Штамп для гарячого штампування плоских деталей з отворами
Номер патенту: 65942
Опубліковано: 15.04.2004
Автори: Кирилов Генріх Леонідович, Каштанов Олександр Миколайович, Невідомський Володимир Олександрович
Формула / Реферат
1. Штамп для гарячого штампування плоских деталей з отворами, що включає пуансонотримач з пуансонами для пробивання отворів і матрицю, який відрізняється тим, що пуансонотримач і матриця виконані збірними і складаються, щонайменше з двох частин, базової і причіпної, котрі скріплені між собою з можливістю регулювання відстані між ними по лінії, проведеній через осі пуансонів для пробивання отворів, встановлених в різних частинах пуансонотримача.
2. Штамп за п. 1, який відрізняється тим, що він додатково оснащений засобами для фіксації причіпної частини в заданому положенні, виконаними, наприклад, у вигляді набору мірних прокладок, встановлюваних у зазорі між базовою і причіпною частинами пуансонотримача і матриці.
Текст
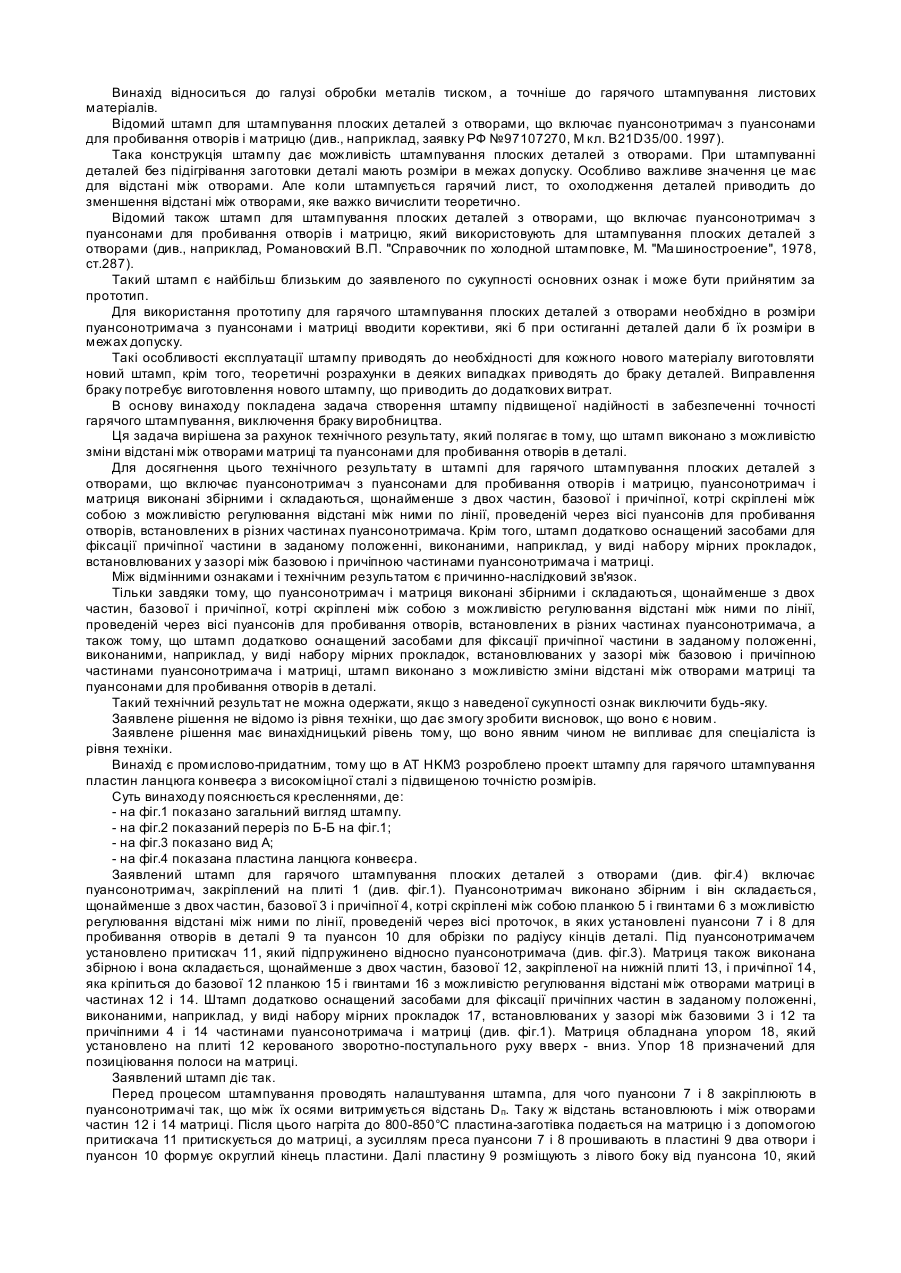
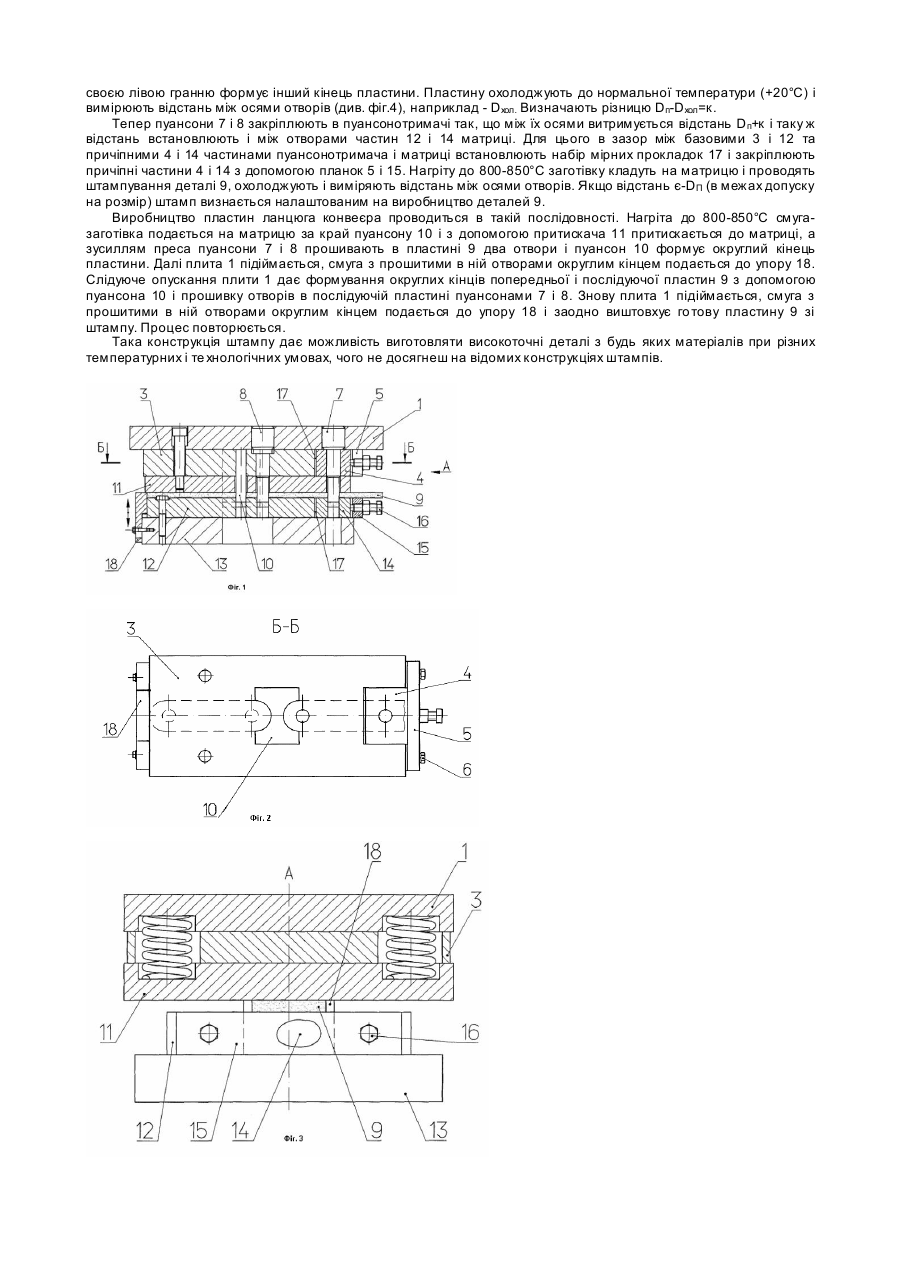
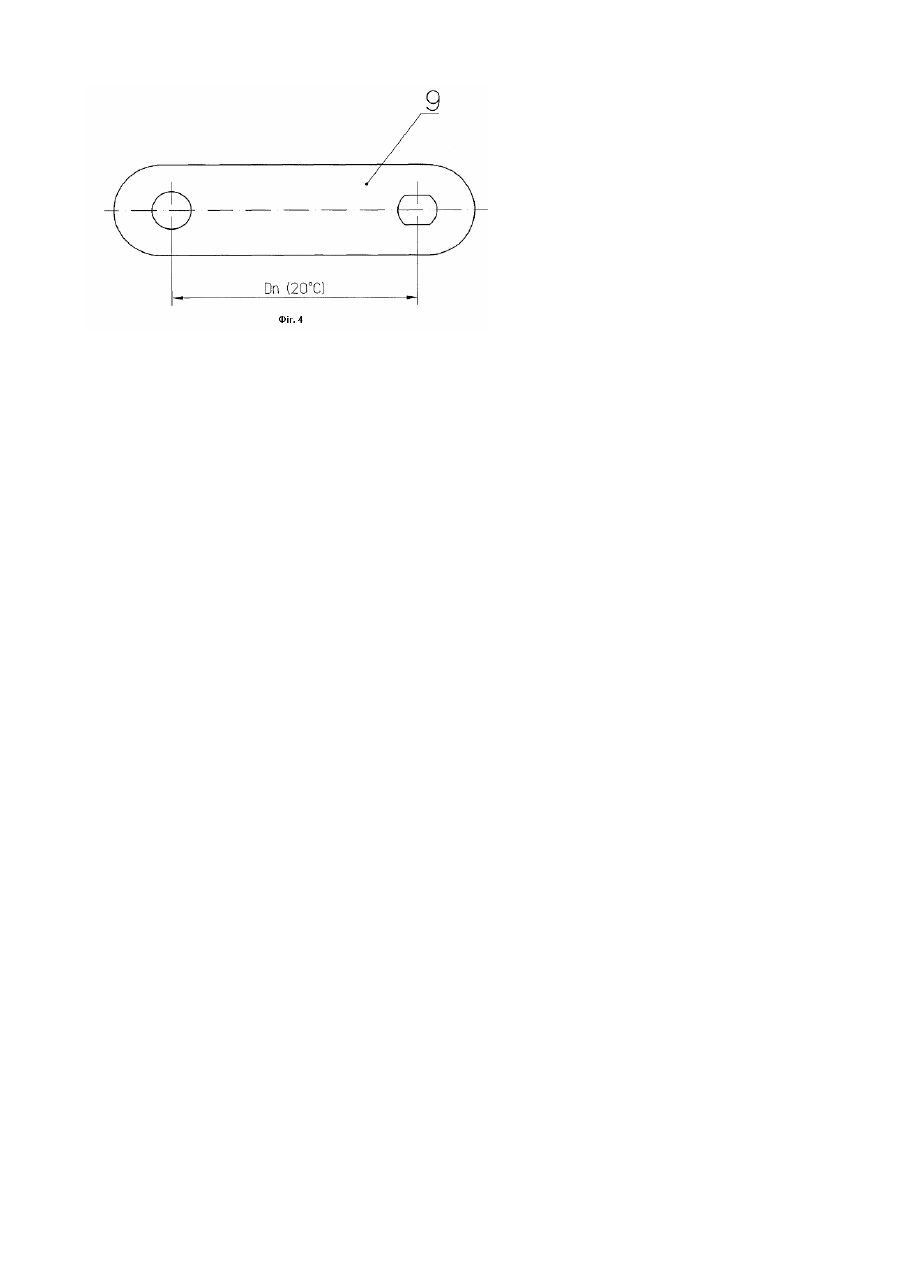
Винахід відноситься до галузі обробки металів тиском, а точніше до гарячого штампування листових матеріалів. Відомий штамп для штампування плоских деталей з отворами, що включає пуансонотримач з пуансонами для пробивання отворів і матрицю (див., наприклад, заявку РФ №97107270, М кл. B21D35/00. 1997). Така конструкція штампу дає можливість штампування плоских деталей з отворами. При штампуванні деталей без підігрівання заготовки деталі мають розміри в межах допуску. Особливо важливе значення це має для відстані між отворами. Але коли штампується гарячий лист, то охолодження деталей приводить до зменшення відстані між отворами, яке важко вичислити теоретично. Відомий також штамп для штампування плоских деталей з отворами, що включає пуансонотримач з пуансонами для пробивання отворів і матрицю, який використовують для штампування плоских деталей з отворами (див., наприклад, Романовский В.П. "Справочник по холодной штамповке, М. "Ма шиностроение", 1978, ст.287). Такий штамп є найбільш близьким до заявленого по сукупності основних ознак і може бути прийнятим за прототип. Для використання прототипу для гарячого штампування плоских деталей з отворами необхідно в розміри пуансонотримача з пуансонами і матриці вводити корективи, які б при остиганні деталей дали б їх розміри в межах допуску. Такі особливості експлуатації штампу приводять до необхідності для кожного нового матеріалу виготовляти новий штамп, крім того, теоретичні розрахунки в деяких випадках приводять до браку деталей. Виправлення браку потребує виготовлення нового штампу, що приводить до додаткових витрат. В основу винаходу покладена задача створення штампу підвищеної надійності в забезпеченні точності гарячого штампування, виключення браку виробництва. Ця задача вирішена за рахунок технічного результату, який полягає в тому, що штамп виконано з можливістю зміни відстані між отворами матриці та пуансонами для пробивання отворів в деталі. Для досягнення цього технічного результату в штампі для гарячого штампування плоских деталей з отворами, що включає пуансонотримач з пуансонами для пробивання отворів і матрицю, пуансонотримач і матриця виконані збірними і складаються, щонайменше з двох частин, базової і причіпної, котрі скріплені між собою з можливістю регулювання відстані між ними по лінії, проведеній через вісі пуансонів для пробивання отворів, встановлених в різних частинах пуансонотримача. Крім того, штамп додатково оснащений засобами для фіксації причіпної частини в заданому положенні, виконаними, наприклад, у виді набору мірних прокладок, встановлюваних у зазорі між базовою і причіпною частинами пуансонотримача і матриці. Між відмінними ознаками і технічним результатом є причинно-наслідковий зв'язок. Тільки завдяки тому, що пуансонотримач і матриця виконані збірними і складаються, щонайменше з двох частин, базової і причіпної, котрі скріплені між собою з можливістю регулювання відстані між ними по лінії, проведеній через вісі пуансонів для пробивання отворів, встановлених в різних частинах пуансонотримача, а також тому, що штамп додатково оснащений засобами для фіксації причіпної частини в заданому положенні, виконаними, наприклад, у виді набору мірних прокладок, встановлюваних у зазорі між базовою і причіпною частинами пуансонотримача і матриці, штамп виконано з можливістю зміни відстані між отворами матриці та пуансонами для пробивання отворів в деталі. Такий технічний результат не можна одержати, якщо з наведеної сукупності ознак виключити будь-яку. Заявлене рішення не відомо із рівня техніки, що дає змогу зробити висновок, що воно є новим. Заявлене рішення має винахідницький рівень тому, що воно явним чином не випливає для спеціаліста із рівня техніки. Винахід є промислово-придатним, тому що в AT HKM3 розроблено проект штампу для гарячого штампування пластин ланцюга конвеєра з високоміцної сталі з підвищеною точністю розмірів. Суть винаходу пояснюється кресленнями, де: - на фіг.1 показано загальний вигляд штампу. - на фіг.2 показаний переріз по Б-Б на фіг.1; - на фіг.3 показано вид А; - на фіг.4 показана пластина ланцюга конвеєра. Заявлений штамп для гарячого штампування плоских деталей з отворами (див. фіг.4) включає пуансонотримач, закріплений на плиті 1 (див. фіг.1). Пуансонотримач виконано збірним і він складається, щонайменше з двох частин, базової 3 і причіпної 4, котрі скріплені між собою планкою 5 і гвинтами 6 з можливістю регулювання відстані між ними по лінії, проведеній через вісі проточок, в яких установлені пуансони 7 і 8 для пробивання отворів в деталі 9 та пуансон 10 для обрізки по радіусу кінців деталі. Під пуансонотримачем установлено притискач 11, який підпружинено відносно пуансонотримача (див. фіг.3). Матриця також виконана збірною і вона складається, щонайменше з двох частин, базової 12, закріпленої на нижній плиті 13, і причіпної 14, яка кріпиться до базової 12 планкою 15 і гвинтами 16 з можливістю регулювання відстані між отворами матриці в частинах 12 і 14. Штамп додатково оснащений засобами для фіксації причіпних частин в заданому положенні, виконаними, наприклад, у виді набору мірних прокладок 17, встановлюваних у зазорі між базовими 3 і 12 та причіпними 4 і 14 частинами пуансонотримача і матриці (див. фіг.1). Матриця обладнана упором 18, який установлено на плиті 12 керованого зворотно-поступального руху вверх - вниз. Упор 18 призначений для позиціювання полоси на матриці. Заявлений штамп діє так. Перед процесом штампування проводять налаштування штампа, для чого пуансони 7 і 8 закріплюють в пуансонотримачі так, що між їх осями витримується відстань D п. Таку ж відстань встановлюють і між отворами частин 12 і 14 матриці. Після цього нагріта до 800-850°С пластина-заготівка подається на матрицю і з допомогою притискача 11 притискується до матриці, а зусиллям преса пуансони 7 і 8 прошивають в пластині 9 два отвори і пуансон 10 формує округлий кінець пластини. Далі пластину 9 розміщують з лівого боку від пуансона 10, який своєю лівою гранню формує інший кінець пластини. Пластину охолоджують до нормальної температури (+20°С) і вимірюють відстань між осями отворів (див. фіг.4), наприклад - Dxoл. Визначають різницю Dп-Dxoл=к. Тепер пуансони 7 і 8 закріплюють в пуансонотримачі так, що між їх осями витримується відстань D п+к і таку ж відстань встановлюють і між отворами частин 12 і 14 матриці. Для цього в зазор між базовими 3 і 12 та причіпними 4 і 14 частинами пуансонотримача і матриці встановлюють набір мірних прокладок 17 і закріплюють причіпні частини 4 і 14 з допомогою планок 5 і 15. Нагріту до 800-850°С заготівку кладуть на матрицю і проводять штампування деталі 9, охолоджують і виміряють відстань між осями отворів. Якщо відстань є-DП (в межах допуску на розмір) штамп визнається налаштованим на виробництво деталей 9. Виробництво пластин ланцюга конвеєра проводиться в такій послідовності. Нагріта до 800-850°С смугазаготівка подається на матрицю за край пуансону 10 і з допомогою притискача 11 притискається до матриці, а зусиллям преса пуансони 7 і 8 прошивають в пластині 9 два отвори і пуансон 10 формує округлий кінець пластини. Далі плита 1 підіймається, смуга з прошитими в ній отворами округлим кінцем подається до упору 18. Слідуюче опускання плити 1 дає формування округлих кінців попередньої і послідуючої пластин 9 з допомогою пуансона 10 і прошивку отворів в послідуючій пластині пуансонами 7 і 8. Знову плита 1 підіймається, смуга з прошитими в ній отворами округлим кінцем подається до упору 18 і заодно виштовхує го тову пластину 9 зі штампу. Процес повторюється. Така конструкція штампу дає можливість виготовляти високоточні деталі з будь яких матеріалів при різних температурних і те хнологічних умовах, чого не досягнеш на відомих конструкціях штампів.
ДивитисяДодаткова інформація
Назва патенту англійськоюDie for hot forming for flat parts with openings
Автори англійськоюNevidomskyi Volodymyr Oleksandrovych
Назва патенту російськоюШтамп для горячей штамповки плоских деталей с отверстиями
Автори російськоюНевидомский Владимир Александрович
МПК / Мітки
МПК: B21D 22/02
Мітки: штампування, деталей, гарячого, отворами, штамп, плоских
Код посилання
<a href="https://ua.patents.su/3-65942-shtamp-dlya-garyachogo-shtampuvannya-ploskikh-detalejj-z-otvorami.html" target="_blank" rel="follow" title="База патентів України">Штамп для гарячого штампування плоских деталей з отворами</a>
Штамп для закритого об’ємного штампування з крученням деталей звичайної точності
Номер патенту: 35670
Опубліковано: 16.04.2001
Автори: Ковтун Віталій Васильович, Шамарін Юрій Євгенович, Махер Авді Аль-Равашдех, Марченко Віталій Леонідович
МПК: B21D 22/08
Мітки: об`ємного, штампування, точності, деталей, крученням, звичайної, закритого, штамп
Формула / Реферат:
Штамп для закрытой объемной штамповки с кручением деталей обычной точности, содержащий верхний и нижний полуштампы, образующие совместно с подвижной обоймой со специально выполненной фаской, формообразующую полость, корпус, подкладку, в сквозных отверстиях которой находятся подпружиненные пальцы, связанные с диском, отличающийся тем, что верхний полуштамп выполнен в виде шлицевого вала, сопряжен с подвижной обоймой посредством шлицевого...
Розділювальний штамп
Номер патенту: 53372
Опубліковано: 15.01.2003
Автор: Чемерис Євген Іванович
МПК: B21D 28/14
Мітки: розділювальний, штамп
Формула / Реферат:
Розділювальний штамп, що містить верхню плиту, яка входить у верхній жолоб пуансонотримача, пуансонотримач з закріпленими пуансонами, з'єднаний прецизійно з напрямними штампа і оснащений нижнім виступом, що входить у верхній жолоб знімача-притискувача, з'єднаного прецизійно з напрямними штампа, а також що містить два гумових пружних елементи, товщий з них міститься між пуансонотримачем і знімачем-притискувачем, тонший міститься між верхньою...
Штамп для гарячого деформування
Номер патенту: 2374
Опубліковано: 15.03.2004
Автор: Грещишин Михайло Йосипович
МПК: B21D 22/06
Мітки: гарячого, деформування, штамп
Формула / Реферат:
1. Штамп для гарячого деформування, що містить верхню плиту, нижню плиту із запресованими напрямними колонками, роз'ємні матриці, закріплений у стакані верхній формувальний пуансон і верхні вкладки, який відрізняється тим, що він додатково містить нижній формувальний пуансон, закріплений у стакані, нижні вкладки і з'єднані втулкою підпружинені стулки, в яких закріплені роз'ємні матриці, причому одна із стулок виконана поворотною щодо втулки,...
Штамп для штампування виробів з площинних заготівок

Номер патенту: 12276
Опубліковано: 25.12.1996
Автори: Шумейко Павло Дмитрович, Шумейко Дмитро Іванович
МПК: B21D 22/02
Мітки: заготівок, виробів, штампування, площинних, штамп
Формула / Реферат:
1. Штамп для штамповки изделий из плоских заготовок, содержащий неподвижную и подвижную плиты, матрицу, установленную на неподвижной плите, пуансон, закрепленный на неподвижной плите и расположенный в матрице, пуансон-матрицу, установленную на подвижной плите с возможностью взаимодействия с матрицей и пуансоном, выталкиватель, подвижно установленный в пуансон-матрицу и подпружиненный к пуансону, съемник, установленный на пуансоне и...
Штамп для гнуття деталей з прутка
Номер патенту: 49146
Опубліковано: 16.09.2002
Автор: Жученко Олександр Миколайович
МПК: B21D 22/02
Мітки: гнуття, деталей, штамп, прутка
Формула / Реферат:
Штамп для гнуття деталей з прутка, який включає центральний пуансон, дві нерухомі оправки і два бокових пуансони, який відрізняється тим, що він споряджений двома додатковими оправками, кожна з яких виконана з можливістю переміщення в нерухомій оправці під кутом до напрямку переміщення пуансона.
Попередній патент: Спосіб отримання специфічних пептидів для терапевтичних цілей
Наступний патент: Спосіб виготовлення редисперсійних полімерних порошків
Випадковий патент: Індукційний пристрій для термічної обробки зварених стиків залізничних рейок