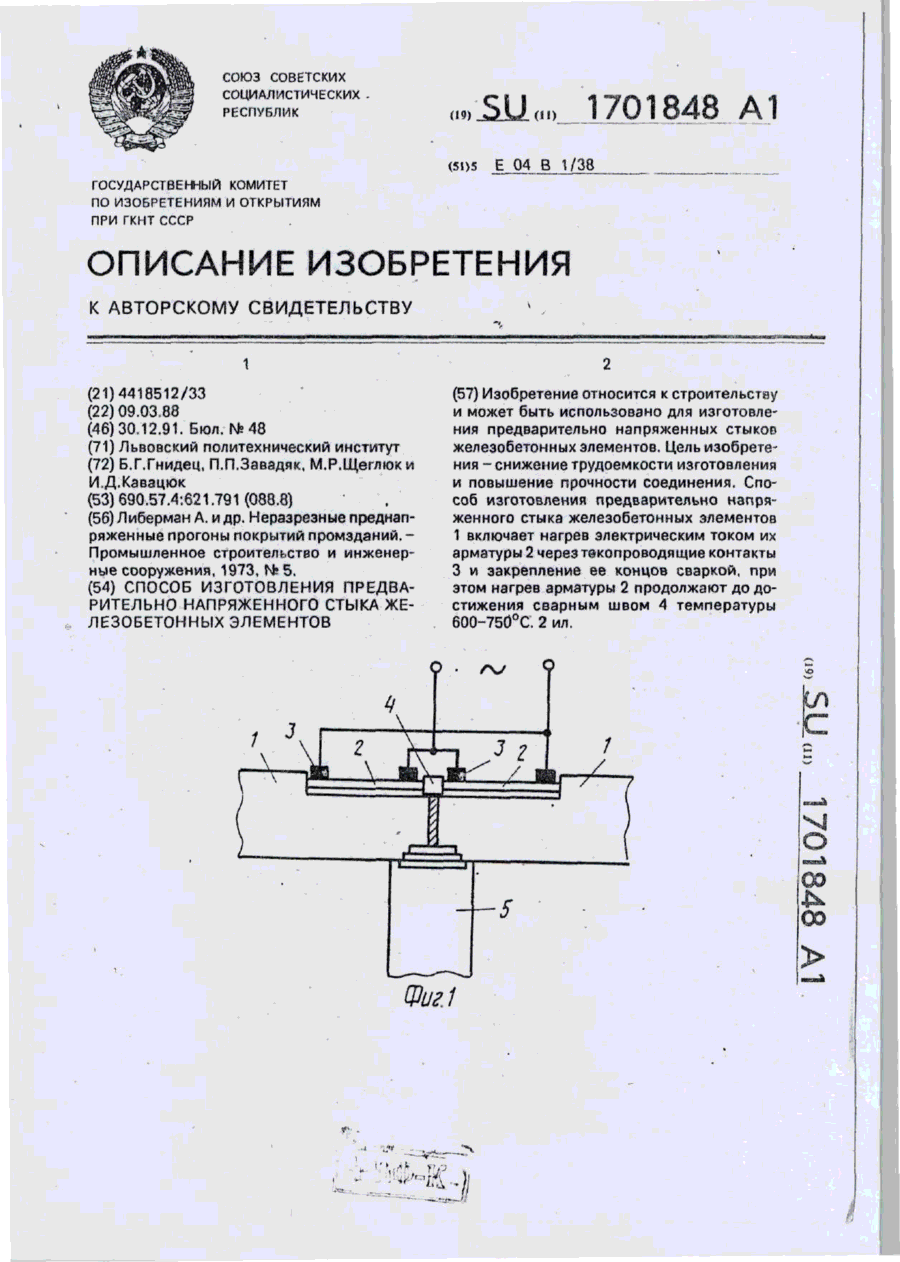
Способ изготовления предварительно напряженного стыка железобетонных элементов, включающий нагрев электрическим током арматуры и закрепления ее концов, отличающийся тем, что, с целью снижения трудоемкости изготовления и повышения прочности соединения, закрепление концов арматуры производят сваркой, а нагрев арматуры продолжают до достижения сварным швом температуры 600—750 °C.
Електропривод змінного струму

Номер патенту: 3189
Опубліковано: 26.12.1994
Автор: Ярославцев Михайло Іванович
МПК: H02P 27/04
Мітки: струму, змінного, електропривод
Формула / Реферат:
Электропривод переменного тока, содержащий электродвигатель, задатчик фазных токов, два однофазных преобразователя тока, подключенные входами к выходам задатчика фазных токов, а первыми выходными выводами - к первому и второму входным выводам двигателя соответственно, отличающийся тем, что вторые выходные выводы преобразователя тока объединены и подключены к третьему входному выводу двигателя.
Попередній патент: Двонапівперіодний запалюючий пристрій газорозрядних ламп
Наступний патент: Голограмно-біоенергетичний апарат лукашенка
Випадковий патент: Спосіб діагностики розвитку атеросклерозу