Спосіб виробництва прокату
Номер патенту: 14763
Опубліковано: 18.02.1997
Автори: Бабіцький Марк Самойлович, Гоцуляк Анатолій Олександрович, Кукуш Сергій Федорович, Булянда Олександр Олексійович, Матросов Юрій Івановіч, Морозов Юрій Дмітрієвіч, Лєвін Димитрій Юрійович, Степаненко Володимир Миколайович, Сахно Валерій Олексійович, Бітков Владімір Ніколаєвіч

Формула / Реферат
1. Способ производства проката, включающий выплавку стали, обработку металла в ковше, разливку, аустенизацию, предварительную и окончательную деформации в реверсивном режиме, окончательное охлаждение, отличающийся тем, что выплавляют сталь следующего химического состава при соотношении ингредиентов, мас.%:
Углерод 0,05-0,3
Марганец 0,3-2,0
Кремний 0,15-1,0
Титан 0,005-0,05
Хром 0,01-0,3
Азот 0,003-0,015
Медь 0,02-0,3
Никель 0,01-0,3
Алюминий 0,005-0,1
Сера 0,005-0,05
Фосфор 0,005-0,05
Железо Остальное,
аустенизацию осуществляют при температуре 1150-1280°С, предварительную деформацию проводят с суммарной степенью обжатия 40-92 % и температурой окончания 900-1100°С, а oкoнчaтeльнyю деформацию проводят с суммарной степенью обжатия 50-70% и температурой окончания 680-1050°С, после чего производят охлаждение проката на воздухе до температуры окружающей среды.
2. Способ по п.1, отличающийся тем, что сталь дополнительно содержит кальций в количестве 0,001-0,01 %, и/или цирконий в количестве 0,001-0,03%, и/или РЗМ в количестве 0,001-0,03%.
3. Способ по пп.1 и 2, отличающийся тем, что после окончательной деформации производят охлаждение проката до температуры 350-600°С с последующим нагревом 880-980°С, выдержкой 0,5-3,5 мин/мм и окончательным охлаждением на воздухе до температуры окружающей среды.
4. Способ по пп.1,2 и 3, отличающийся тем, что после охлаждения проката на воздухе до температуры окружающей среды производят нагрев до температуры 880-980% с выдержкой 1,5-3,5 мин/мм и последующим охлаждением на воздухе до температуры окружающей среды.
5. Способ по пп.1,2 и 3, отличающийся тем, что после охлаждения проката на воздухе производят нагрев до температуры 880-980°с последующей выдержкой 1,5-3,5 мин/мм и охлаждением со скоростью 10,0-60,0 град/сек, затем осуществляют повторный нагрев до температуры 500-750°С с выдержкой 1,0-5,0 мин/мм и последующим охлаждением на воздухе до температуры окружающей среды.
6. Способ по пп.1 и 2, отличающийся тем, что после окончательной деформации производят охлаждение проката со скоростью 1,0-15,0 град/сек до температуры 800-250°С, а затем окончательное охлаждение на воздухе до температуры окружающей среды.
7. Способ по пп.1,2,3 и 4, отличающийся тем, что после нагрева и выдержки проката производят его охлаждение со скоростью 1,0-15,0 град/сек до температуры 650-150°С.
8. Способ по пп.1,2,3,4,б и 7, отличающийся тем, что после окончательной деформации производят охлаждение проката со скоростью 0,5-2,0 град/сек до температуры 600-300°С, а затем охлаждение со скоростью 0,01-0,5 град/сек до температуры 200-20°С.
Текст
Способ относится к области металлургии, конкретнее к производству проката ответственного назначения методом термомеханической обработки. Известен способ производства проката из низколегированных сталей, включающий 'выплавку, внепечную обработку, разливку стали, прокатку, термообработку и окончательное охлаждение (Лейкин И.М. и др. Производство низколегированных сталей. - М.: Металлургия, 1972. - С.153 - 173, 185, 237). Известен также способ производства проката из низколегированных сталей, взятый в качестве прототипа, включающий выплавку стали, обработку металла в ковше, разливку, аустенизацию, предварительную и окончательную деформацию в реверсивном режиме, термообработку и окончательное охлаждение проката (Гладштейн Л.И. и Литвиненко Д.А. Высокопрочная строительная сталь. - М.: Ме таллургия, 1972. - С.48 - 53). Основными недостатками известных способов (аналога и прототипа) являются низкий комплекс свойств получаемого проката, а именно, недостаточный уровень низкотемпературной ударной вязкости и хладостойкости, Технический результат изобретения заключается в повышении комплекса свойств получаемого проката, конкретнее, увеличении показателей низкотемпературной вязкости и хладостойкости при сохранении той же прочности проката. Технический результат достигается тем, что в способе производства проката, включающем выплавку стали, обработку металла в ковше, разливку металла на заготовки, аустенизацию, предварительную и окончательную деформацию в реверсивном режиме и окончательное охлаждение проката, согласно изобретения, выплавляют сталь следующего химического состава при отношении ингредиентов, мас.%: аустенизацию осуществляют при температуре 1150 - 1280°C, предварительную деформацию проводят с суммарной степенью обжатия 40 92% и температурой окончания 900 - 1100°C, а окончательную деформацию проводят с суммарной степенью обжатия 50 - 70°C и температурой окончания 680 - 1050°C, после чего производят охлаждение проката на воздухе до температуры окружающей среды. Кроме того, сталь дополнительно содержит кальций в количестве 0,001 - 0,01% и/или ванадий в количестве 0,03 - 0,12%, и/или в количестве 0,005 - 0,07%, и/или цирконий в количестве 0,001 0,03%, и/или РЗМ в количестве 0,001 - 0,03%. Кроме того, после окончательной деформации производят охлаждение проката до температуры 350 - 600°C с последующим нагревом до температуры 880 - 980°C, выдержкой 0,5 - 3,5мин/мм и окончательным охлаждением на воздухе до температуры окружающей среды. Кроме того, после охлаждения проката на воздухе до температуры окружающей среды производят нагрев до температуры 880 - 980°C с выдержкой 1,5 - 3,5мин/мм и последующим охлаждением на воздухе до температуры окружающей среды. Кроме того, после охлаждения проката на воздухе до температуры окружающей среды производят нагрев до температуры 880 - 980°C с последующей выдержкой 1,5 - 3,5мин/мм и охлаждением со скоростью 10,0 - 60,0град/с, а затем осуществляют повторный нагрев до температуры 500 - 750°C с выдержкой 1,0 5,0мин/мм и охлаждением на воздухе до температуры окружающей среды. Кроме того, после окончательной деформации производят охлаждение проката со скоростью 1,0 - 15,0град/с до температуры 800 250°C, а затем окончательное охлаждение на воздухе до температуры окружающей среды. Кроме того, после нагрева и выдержки проката производят его охлаждение со скоростью 1,0 - 15,0град/с до температуры 650 - 150°C. Кроме того, после окончательной деформации производят охлаждение проката со скоростью 0,5 - 2,0град/с до температуры 600 300°C, а затем охлаждение со скоростью 0,01 0,5град/с до температуры 200 - 20°C. Экспериментально установлено, что выбранные параметры режимов прокатки, термообработки и составов стали обеспечивают получение проката с высокой низкотемпературной вязкостью и хладостойкостью металла при сохранении высокой прочности. Пример осуществления способа. Выплавляют сталь в 350т кислородном конвертере с верхним литьем следующего химического состава, мас.%: Сталь может дополнительно содержать, мас.%: кальций - 0,005, и/или ванадий -0,08, и/или ниобий - 0,03, и/или цирконий - 0,015, и/или РЗМ 0,015. После выпуска металла из конвертора проводят внепечную обработку в ковше продувкой аргоном при температуре 1580 1600°C в течение 10мин. Затем подают металл в промежуточный ковш и далее в кристаллизатор сечением 300 ´ 1850мм. Линейная скорость разливки 0,8м/мин при температуре металла в промежуточном ковше 1525 - 1540°C. Разливку осуществляют через погружной разливочный стакан. Зеркало металла в кристаллизаторе защищают шлаковой смесью. Формирующийся слиток охлаждают водовоздушной смесью, режут на мерные заготовки и производят окончательное охлаждение до температуры окружающей среды. Затем заготовки подвергают аустенизации при температуре 1200°C с продолжительностью нагрева 4ч. После аустенизации проводят предварительную деформацию с суммарной степенью обжатия 60% за 7 проходов с температурой окончания 1000°C. Окончательную деформацию заготовки проводят с суммарной степенью обжатия 60% и температурой окончания 800°C. После окончания процесса деформации производят охлаждение проката на воздухе до температуры окружающей среды, т.е. до цеховой температуры. Предлагаемый способ производства проката имеет несколько вариантов осуществления. Вариант 2. Возможно, после окончательной деформации производить охлаждение проката до температуры 500°C с последующим нагревом 900°C, выдержкой 2,0мин/мм и окончательным охлаждением на воздухе до цеховой температуры. Вариант 3. Можно также, после окончательной деформации и охлаждения проката до температуры окружающей среды, а также выполнения технологии по второму варианту производить нагрев проката до температуры 900°C выдержкой 2,5мин/мм и последующим охлаждением на воздухе до цеховой температуры. Вариант 4. Также возможно, выполняя технологию по вариантам 1 и 2 дополнительно производить нагрев до температуры 900°C с последующей выдержкой 2,5мин и охлаждением со скоростью 35град/с водой или водовоздушной смесью, а затем производить повторный нагрев до температуры 600°C с выдержкой 3,0мин и окончательным охлаждением на воздухе до цеховой температуры. Вариант 5. Кроме того, можно после проведения окончательной деформации производить охлаждение проката со скоростью 8град/с до температуры 500°C, а затем окончательное охлаждение до цеховой температуры. Вариант 6. Возможно также, после выполнения операций по вариантам 1, 2 и 3 дополнительно проводить охлаждение проката со скоростью 8,0град/с до температуры 400°C, а затем окончательное охлаждение на воздухе до цеховой температуры. Вариант 7. Последний вариант заключается в том, что после выполнения операций по вариантам 1, 2, 3, 5 и 6 можно проводить дополнительное охлаждение проката со скоростью 1,0град/с до температуры 450°C, а затем последующее охлаждение со скоростью 0,2град/с до температуры 100°C и окончательное охлаждение проката по цеховой температуре. Использование предлагаемого способа производства проката позволяет повысить показатель низкотемпературной вязкости КСУ 20°C с 60дж/см 2 до 120дж/см 2, а хладостойкость, т.е. переходная по доле вязкости состава в изломе равной 50% поднять с 10 до (-20 ... -60)°C при сохранении временного сопротивления на уровне 560 - 620н/мм.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolled metal production
Автори англійськоюBulianda Oleksandr Oleksiiovych, Sakhno Valerii Oleksiiovych, Babitskyi Mark Samoilovych, Matrosov Yurii Ivanovich, Morozov Yurii Dmitriievich, Stepanenko Volodymyr Mykolaiovych, Kukush Serhii Fedorovych, Hotsuliak Anatolii Oleksandrovych, Lievin Dymytrii Yuriiovych, Bitkov Vladimir Nikolaievich
Назва патенту російськоюСпособ производства проката
Автори російськоюБулянда Александр Алексеевич, Сахно Валерий Алексеевич, Бабицький Марк Самойлович, Матросов Юрий Иванович, Морозов Юрий Дмитриевич, Степаненко Владимир Николаевич, Кукуш Сергей Федорович, Гоцуляк Анатолий Александрович, Левин Димитрий Юриевич, Битков Владимир Николаевич
МПК / Мітки
Мітки: виробництва, спосіб, прокату
Код посилання
<a href="https://ua.patents.su/2-14763-sposib-virobnictva-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва прокату</a>
Спосіб обробки стального прокату

Номер патенту: 4887
Опубліковано: 28.12.1994
Автор: Макс Айхер
МПК: C23F 15/00, B21B 45/02
Мітки: обробки, стального, спосіб, прокату
Формула / Реферат:
1. Способ обработки стального проката, преимущественно арматурной стали, проволоки, включающий удаление окалины с проката, поступающего с прокатного нагрева после деформации, нанесение покрытия из цветного металла, предпочтительно цинка, отличающийся тем, что, с целью повышения коррозионной стойкости, непосредственно после удаления окалины осущeствляют непрерывное охлаждение поверхности проката до температур нанесения покрытия ниже 6000С,...
Спосіб виготовлення термічно-зміцненого прокату із низьковуглецевої та низьколегованої сталі
Номер патенту: 5308
Опубліковано: 28.12.1994
Автори: Черненко Валерій Тарасович, Костюченко Михайло Іванович, Нечепоренко Володимир Андрійович, Гунькін Ігор Олександрович, Нечепоренко Анатолій Петрович, Худик Валер'ян Тарасович, Івченко Олександр Васильович, Кокшаров Олександр Миколайович
Мітки: низьковуглецевої, прокату, термічно-зміцненого, виготовлення, сталі, низьколегованої, спосіб
Формула / Реферат:
Способ изготовления термически упрочненного проката из низкоуглеродистой и низколегированной стали, включающий нагрев заготовки, горячую прокатку, охлаждение со скоростью больше критической до заданной температуры через 0,1-0,15 с после выхода проката из последней клети стана, порезку на мерные длины и повторное охлаждение со скоростью больше критической через 0,1-0,3 с после порезки, отличающийся тем, что охлаждение после горячей прокатки...
Спосіб термічного зміцнення прокату
Номер патенту: 11862
Опубліковано: 25.12.1996
Автори: Нечепоренко Анатолій Петрович, Тільга Степан Сергійович, Натапов Аркадій Соломонович, Івченко Олександр Васильович, Баскін Семен Леонідович, Гермашев Анатолій Федорович, Левченко Лев Назарович, Зборовський Леонід Олександрович, Мадатян Сергій Ашотович, Худик Юрій Тарасович, Суріков Ігор Миколайович
Мітки: термічного, зміцнення, прокату, спосіб
Формула / Реферат:
Способ термического упрочнения проката, преимущественно сортового, включающий аустенизацию заготовки, прокатку, ускоренное охлаждение на отводящем рольганге, деформацию при смотке и охлаждение на воздухе, отличающийся тем, что, с целью повышения конструктивной прочности при максимальном выходе годного проката, охлаждение ведут со скоростью выше критической до температуры самоотпуска 560-660°С и деформируют изгибом и продольным кручением со...
Спосіб термічної обробки рухомого прокату
Номер патенту: 11750
Опубліковано: 25.12.1996
Автори: Максимов Олександр Борисович, Дубиня Олександр Андрійович, Пілюшенко Віталій Лаврентьович, Подгайський Михайло Серафимович, Наливайченко Тетяна Михайлівна, Дмитриєв Василь Дмитрович
Мітки: рухомого, обробки, спосіб, прокату, термічної
Формула / Реферат:
Способ термической обработки движущегося проката, преимущественно листа и полосы, включающий нагрев до температуры свыше Ас3 и охлаждение с чередованием воды и воздуха, отличающийся тем, что, с целью сокращения длительности обработки и повышения ударной вязкости металла, прокат в периоды охлаждения на воздухе подвергают изгибным знакопеременным пластическим деформациям.
Спосіб термічного зміцнення прокату
Номер патенту: 2216
Опубліковано: 26.12.1994
Автори: Худик Юрій Тарасович, Костюченко Михайло Іванович, Худик Валер'ян Тарасович, Нечепоренко Володимир Андрійович, Приходько Євгенія Валер'янівна, Гунькін Ігор Олександрович, Нечепоренко Анатолій Петрович, Рибалка Віктор Федорович, Костирко Сергій Андрійович, Івченко Олександр Васильович
Мітки: спосіб, прокату, термічного, зміцнення
Формула / Реферат:
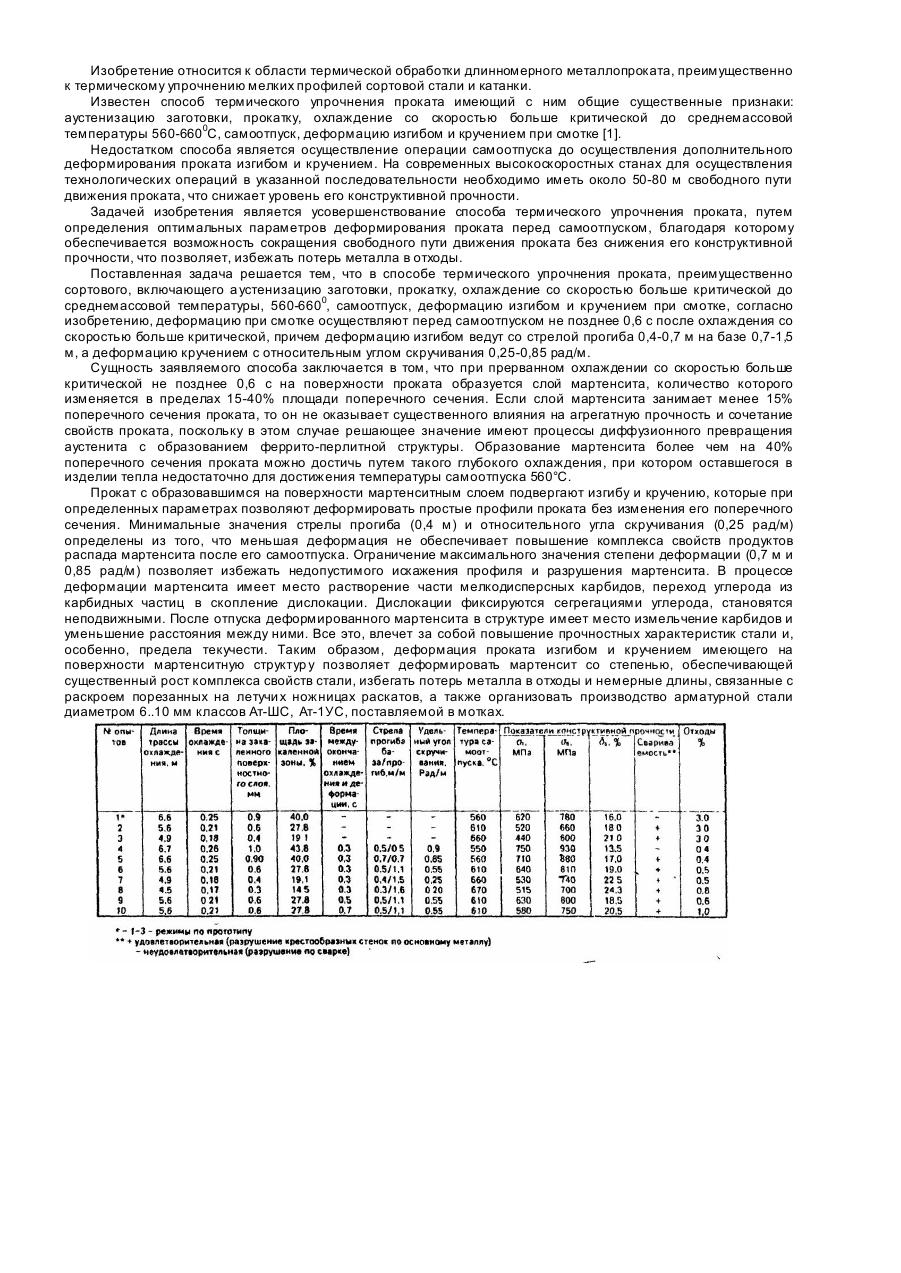
Способ термического упрочнения проката, преимущественно сортового, включающий аустенизацмю заготовки, прокатку, охлаждение со скоростью больше критической до среднемассовой температуры, 560-6600С, самоотпуск, деформацию изгибом и кручением при смотке, отличающийся тем, что деформацию при смотке осуществляют перед самоотпуском не позднее 0,6 с после охлаждения со скоростью больше критической, причем деформацию изгибом ведут со стрелой прогиба...
Попередній патент: Спосіб виявлення субаквальних горизонтів прісних підземних вод
Наступний патент: Спосіб екстрагування з твердого тіла
Випадковий патент: Контейнер для продуктів медико-санітарного призначення