Спосіб прокатки
Номер патенту: 13517
Опубліковано: 25.04.1997
Автори: Мінаєв Олександр Анатолійович, Сайгаков Анатолій Авраамович, Ємченко Юрій Борисович, Бердічевський Юрій Євгенович, Чередниченко Анатолій Лукич, Біліченко Сергій Олексійович
Формула / Реферат
Способ прокатки сортового металла, преимущественно мелкосортных профилей и катанки, включающий прокатку в черновых клетях, транспортирование раската со знакопеременным изгибом и кручением в паузе при деформации в смежных клетях, отличающийся тем, что, с целью повышения качества проката за счет более полного удаления окалины с проката, перед операцией знакопеременного изгиба с кручением осуществляют операцию подстуживания поверхностных слоев раската, при этом пауза между указанными операциями составляет 0,05-1,0 с.
Текст
СНОСОК ПРОКАТКИ сортового металла, преимущественно мелкосорт ных профилей и катанки, включающий прокатку в черновых клетях, т р а н с портирование раската со знакопеременным изгибом и кручением в паузе при деформации в смежных клетях, о т* л и ч а ю щ и й с я тем, ч т о , с целью повышения качества проката за счет более полного удаления окалины с проката, перед операцией знакопеременного изгиба с кручением осуществляют операцию подстуживания поверхностных слоев раската, при этом пауза между указанными операциями составляет 0,05-1,0 с . «с І 12 48821 I енне относился к ме тлл ту рокалины при разогреве поверхности гии, а именно к производству проката, обрет ает пластичность и изгиб с крупреимущественно мелкосортных профичением не приводит к его удалению, лей и катанки с повышенным коми гекчто значительно снижает качество сом служебных свойст в на непрерывных проката. 5 станах горячей прокатки. П р и м е р . Заготовку 80x80 мм из низколегированной стали 35ГС наЦепь изобретения - повьшіение кагревают до 1200°С и прокатывают на че г тв а прок ага за счет более полно го периодический профиль № 10, После удаления окалины с проката. Иодстуживание раската необходимо 10 прокатки в черновых калибрах второй для повышения механических свойств и промежуточной группы стана со скоохрупчивания слоя окалины на поверхростью 20 м/с раскат подстуживают в ности проката. На г ранице раздела ус тройстве междеформационного охлажметалл-окалина возникают термические дения со скоростью выгае 1200 С/с, напряжения, способствующие при даль(5 обеспечивая переохлаждение поверхнонейшем изгибе с кручением полному стных слоев металла и предварительудалению окалины, что обеспечивает ное охрупчивание слоя окалины. В ревысокое качество проката. зультате этого вследствие разности коэффициентов линейного расширения Начапо изгиба и кручения через 0,05-1,0 с после подстуживания по20 на поверхности раздела металл-окаперхностных слоев раската объясняетлина возникают термические напряжеся необходимостью достижения металлиния. Черея 0,4 с после подстуживаческой подложкой минимальной пластичния, к моменту, когда металлическая ности при сохранении максимально возподложка приобретает минимальную пламожной разности коэффициентов линей25 стичность, удовлетворяющую условию ного расширения металла и окалины и, ненарушения сплошности поверхности следовательно, термических напряжеосуществляют изгиб с кручением расний между ними. При изгибе и кручении ката. Возникающие в результате изгименее чем через 0,05 с происходят ба с кручением механические напряжепорывы хрупкой мартенситной структуЗо ния, действующие по всей поверхносры на поверхности рагката, что недоти раската и накладывающиеся на терпустимо при получении металлоизделия мические напряжения, обеспечивают высокого качества. Изгиб и кручение удаление окалины. раската более чем через 1,0 с нецелесообразны, так как за это время темТаким образом, данный способ обепера гура выравнивается по сечению 35 спечивает получение высокого качестраската, разность коэффициентов лива прокатных изделий, что позволяет нейного расширения металла и окалины расширить поле минусовых допусков и отсутствует и термических напряжепоставлять потребителю прокат с гании между ними не возникает. Слой рантированной общей прочностью. Редактор И.Николайчук Иклз Составитель О.Румянцева Техред И.Попович Корректор М.Максиммшинец Ш//5 • Тираж 518 Подписное В И П Государственного комитета СССР НИИ по деллм изобретений и открытий 1П015, Москва, Ж-35, Раушская наб. , д . 4/5 »дгт пенно-пол «графическое предприятие, г.Ужгород, ул. Проектная, U
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling method
Автори англійськоюMinaiev Oleksandr Anatoliiovych, Berdychevskyi Yurii Yevhenovych, Saihakov Anatolii Avraamovych, Yemchenko Yurii Borysovych, Cherednychenko Anatolii Lukych, Bilichenko Serhii Oleksiiovych
Назва патенту російськоюСпособ прокатки
Автори російськоюМинаев Александр Анатольевич, Бердичевский Юрий Евгеньевич, Сайгаков Анатолий Авраамович, Емченко Юрий Борисович, Чередниченко Анатолий Лукич, Биличенко Сергей Алексеевич
МПК / Мітки
МПК: B21B 45/04
Код посилання
<a href="https://ua.patents.su/2-13517-sposib-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки</a>
Спосіб багатострумкової прокатки
Номер патенту: 8082
Опубліковано: 26.12.1995
Автори: Кукуй Давид Пенхусович, Шульгін Григорій Митрофанович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: прокатки, спосіб, багатострумкової
Формула / Реферат:
Способ многоручьевой прокатки, включающий последовательное формирование из слитка в калибрах одновременно нескольких заготовок, связанных между собой перемычками, с последующим их продольным разделением, отличающийся тем, что, с целью повышения стойкости валков и качества поверхности заготовок, совмещенные заготовки перед деформацией размещают ниже линии прокатки и задают в калибры под углом к горизонтали, равным arcsin V2/30R £ j...
Спосіб реверсивної прокатки зливків із сталей і сплавів з обмеженою пластичністю
Номер патенту: 8257
Опубліковано: 29.03.1996
Автори: Брінза Вячєслав Владіміровіч, Полухін Владімір Пєтровіч, Бойко Владімір Фйодоровіч, Рибкін Ніколай Владіміровіч, Чєрнєнко Анатолій Ніколаєвіч, Голотіна Галіна Єгоровна
МПК: B21B 1/02
Мітки: реверсивної, сплавів, пластичністю, обмеженою, сталей, зливків, спосіб, прокатки
Формула / Реферат:
Способ реверсивной прокатки слитков из малопластичных сталей и сплавов, включающий прокатку раската за несколько проходов с изменением величины обжатия в процессе прохода, отличающийся тем, что, с целью улучшения качества проката путем выравнивания подлине раската ресурса пластичности, при прокатке в каждом проходе обжатие уменьшают по длине раската по экспоненциальному закону на величину 25-100% величины обжатия п момент захвата металла...
Спосіб прокатки круглих заготівок
Номер патенту: 7893
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Следнев Володимір Петрович, Губайдулін Вячеслав Фуатович, Абалешев Валерій Олександрович, Кукуй Давид Пенхусович
МПК: B21B 1/16
Мітки: прокатки, заготівок, круглих, спосіб
Формула / Реферат:
Способ прокатки круглых заготовок, преимущественно диаметром более 100 мм, включающий формирование предчистового овального раската, задачу вда ребро и последующую прокатку его в круглом калибре, отличающийся тем, что, с целью повышения качества готового проката за счет обеспечения устойчивости раската в калибре без принудительного удержания, овальный раскат перед задачей в круглый калибр изгибают в плоскости его транспортирования, смещая...
Спосіб прокатки зливків та заготівок
Номер патенту: 8259
Опубліковано: 29.03.1996
Автори: Пєрчєнко Андрєй Александровіч, Воронцов Вячєслав Константіновіч, Брінза Вячєслав Владіміровіч, Бойко Владімір Фйодоровіч
МПК: B21B 1/00
Мітки: заготівок, зливків, прокатки, спосіб
Формула / Реферат:
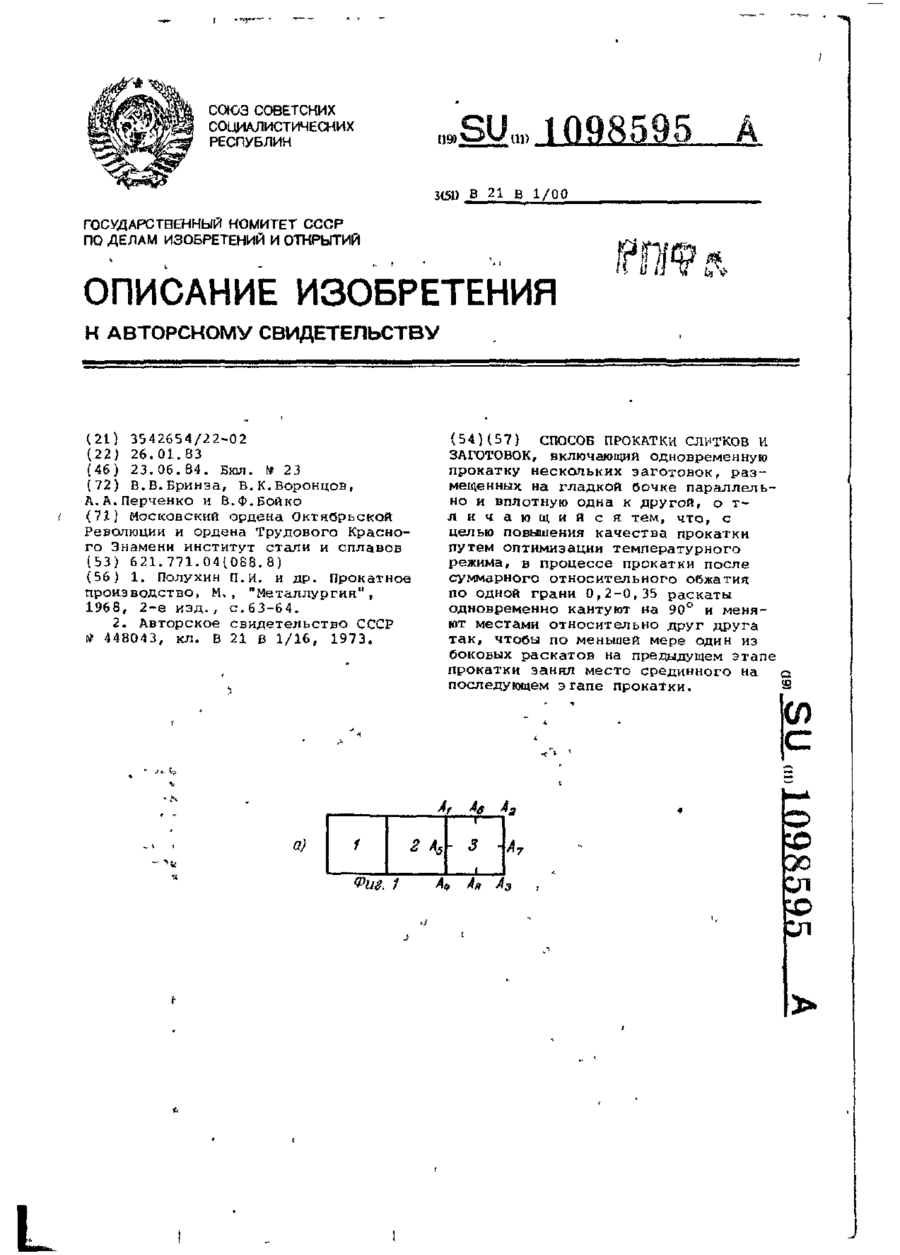
Способ прокатки слитков и заготовок, включающий одновременную прокатку нескольких заготовок, размещенных на гладкой бочке параллельно и вплотную одна к другой, отличающийся тем, что, с целью повышения качества прокатки путем оптимизации температурного режима, в процессе прокатки после суммарного относительного обжатия по одной грани 0,2-0,35 раскаты одновременно кантуют на 90° и меняют местами относительно друг друга так, чтобы по меньшей...
Спосіб гарячої прокатки
Номер патенту: 7895
Опубліковано: 26.12.1995
Автори: Левицький Анатолій Петрович, Кукуй Давид Пенхусович, Абалешев Валерій Олександрович, Столба Володимір Анатолійович, Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Шум Валентин Борисович
МПК: B21B 1/02
Мітки: спосіб, прокатки, гарячої
Формула / Реферат:
Способ горячей прокатки, включающий нагрев заготовки, деформацию в несколько проходов, подстуживание поверхности проката и последующую прокатку в несколько проходов, отличающийся тем, что, с целью повышения качества поверхности проката путем удаления плен, подстуживание производят на 2-10% температуры раската в предыдущем проходе, последующую прокатку осуществляют с коэффициентом трения 0,8-0,95 коэффициента трения раската в предыдущем...
Попередній патент: Спосіб прокатки
Наступний патент: Спосіб одержання комбікорму для сільськогосподарської птиці
Випадковий патент: Спосіб лікування ушкодження суглобів