Спосіб лиття виробів
Номер патенту: 18193
Опубліковано: 01.07.1997
Автори: Лихошва Валерій Петрович, Семенцев Олександр Михайлович, Таранов Михайло Іванович, Кочегура Наталія Михайлівна, Марковський Євген Адамович
Формула / Реферат
Способ литья изделий с использованием комбинированной схемы нагрева, включающий расплавление шихты, перегрев поверхностного слоя металла, многоцикловую гомогенизирующую обработку расплава и заливку его в форму, отличающийся тем, что перегрев поверхностного слоя расплава до температуры гомогенизации осуществляют лучом лазера, принудительно перемешивая металл пропускают его через зону обработки, а кратность обработки определяют по формуле
где n - кратность обработки;
Q - объем расплава [м3];
S - площадь поверхности расплава [м2];
V - линейная скорость движения расплава [м/с];
t - время обработки [с];
К - коэффициент, равный отношению толщины обрабатываемого слоя d к высоте металла в тигле Н.
Текст
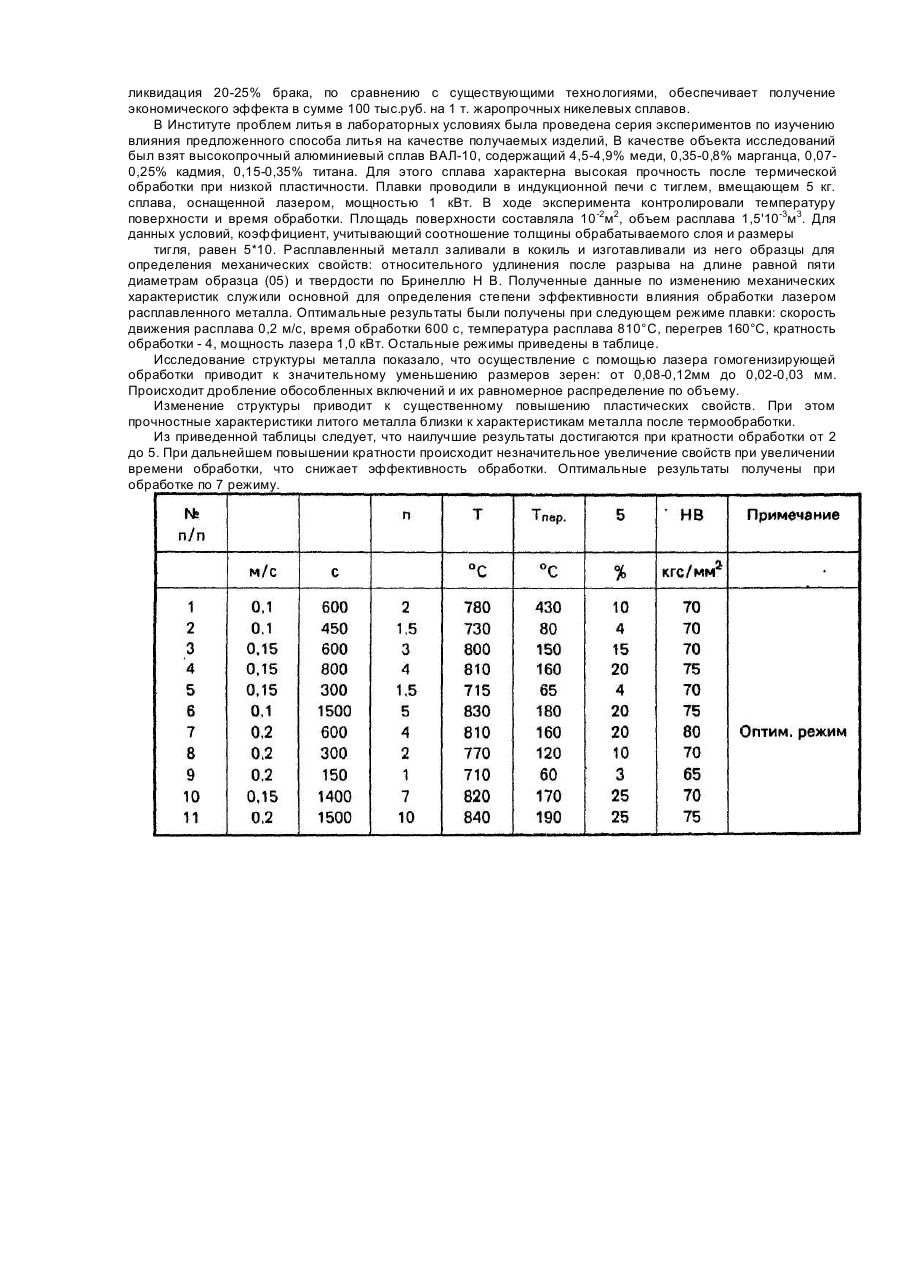
Предлагаемое изобретение относится к металлургии и литейному производству изделий из конструкционных литейных сплавов включая жаропрочные на никелевой основе. Известны способы плавки сплавов с перегревом до температуры гомогенизации, что обеспечивает улучшение свойств материалов и характеристик получаемых из них изделий (Баум Б.А. и др. Жидкая сталь. М., Металлургия, 1984, с. 210). В некоторых способах применяют комбинированный нагрев. Кроме электродугового и индукционного нагрева используют для рафинирования металла электронный луч. Известен способ выплавки легируемых сталей и сплавов (авт. св. №768821, кл. С 21 С 5/52, 1978), при котором весь расплав нагревают до температуры 1,20-1,35 ТЛик, охлаждают его в печи до температуры на 30150°С выше Тлик и выдерживают при этих температурах 20-60 мин. Недостатком данного способа является перегрев всего объема металла в плавильной емкости, что обусловливает активное взаимодействие расплава с футеровкой печи и загрязнение его неметаллическими включениями, приводящее к ухудшению его качества и снижению физико-механических свойств литых изделий, причем использование циклического режима нагрева незначительно уменьшает указанное взаимодействие металла и огнеупоров. Кроме того, применяемые в способе интервалы перегрева не обеспечивают достижения оптимальной степени гомогенизации, 1 количество циклов перегрева ограничено. Это приводит к тому, что получаемое повышение качества металла нестабильно, а иногда и вовсе отсутствует. Наиболее близким к предлагаемому является способ комбинированной выплавки сплавов (положительное решение по заявке № 4948702/02 от 30.04.91), предусматривающий перегрев расплава за счет индукционного нагрева до 1,20-1,35 Тлик, охлаждение и до I 1,05-1,1 Тлик и повторный нагрев электронным лучом до температуры 1,20-1,35 Тлик локально, в зоне фокального пятна электронного луча, при этом время воздействия определяют по приведенной формуле ί где пкр - кратность высокотемпературной обработки, W - объем расплава в тигле [м ]; С - объемная теплоемкость расплава [дж/м3К]; DΤ - температура перегрева в фокальном пятне [К];. Ρ - мощность электронного луча [Вт], а кратность повторного перегрева равна 2-5 при температуре в фокальном пятне 0,10,2 Тлик. Основными недостатками данного способа является следующее. Перегрев всего объема расплава за счет индукционного нагрева приводит к взаимодействию металла с футеровкой и загрязнению неметаллическими включениями, ухудшающими физико-механические свойства литых изделий. Жесткая зависимость времени нагрева от мощности электронного луча, которая в свою очередь связана с мощностью индукционного нагрева, затрудняет поддержание и регулирование температурно-временного режима обработки. Следствием этого является недостаточная гомогенизация расплава и снижение качества металла. Повторный перегрев расплава выше Т ГОм. за счет индукционного нагрева приводит к большему расходу электроэнергии по сравнению с лазерным нагревом, в связи с тем, что он является рассредоточенным и сопровождается большими потерями, чем нагрев лазером - концентрированным источником. В основу данного изобретения поставлена задача создания способа литья изделий, в котором в результате гомогенизирующего перегрева поверхностного слоя расплава лучом лазера обеспечивается устранение химической неоднородности и за счет этого повышается качество изделий. По сравнению с прототипом отсутствует прямая жесткая взаимосвязь между мощностью источника нагрева и временем обработки, благодаря чему можно строго регламентировать параметры многоцикловой гомогенизирующей обработки. В результате обработки происходит дробление и разрушение эвтектики и вторичных фаз, структура отличается мелким зерном и мелкодисперсностью фаз, имеющих глобулярную форму. Благодаря этому устраняется химическая неоднородность и обеспечивается повышение физикомеханических свойств металла. Сущность изобретения достигается тем, что после индукционного нагрева расплава до Т= 1,05-1,10 Тлик. обработку до температур, превышающих температуру гомогенизации, осуществляют лучом лазера. При этом обрабатывается только приповерхностный слой, а гомогенизация всего объема расплава достигается за счет его перемешивания и последовательного прохождения через зону лазерного воздействия. Кратность обработки, в данном случае, определяют по формуле где К - коэффициент равный отношению толщины обрабатываемого слоя к высоте металла в тигле; S [м2] - площадь поверхности расплава; V [м/с] - линейная скорость прохождения металла через зону воздействия луча лазера; t [с] - время обработки; Q [м3] - объем расплава. Сущность описываемого способа заключается в следующем. С помощью индукционного нагрева доводят температуру расплава до Т=1,05-1,10 Тлик. и поддерживают ее во всем объеме на данном уровне. При этом осуществляется электромагнитное перемешивание расплава. Для обеспечения его гомогенизации (устранения химической неоднородности), рафинирования и получения новых структурных фаз, получаемых только в результате волновых эффектов, используется лазерный луч. При этом нет необходимости перегревать весь объем металла. Мощность лазера поддерживается на таком уровне, чтобы до Тгом. перегревался только поверхностный слой, который постоянно обновляется в результате активного конвективного и электромагнитного перемешивания расплава, благодаря чему через зону обработки последовательно проходит весь металл. Таким образом обеспечивается высокое качество литых изделий за счет строгой регламентации многоцикловой обработки, устраняющей химическую неоднородность и рафинирующего воздействия лазерного луча. При этом в связи с тем, что отпадает необходимость перегрева всего объема расплава достигается экономия 15-20% электроэнергии. Получаемая ликвидация 20-25% брака, по сравнению с существующими технологиями, обеспечивает получение экономического эффекта в сумме 100 тыс.руб. на 1 т. жаропрочных никелевых сплавов. В Институте проблем литья в лабораторных условиях была проведена серия экспериментов по изучению влияния предложенного способа литья на качестве получаемых изделий, В качестве объекта исследований был взят высокопрочный алюминиевый сплав ВАЛ-10, содержащий 4,5-4,9% меди, 0,35-0,8% марганца, 0,070,25% кадмия, 0,15-0,35% титана. Для этого сплава характерна высокая прочность после термической обработки при низкой пластичности. Плавки проводили в индукционной печи с тиглем, вмещающем 5 кг. сплава, оснащенной лазером, мощностью 1 кВт. В ходе эксперимента контролировали температуру поверхности и время обработки. Площадь поверхности составляла 10 -2м2, объем расплава 1,5'10-3м3. Для данных условий, коэффициент, учитывающий соотношение толщины обрабатываемого слоя и размеры тигля, равен 5*10. Расплавленный металл заливали в кокиль и изготавливали из него образцы для определения механических свойств: относительного удлинения после разрыва на длине равной пяти диаметрам образца (05) и твердости по Бринеллю Η В. Полученные данные по изменению механических характеристик служили основной для определения степени эффективности влияния обработки лазером расплавленного металла. Оптимальные результаты были получены при следующем режиме плавки: скорость движения расплава 0,2 м/с, время обработки 600 с, температура расплава 810°С, перегрев 160°С, кратность обработки - 4, мощность лазера 1,0 кВт. Остальные режимы приведены в таблице. Исследование структуры металла показало, что осуществление с помощью лазера гомогенизирующей обработки приводит к значительному уменьшению размеров зерен: от 0,08-0,12мм до 0,02-0,03 мм. Происходит дробление обособленных включений и их равномерное распределение по объему. Изменение структуры приводит к существенному повышению пластических свойств. При этом прочностные характеристики литого металла близки к характеристикам металла после термообработки. Из приведенной таблицы следует, что наилучшие результаты достигаются при кратности обработки от 2 до 5. При дальнейшем повышении кратности происходит незначительное увеличение свойств при увеличении времени обработки, что снижает эффективность обработки. Оптимальные результаты получены при обработке по 7 режиму.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for casting of articles
Автори англійськоюKochehura Natalia Mykhailivna, Taranov Mykhailo Ivanovych, Markovskyi Yevhen Adamovych, Lykhoshva Valerii Petrovych, Sementsev Oleksandr Mykhailovych
Назва патенту російськоюСпособ литья изделий
Автори російськоюКочегура Наталья Михайловна, Таранов Михаил Иванович, Марковский Евгений Адамович, Лихошва Валерий Петрович, Семенцев Александр Михайлович
МПК / Мітки
МПК: C21C 5/52
Код посилання
<a href="https://ua.patents.su/2-18193-sposib-littya-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття виробів</a>
Установка для лиття виробів
Номер патенту: 10845
Опубліковано: 25.12.1996
Автори: Марковський Євген Адамович, Кочегура Наталія Михайлівна, Ладохін Сергій Васильович, Шевцов Віктор Левкович, Аникін Юрій Пилипович, Таранов Михайло Іванович
МПК: C21C 5/52
Мітки: виробів, установка, лиття
Формула / Реферат:
1. Установка для литья изделий из жаропрочных никелевых сплавов, включающая вакуумную плавильную камеру, внутри которой расположен плавильный тигель, над которым установлена электронно-лучевая пушка, и печь нагрева формы, отличающаяся тем, что плавильный тигель дополнительно снабжен индуктором и механизмом для донного слива.2. Установка по п. 1, отличающаяся тем, что печь нагрева формы и электронно-лучевая пушка расположены соосно...
Спосіб комбінованої виплавки сплавів
Номер патенту: 13755
Опубліковано: 25.04.1997
Автори: Ладохін Сергій Васильович, Шевцов Віктор Левович, Марковський Євген Адамович, Марковський Микола Євгенович, Ровнягін Віктор Васильович, Козачков Сергій Петрович, Кочегура Наталія Михайлівна
Мітки: виплавки, сплавів, спосіб, комбінованої
Формула / Реферат:
(57) 1. Способ комбинированной выплавки сплавов, включающий расплавление шихты, нагрев расплава до температуры 1,2-1,35Тлик, охлаждение расплава до температуры 1,05-1,1Тлик, отличающийся тем, что осуществляют повторный нагрев до температуры 1,2-1,35Тлик, электронным лучом локально в зоне фокального пятна электронного луча, причем время воздействия определяют по формулегде Пкр - кратность высокотемпературной обработки...
Камера для теплової обробки будівельних виробів
Номер патенту: 166
Опубліковано: 30.04.1993
Автори: Колмановський Семен Давидович, Дорфман Юхим Миколайович
МПК: B28B 11/00
Мітки: виробів, обробки, теплової, будівельних, камера
Формула / Реферат:
Формула изобретенияКамера для тепловой обработки строительных изделий, содержащая туннель с зонами нагрева, изотермической выдержки и охлаждения, размещенные в зонах нагрева и изотермической выдержки нагреватели, соединенные ступенчато с подающими и отводящими теплоноситель трубопроводами, регулирующую арматуру и конденсатоотводчики, отличающаяся тем, что, с целью снижения расхода теплоносителя, зона нагрева снабжена дополнительными...
Спосіб безперервного лиття стрічки
Номер патенту: 1304
Опубліковано: 25.03.1994
Автори: Носенко Віктор Костянтинович, Косенко Микола Степанович, Падерно Дмитро Юрійович, Маслов Валерій Вікторович, Балан Віктор Захарович, Немошкаленко Володимир Володимирович
МПК: B22D 11/06
Мітки: спосіб, стрічки, лиття, безперервного
Формула / Реферат:
Способ непрерывного литья ленты, преимущественно из железокремнистых сплавов, включающий подачу расплава на поверхность металлического диска и формирование на ней ленты в неокислительной атмосфере и отделение ленты от поверхности диска, отличающийся тем, что, с целью улучшения эксплуатационных свойств ленты за счет увеличения пластичности, дисперсности и однородности структуры и повышения качества поверхности ленты, в качестве...
Спосіб обробки виробів
Номер патенту: 3717
Опубліковано: 27.12.1994
Автори: Половнєва Світлана Прохорівна, Дробязін Володимир Миколайович
МПК: C22F 1/04
Мітки: обробки, спосіб, виробів
Формула / Реферат:
1. Способ обработки изделий преимущественно термообработанных листов из сплавов на основе алюминия, включающий размещение изделий в среде жидкого азота и последующую деформацию в этой среде, отличающийся тем, что, с целью повышения вязкости разрушения за счет устранения полос Чернова-Людерса при сохранении уровня прочностных свойств, деформацию осуществляют циклически путем кручения на угол ± (35-55)°.2. Способ по п. 1,...
Попередній патент: Спосіб визначення малих кількостей кремнію в об’єктах, що його містять
Наступний патент: Спосіб визначення амплітуди коливань лопаток турбін і компресорів
Випадковий патент: Спосіб визначення асиміляційного потенціалу у водній системі річки