Спосіб лазерної обробки і вимірювання температури сплавів
Формула / Реферат
Способ лазерной обработки и измерений температуры сплавов, включающий облучение лазером сплава, измерения пирометром яркостных температур зоны лазерного воздействия с учетом отсаженного лазерного излучения и без него и температуры излучения лазера с последующим расчетом действительной температуры по результатам этих трех измерений, отличающийся тем, что луч лазера направляют на сплав под углом 70 - 80° к нормали к обрабатываемой поверхности, при этом пирометр визируют на зону лазерного воздействия зеркально симметрично относительно лазера также под углом 70 - 80°, причем для измерений между пирометром и термометрируемой зоной лазерного воздействия вводят первый светофильтр, ширина полосы пропускания которого не меньше ширины спектра выходного излучения лазера, а длина волны максимума пропускания равна длине волны лазерного излучения и измеряют яркостную температуру зоны лазерного воздействия с учетом отраженного лазерного излучения; затем первый светофильтр заменяют вторым светофильтром, имеющим такие же ширину полосы и коэффициент пропускания, а длину волны максимума пропускания, равную сумме или разности длины волны лазерного излучения и ширины полосы пропускания и измеряют яркостную температуру зоны без отраженного лазерного излучения; затем в луч лазера вводят ответвитель лазерного излучения и первый светофильтр и измеряют температуру излучения лазера.
Текст
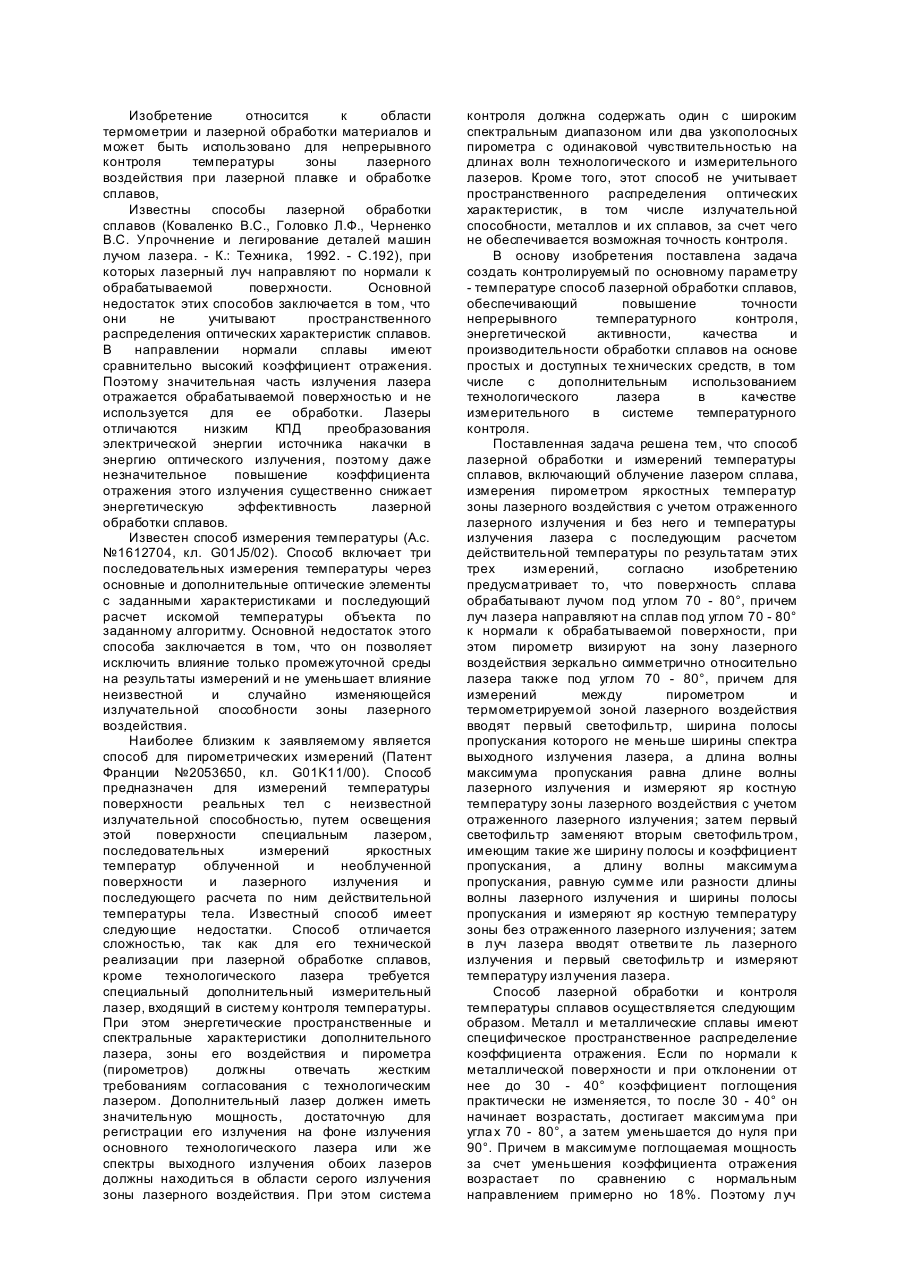
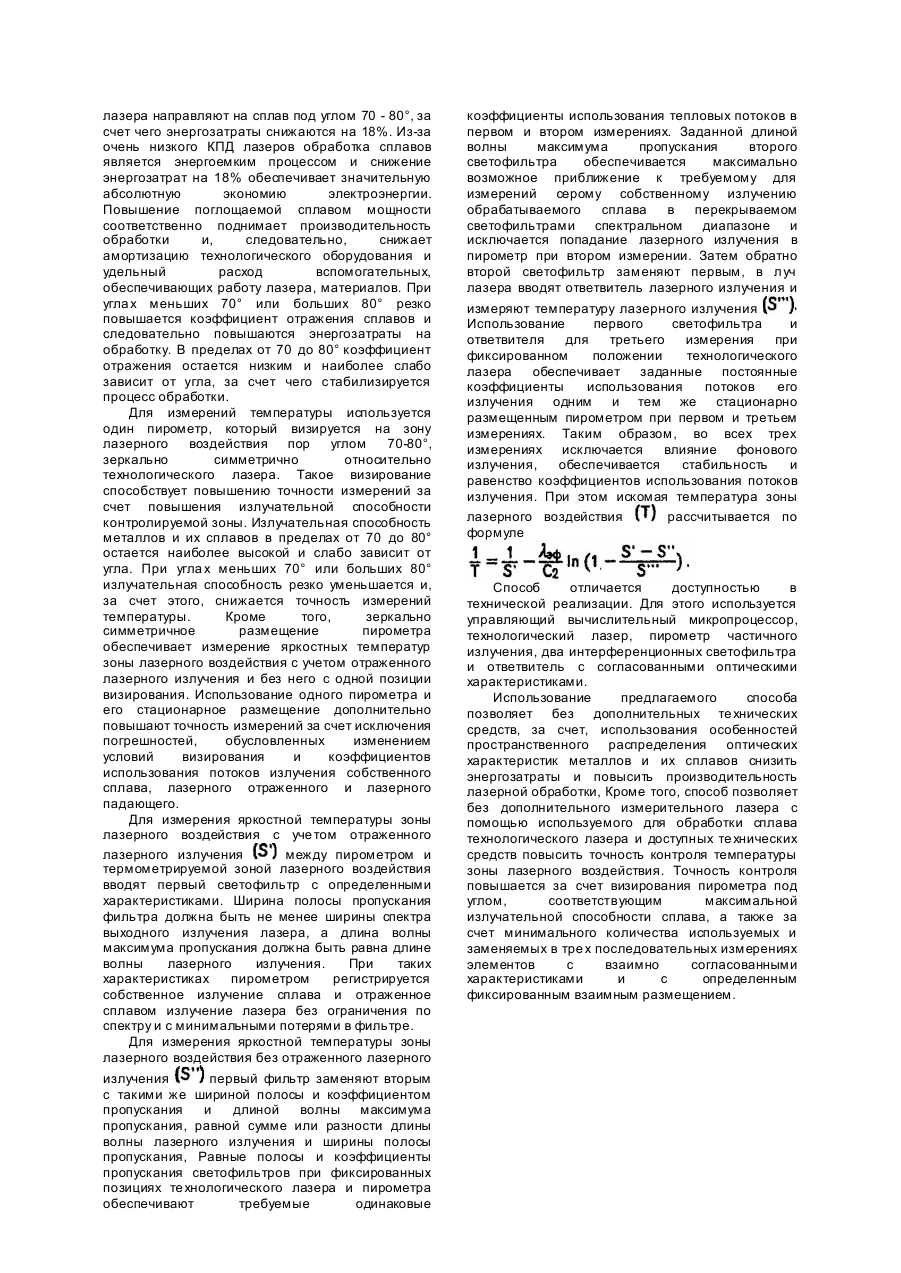
Изобретение относится к области термометрии и лазерной обработки материалов и может быть использовано для непрерывного контроля температуры зоны лазерного воздействия при лазерной плавке и обработке сплавов, Известны способы лазерной обработки сплавов (Коваленко B.C., Головко Л.Ф., Черненко B.C. Упрочнение и легирование деталей машин лучом лазера. - К.: Техника, 1992. - С.192), при которых лазерный луч направляют по нормали к обрабатываемой поверхности. Основной недостаток этих способов заключается в том, что они не учитывают пространственного распределения оптических характеристик сплавов. В направлении нормали сплавы имеют сравнительно высокий коэффициент отражения. Поэтому значительная часть излучения лазера отражается обрабатываемой поверхностью и не используется для ее обработки. Лазеры отличаются низким КПД преобразования электрической энергии источника накачки в энергию оптического излучения, поэтому даже незначительное повышение коэффициента отражения этого излучения существенно снижает энергетическую эффективность лазерной обработки сплавов. Известен способ измерения температуры (А.с. №1612704, кл. G01J5/02). Способ включает три последовательных измерения температуры через основные и дополнительные оптические элементы с заданными характеристиками и последующий расчет искомой температуры объекта по заданному алгоритму. Основной недостаток этого способа заключается в том, что он позволяет исключить влияние только промежуточной среды на результаты измерений и не уменьшает влияние неизвестной и случайно изменяющейся излучательной способности зоны лазерного воздействия. Наиболее близким к заявляемому является способ для пирометрических измерений (Патент Франции №2053650, кл. G01K11/00). Способ предназначен для измерений температуры поверхности реальных тел с неизвестной излучательной способностью, путем освещения этой поверхности специальным лазером, последовательных измерений яркостных температур облученной и необлученной поверхности и лазерного излучения и последующего расчета по ним действительной температуры тела. Известный способ имеет следующие недостатки. Способ отличается сложностью, так как для его технической реализации при лазерной обработке сплавов, кроме технологического лазера требуется специальный дополнительный измерительный лазер, входящий в систему контроля температуры. При этом энергетические пространственные и спектральные характеристики дополнительного лазера, зоны его воздействия и пирометра (пирометров) должны отвечать жестким требованиям согласования с технологическим лазером. Дополнительный лазер должен иметь значительную мощность, достаточную для регистрации его излучения на фоне излучения основного технологического лазера или же спектры выходного излучения обоих лазеров должны находиться в области серого излучения зоны лазерного воздействия. При этом система контроля должна содержать один с широким спектральным диапазоном или два узкополосных пирометра с одинаковой чувствительностью на длинах волн технологического и измерительного лазеров. Кроме того, этот способ не учитывает пространственного распределения оптических характеристик, в том числе излучательной способности, металлов и их сплавов, за счет чего не обеспечивается возможная точность контроля. В основу изобретения поставлена задача создать контролируемый по основному параметру - температуре способ лазерной обработки сплавов, обеспечивающий повышение точности непрерывного температурного контроля, энергетической активности, качества и производительности обработки сплавов на основе простых и доступных те хнических средств, в том числе с дополнительным использованием технологического лазера в качестве измерительного в системе температурного контроля. Поставленная задача решена тем, что способ лазерной обработки и измерений температуры сплавов, включающий облучение лазером сплава, измерения пирометром яркостных температур зоны лазерного воздействия с учетом отраженного лазерного излучения и без него и температуры излучения лазера с последующим расчетом действительной температуры по результатам этих трех измерений, согласно изобретению предусматривает то, что поверхность сплава обрабатывают лучом под углом 70 - 80°, причем луч лазера направляют на сплав под углом 70 - 80° к нормали к обрабатываемой поверхности, при этом пирометр визируют на зону лазерного воздействия зеркально симметрично относительно лазера также под углом 70 - 80°, причем дляизмерений между пирометром и термометрируемой зоной лазерного воздействия вводят первый светофильтр, ширина полосы пропускания которого не меньше ширины спектра выходного излучения лазера, а длина волны максимума пропускания равна длине волны лазерного излучения и измеряют яр костную температуру зоны лазерного воздействия с учетом отраженного лазерного излучения; затем первый светофильтр заменяют вторым светофильтром, имеющим такие же ширину полосы и коэффициент пропускания, а длину волны максимума пропускания, равную сумме или разности длины волны лазерного излучения и ширины полосы пропускания и измеряют яр костную температуру зоны без отраженного лазерного излучения; затем в луч лазера вводят ответви те ль лазерного излучения и первый светофильтр и измеряют температуру излучения лазера. Способ лазерной обработки и контроля температуры сплавов осуществляется следующим образом. Металл и металлические сплавы имеют специфическое пространственное распределение коэффициента отражения. Если по нормали к металлической поверхности и при отклонении от нее до 30 - 40° коэффициент поглощения практически не изменяется, то после 30 - 40° он начинает возрастать, достигает максимума при угла х 70 - 80°, а затем уменьшается до нуля при 90°. Причем в максимуме поглощаемая мощность за счет уменьшения коэффициента отражения возрастает по сравнению с нормальным направлением примерно но 18%. Поэтому луч лазера направляют на сплав под углом 70 - 80°, за счет чего энергозатраты снижаются на 18%. Из-за очень низкого КПД лазеров обработка сплавов является энергоемким процессом и снижение энергозатрат на 18% обеспечивает значительную абсолютную экономию электроэнергии. Повышение поглощаемой сплавом мощности соответственно поднимает производительность обработки и, следовательно, снижает амортизацию технологического оборудования и удельный расход вспомогательных, обеспечивающих работу лазера, материалов. При угла х меньших 70° или больших 80° резко повышается коэффициент отражения сплавов и следовательно повышаются энергозатраты на обработку. В пределах от 70 до 80° коэффициент отражения остается низким и наиболее слабо зависит от угла, за счет чего стабилизируется процесс обработки. Для измерений температуры используется один пирометр, который визируется на зону лазерного воздействия пор углом 70-80°, зеркально симметрично относительно технологического лазера. Такое визирование способствует повышению точности измерений за счет повышения излучательной способности контролируемой зоны. Излучательная способность металлов и их сплавов в пределах от 70 до 80° остается наиболее высокой и слабо зависит от угла. При угла х меньших 70° или больших 80° излучательная способность резко уменьшается и, за счет этого, снижается точность измерений температуры. Кроме того, зеркально симметричное размещение пирометра обеспечивает измерение яркостных температур зоны лазерного воздействия с учетом отраженного лазерного излучения и без него с одной позиции визирования. Использование одного пирометра и его стационарное размещение дополнительно повышают точность измерений за счет исключения погрешностей, обусловленных изменением условий визирования и коэффициентов использования потоков излучения собственного сплава, лазерного отраженного и лазерного падающего. Для измерения яркостной температуры зоны лазерного воздействия с уче том отраженного лазерного излучения между пирометром и термометрируемой зоной лазерного воздействия вводят первый светофильтр с определенными характеристиками. Ширина полосы пропускания фильтра должна быть не менее ширины спектра выходного излучения лазера, а длина волны максимума пропускания должна быть равна длине волны лазерного излучения. При таких характеристиках пирометром регистрируется собственное излучение сплава и отраженное сплавом излучение лазера без ограничения по спектру и с минимальными потерями в фильтре. Для измерения яркостной температуры зоны лазерного воздействия без отраженного лазерного излучения первый фильтр заменяют вторым с такими же шириной полосы и коэффициентом пропускания и длиной волны максимума пропускания, равной сумме или разности длины волны лазерного излучения и ширины полосы пропускания, Равные полосы и коэффициенты пропускания светофильтров при фиксированных позициях те хнологического лазера и пирометра обеспечивают требуемые одинаковые коэффициенты использования тепловых потоков в первом и втором измерениях. Заданной длиной волны максимума пропускания второго светофильтра обеспечивается максимально возможное приближение к требуемому для измерений серому собственному излучению обрабатываемого сплава в перекрываемом светофильтрами спектральном диапазоне и исключается попадание лазерного излучения в пирометр при втором измерении. Затем обратно второй светофильтр заменяют первым, в луч лазера вводят ответвитель лазерного излучения и измеряют температуру лазерного излучения Использование первого светофильтра и ответвителя для третьего измерения при фиксированном положении технологического лазера обеспечивает заданные постоянные коэффициенты использования потоков его излучения одним и тем же стационарно размещенным пирометром при первом и третьем измерениях. Таким образом, во всех трех измерениях исключается влияние фонового излучения, обеспечивается стабильность и равенство коэффициентов использования потоков излучения. При этом искомая температура зоны лазерного воздействия рассчитывается по формуле Способ отличается доступностью в технической реализации. Для этого используется управляющий вычислительный микропроцессор, технологический лазер, пирометр частичного излучения, два интерференционных светофильтра и ответвитель с согласованными оптическими характеристиками. Использование предлагаемого способа позволяет без дополнительных те хнических средств, за счет, использования особенностей пространственного распределения оптических характеристик металлов и их сплавов снизить энергозатраты и повысить производительность лазерной обработки, Кроме того, способ позволяет без дополнительного измерительного лазера с помощью используемого для обработки сплава технологического лазера и доступных те хнических средств повысить точность контроля температуры зоны лазерного воздействия. Точность контроля повышается за счет визирования пирометра под углом, соответствующим максимальной излучательной способности сплава, а также за счет минимального количества используемых и заменяемых в тре х последовательных измерениях элементов с взаимно согласованными характеристиками и с определенным фиксированным взаимным размещением.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for laser processing and measurement of temperature of alloy
Автори англійськоюZhukov Leonid Fedorovych
Назва патенту російськоюСпособ лазерной обработки и измерения температуры сплавов
Автори російськоюЖуков Леонид Федорович
МПК / Мітки
МПК: B23K 26/00, G01J 5/60
Мітки: вимірювання, спосіб, обробки, сплавів, температури, лазерної
Код посилання
<a href="https://ua.patents.su/2-17385-sposib-lazerno-obrobki-i-vimiryuvannya-temperaturi-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб лазерної обробки і вимірювання температури сплавів</a>
Спосіб лазерної обробки
Номер патенту: 6241
Опубліковано: 29.12.1994
Автори: Пархоменко Юрій Миколайович, Галич Григорій Андрійович, Кравченко Вілен Йосипович
МПК: B23K 26/02, B23K 26/00
Мітки: обробки, спосіб, лазерної
Формула / Реферат:
1. Способ лазерной обработки, при котором в зону обработки направляют лазерное излучение с изменяющейся длиной волны, которое фокусируют оптической системой с хроматический аберрацией положения фокуса, отличающийся тем, что, с целью повышения производительности, точности и снижения энергозатрат, изменение длины волны излучения осуществляют, уменьшая ее, а для фокусировки излучения используют оптическую систему с положительной хроматической...
Пристрій для лазерної обробки деталей із скла
Номер патенту: 12913
Опубліковано: 28.02.1997
Автори: Матвіішин Галина Любомирівна, Дутка Ігор Іванович, Дорош Ігор Романович
МПК: C03B 23/00
Мітки: лазерної, деталей, пристрій, скла, обробки
Формула / Реферат:
Устройство для лазерной обработки деталей из стекла, содержащее лазеры с невидимым и видимым излучениями, расположенные так, что оси из лучей пересекаются, сферическое зеркало и пластину, прозрачную для невидимого и отражающую видимое излучение, расположенную в точке пересечения лучей лазеров таким образом, что ось отраженного луча видимого излучения совпадает с осью прошедшего через пластину луча невидимого излучения, отличающееся тем, что...
Спосіб визначення оптимальної температури нагріву під загартування титанових сплавів
Номер патенту: 1306
Опубліковано: 25.03.1994
Автори: Гріднев Віталій Никифорович, Марковський Павло Євгенович, Ошкадьоров Станіслав Петрович, Теруков Андрій Вікторович, Івасишин Орест Михайлович
МПК: C22F 1/18
Мітки: нагріву, визначення, оптимальної, температури, титанових, загартування, спосіб, сплавів
Формула / Реферат:
Способ определения оптимальной температуры нагрева под закалку титановых сплавов, включающий измерение температуры полиморфного превращения закаливаемого сплава и выбор тсмпературы закалки в зависимости от температуры полиморфного превращения и скорости нагрета, отличающийся тем, что, с целью повышения достоверности определения за счет уменьшения разброса свойств, дополнительно определяют сруктурный параметр а, равный средней толщине частин...
Спосіб термічної обробки алюмінієвих сплавів
Номер патенту: 3716
Опубліковано: 27.12.1994
Автори: Половнєва Світлана Прохорівна, Дробязін Володимир Миколайович
МПК: C22F 1/04
Мітки: обробки, спосіб, термічної, сплавів, алюмінієвих
Формула / Реферат:
Способ термической обработки алюминиевых сплавов, включающий закалку, гамма-облучение и старение, отличающийся тем, что, с целью повышения коррозионной стойкости и прочности, после закалки проводят выдержку при температуре жидкого азота, гамма-облучение осуществляют дозой 5-10-5-10 рад при 48-50°С, старение проводят при 48-50 С.
Спосіб термічної обробки двофазних титанових сплавів мартенситного класу
Номер патенту: 1305
Опубліковано: 25.03.1994
Автори: Брун Морис Якович, Годін Наум Львович, Смирнов Олексій Михайлович, Варфоломієва Людмила Василівна, Марковський Павло Євгенович, Гріднев Віталій Никифорович, Свечников Василь Львович, Єлагина Людмила Олександрівна, Івасишин Орест Михайлович, Ошкадьоров Станіслав Петрович
МПК: C22F 1/18
Мітки: спосіб, класу, сплавів, термічної, титанових, обробки, мартенситного, двофазних
Формула / Реферат:
Способ термической обработки двухфазных титановых сплавов мартснситного класса, включающий нагрев под закалку до температуры на 10— 30 °C выше температуры полиморфного превращения, охлаждение до комнатной температуры и отжиг, отличающийся тем, что, с целью повышения уровня механических свойств путем преобразования пластинчатой структуры в глобулярную, нагрев под закалку проводят со скоростью ...
Попередній патент: Дренаж багатоканальний профільний
Наступний патент: Пристрій для прискорення тіл
Випадковий патент: Пристрій для свердління наскрізних отворів