Спосіб багатострумкової прокатки
Номер патенту: 8082
Опубліковано: 26.12.1995
Автори: Шульгін Григорій Митрофанович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович
Формула / Реферат
Способ многоручьевой прокатки, включающий последовательное формирование из слитка в калибрах одновременно нескольких заготовок, связанных между собой перемычками, с последующим их продольным разделением, отличающийся тем, что, с целью повышения стойкости валков и качества поверхности заготовок, совмещенные заготовки перед деформацией размещают ниже линии прокатки и задают в калибры под углом к горизонтали, равным arcsin V2/30R £ j < 25°, где V - линейная скорость валков, м/с; RB-катающий радиус валков, м.
Текст
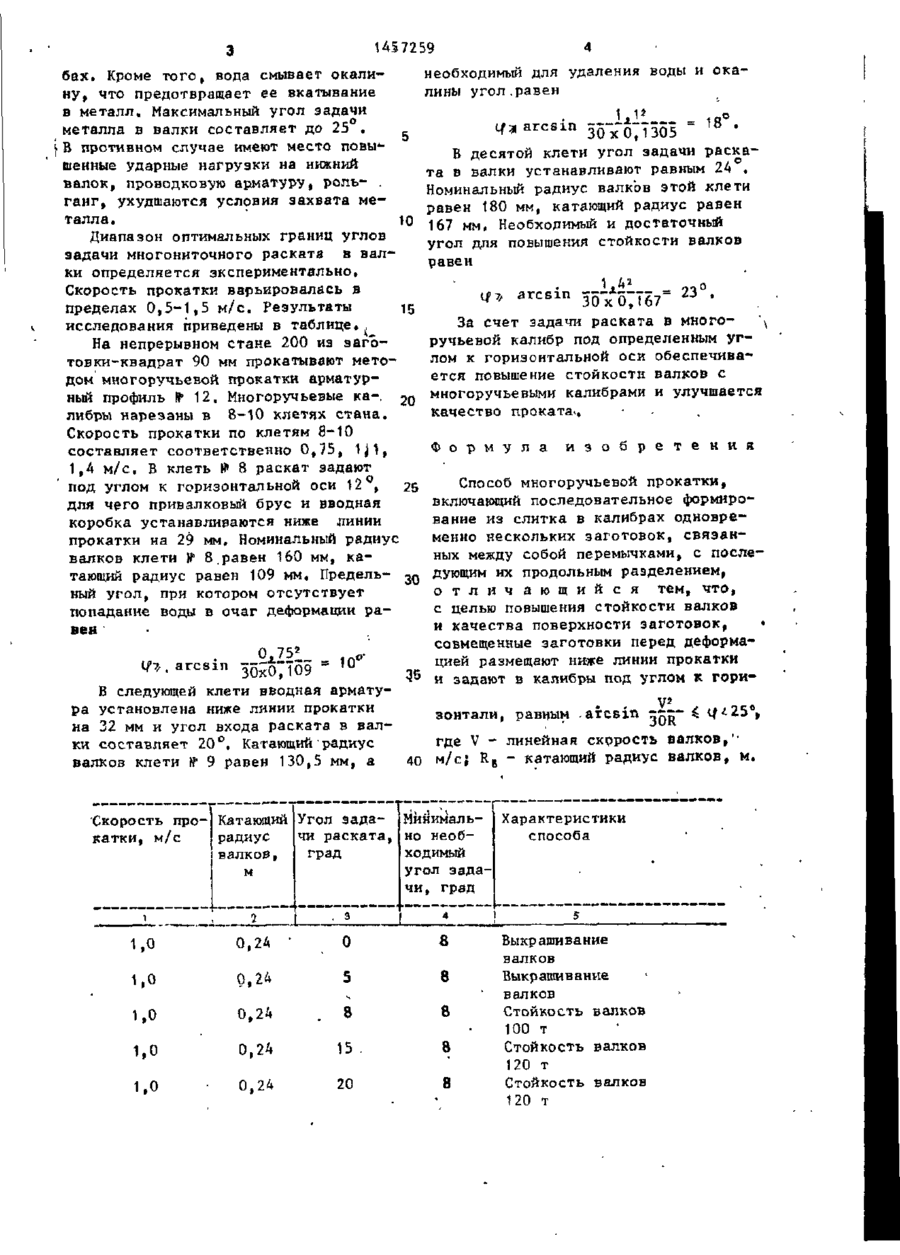
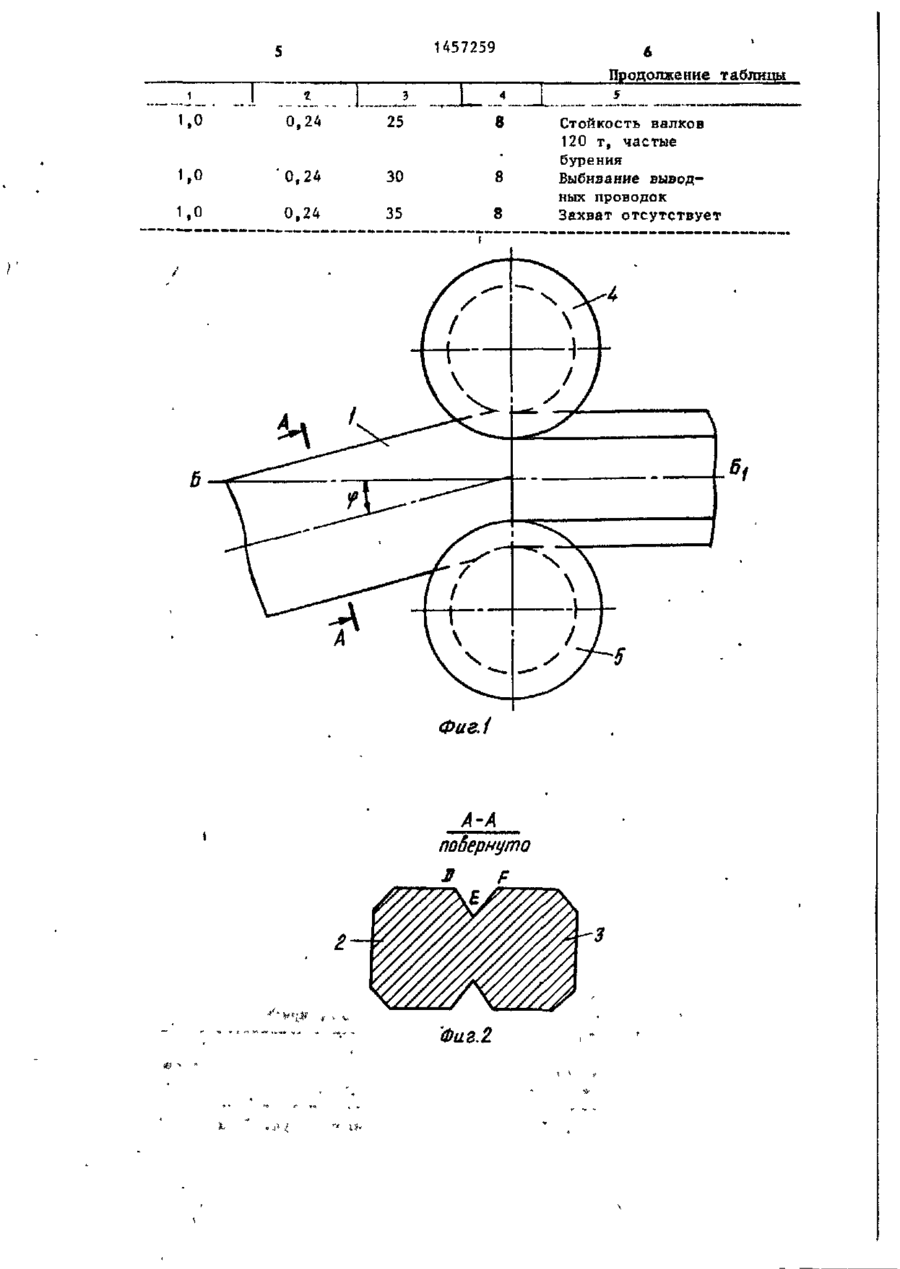
Изобретение относится к черной металлургии и может быть использовано при многоручьевой прокатке на реверсивных, линейных и непрерывных сортовых и заготовочных станах. Цель изобретения - повышение стойкости • л валков и качества поверхности заготовок. Согласно изобретению, при прокатке сочлененных между собой перемычками заготовок перед задачей металла в валки его располагают ниже уровня прокатки и задают в валки под определенным углом к горизонтали, минимальная величина которого зависит от величины катающего радиуса £ валков и скорости прокатки, а максимальная величина ограничивается 25°» Повышение стойкости верхних валков обеспечивается созданием условий для удаления воды из очага деформации, а повышение качества поверхности заготовок - смыванием окалины, что предотвращает ее вкатывание в металл, 1 табЛ| 2 ил. (Л I Изобретение относится к черной металлургии и может быть использовано при многоручьевой прокатке на реверсивных, линейных и непрерывных сортовых и заготовочных станах. Целью изобретения является повышение стойкости валков и качества поверхности заготовок. На фиг.1 показана схема прокатки) на фиг.2 - сечение А-А на фиг»1. В процессе прокатки раскат 1 (фиг,1), имеющий в поперечном сечении (фиг,2) форму двух сочлененных заготовок 2 и 3 прокатывают в валках 4 и 5 с многоручьевым калибром и дисками-буртами на валках. Задают рас- t кат 1 в валки 4 и 5 под углом к горизонтальной оси ББ., равным 5-89 г tUi-г.- Ifr.resin J j _ , где V - линейная скорость валков,м/сJ Rg - катающий радиус валков, м. При этом задача осуществляется ниже линии прокатки ББ.,, В этом случае охлаждающая верхний валок вода, стекая по валку, попадает в область, ограниченную гранями ДЕ и EF (фиг,2) смежных заготовок. При отсутствии испарения она, собираясь в капли, на паровой подушке под действием силы тяжести стремится скатиться по наклонной плоскости. Тем самым обеспечиваются условия для предотвращения разрушений поверхности гребней верхнего валка вследствие микровзрывов, имеющих место в известных спосо СП Сл СО 1457259 бах. Кроме того, вода смывает окалину, что предотвращает ее вкатывание в металл. Максимальный угол задачи металла в валки составляет до 25 . _ э В противном случае имеют место повы*шенные ударные нагрузки на нижний валок, проводковую арматуру, роль- . ганг, ухудшаются условия захвата металла, 10 Диапазон оптимальных границ углов задачи многониточного раската в валки определяется экспериментально. Скорость прокатки варьировалась в пределах 0,5-1,5 м/с. Результаты 15 исследования приведены в таблице.^ На непрерывном стане 200 из заготовки-квадрат 90 мм прокатывают методом многоручьевой прокатки арматурный профиль I 12. Многоручьевые ка-, 2 0 f либры нарезаны в 8 - Ю клетях стана. Скорость прокатки по клетям 8-10 составляет соответственно 0,75, 1J1, 1,4 м/с. В клеть № 8 раскат задают под углом к горизонтальной оси 12 , 25 для чего привалковый брус и вводная коробка устанавливаются ниже линии прокатки на 29 мм. Номинальный радиус валков клети № 8.равен 160 мм, катающий радиус равен 109 мм, Предель- ^Q ный угол, при котором отсутствует попадание воды в очаг деформации равен О 7S 2 і??,, a r c s m яПх0~Т09 " необходимый для удаления воды и окалины угол.равен В десятой клети угол задачи раската в валки устанавливают равным 24 , Номинальный радиус валков этой клети равен 180 мм, катающий радиус равен 167 мм. Необходимый и достаточный угол для повышения стойкости валков равен 1Х4 2 _ -„о ЗО*хО7Тб7 " ' За счет задачи раската в много^ ручьевой калибр под определенным углом к горизонтальной оси обеспечивается повышение стойкости валков с многоручьевыми калибрами и улучшается качество проката-. Ф о р м у л а и з о б р е т е н и я Способ многоручьевой прокатки, включающий последовательное формирование из слитка в калибрах одновременно нескольких заготовок, связанных между собой перемычками, с последующим их продольным разделением, о т л и ч а ю щ и й с я тем, что, с целью повышения стойкости валков и качества поверхности заготовок, • совмещенные заготовки перед деформацией размещают ниже линии прокатки и задают в калибры под углом к гори В следующей клети вводная арматура установлена ниже линии прокатки зонтали, равным .arcsm отТ" " * на 32 мм и угол входа раската в валгде V - линейная скорость валков,' ки составляет 20 °, Катающий•радиус валков клети » 9 равен 130,5 мм, а • 40 м/с; R» - катающий радиус валков, м. Скорость про- Катающий Угол зада- Минимальчи раската, но необрадиус катки, м/с ходимый угол задачи, град град валков, м Характеристики способа .з 1,0 0,2А 1,0 0,24 • 0 8 5 8 ч 8 1,0 V 0,24 1,0 0,24 15 . 1,0 0,24 20 8 8 8 • Выкрашивание валков Выкрашивание валков Стойкость валков 100 т Стойкость валков 120 т Стойкость валков 120 т 1457259 I Продолжение таблицы 1,0 г о,2k 25 8 1.0 о,2k ЗО • 8 1 о,2k 35 8 1 4 3 Фиг. і А-А подернуто S F 'Фиг.2 5 Стойкость валков 120 т, частые бурения Выбивание выводных проводок Захват отсутствует 1457259 Редактор Г.Иаджарян Составитель Б.Бейнфест Техред А.Кравчук Корректор Б.Гирняк Заказ 159/ДСП Тиразк 296 Подписное ВЕШИЛИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35» Раушская н а б . , д . 4/5 Производственно-издательский комбинат "Патент", г . Ужгород, у л . *•»*•* Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of multistrand rolling
Автори англійськоюHubaidulin Viacheslav Fuatovych, Kukui Davyd Penkhusovych, Kukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Korin Andrii Oleksandrovych, Shulhin Hryhoryi Mytrofanovych
Назва патенту російськоюСпособ многоручьевой прокатки
Автори російськоюГубайдулин Вячеслав Фуатович, Кукуй Давид Пенхусович, Коринь Андрей Александрович, Шульгин Григорий Митрофанович
МПК / Мітки
МПК: B21B 1/02
Мітки: спосіб, прокатки, багатострумкової
Код посилання
<a href="https://ua.patents.su/4-8082-sposib-bagatostrumkovo-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб багатострумкової прокатки</a>
Спосіб багатострумкової прокатки
Номер патенту: 7894
Опубліковано: 26.12.1995
Автори: Столба Володимір Анатолійович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Абалешев Валерій Олександрович, Шум Валентин Борисович, Олексенко Миколай Ільіч, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: багатострумкової, спосіб, прокатки
Формула / Реферат:
Способ миогоручьевой прокатки, включающий циклическую деформацию ряда заготовок последовательно в центрирующем и в многоручьевых калибрах с касанием при захвате в первом многоручьевом калибре по центровочным канавкам раската, отличающийся тем, что, с целью повышения производительности путем повышения стабильности процесса прокатки в первом многоручьевом калибре, после прокатки в центрирующем калибре выдерживают технологическую паузу, по...
Спосіб багатострумкової прокатки

Номер патенту: 7891
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Следнев Володимір Петрович, Арефьєв Артур Юрьєвич, Шульгін Григорій Митрофанович
МПК: B21B 1/02
Мітки: багатострумкової, спосіб, прокатки
Формула / Реферат:
Способ многоручьевой прокатки, включающий последовательное формирование из непрерывнолитого слитка одновременно трех соединенных перемычками заготовок с сосредоточением ликвационной зоны в средней заготовке и обжатие на конечном этапе прокатки только в крайних диагональных ручьях по большей оси поперечного сечения ликвационной зоны, отличающийся тем, что, с целью уве-личения выхода годного, расстояние между участками с наибольшей степенью...
Спосіб багатострумкової прокатки
Номер патенту: 7892
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Шульгін Григорій Митрофанович
МПК: B21B 1/02
Мітки: прокатки, багатострумкової, спосіб
Формула / Реферат:
Способ многоручьевой прокатки, включающий последовательную деформацию заготовки с поэтапным формированием нескольких сопряженных по ширине перемычками прокатных профилей в подготовительном, центрирующем и многоручьевых калибрах и последующее продольное разделение профилей по зонам сопряжения, отличающийся тем, что, с целью повышения технологичности и качества проката путем стабилизации процесса получения сопряженных профилей и размеров...
Спосіб прокатки злитків
Номер патенту: 7900
Опубліковано: 26.12.1995
Автори: Кукуй Давид Пенхусович, Коцегуб Павло Харитонович, Корінь Андрій Олександрович, Хрістиченко Олександр Миколайович, Следнев Володимір Петрович, Шум Валентин Борисович, Светлічний Олексій Васильович, Столба Володимір Анатолійович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: прокатки, злитків, спосіб
Формула / Реферат:
Способ прокатки слитков по авт. св. № 1565551, отличающийся тем, что, с целью увеличения производительности процесса путем исключения пробуксовок валков, после снятия конусности слитка скорость задачи слитка в валки увеличивают в каждом последующем пропуске на величину, равнуюгде 0,1 £ K £ 1;Н0 - высота раската после снятия конусности, мм;Нn - высота раската в данном пропуске, мм.
Спосіб прокатки листів та смуг

Номер патенту: 7898
Опубліковано: 26.12.1995
Автори: Байков Євген Вікторович, Феофілактов Андрій Вікторович, Кліменко Ігор Валентинович, Горелік Вадім Семенович, Мітьєв Анатолій Петрович
МПК: B21B 1/22
Мітки: листів, спосіб, смуг, прокатки
Формула / Реферат:
Способ прокатки листов и полос, включающий прокатку с рассогласованием окружных скоростей рабочих валков в функции вытяжки полосы в каждом проходе, отличающийся тем, что, с целью повышения качества проката за счет шлифования поверхности в процессе прокатки, прокатку производят с пробуксовкой одного из валков.
Попередній патент: Спосіб визначення міцності коксу та пристрій для його здійснення
Наступний патент: Залізнична цистерна для транспортування рідких вантажів
Випадковий патент: Шнековий збагачувальний агрегат литвинових