Спосіб холодної правки нежорстких деталей типу валів
Номер патенту: 19255
Опубліковано: 15.12.2006
Автори: Ковалевська Олена Сергіївна, Колот Лідія Петрівна, Фоменко Олександр Олександрович

Формула / Реферат
Спосіб холодної правки нежорстких деталей типу валів, який включає поверхневе пластичне деформування вала обкаткою його роликом при постійному напрямку подачі, причому більший ступінь подачі деформації створюють на вгнутій частині поверхні вала, який відрізняється тим, що обкатку здійснюють одночасно трьома роликами в одному перерізі та з зусиллями, які змінюються по довжині вала в залежності від форми деформації, від максимальної на вгнутій поверхні, яка дорівнює
![]() ,
,
де ![]() - зусилля обкатки, Н;
- зусилля обкатки, Н;
![]() - модуль пружності, МПа;
- модуль пружності, МПа;
![]() - діаметр вала, мм;
- діаметр вала, мм;
![]() - стріла прогину, мм;
- стріла прогину, мм;
![]() - довжина вала, мм;
- довжина вала, мм;
![]() - коефіцієнт,
- коефіцієнт, ![]() =3,14,
=3,14,
і до мінімальної на випуклій поверхні Р=0 в конкретний момент часу.
Текст
Спосіб холодної правки нежорстких деталей типу валів, який включає поверхневе пластичне деформування вала обкаткою його роликом при постійному напрямку подачі, причому більший ступінь подачі деформації створюють на вгнутій частині поверхні вала, який відрізняється тим, що обкатку здійснюють одночасно трьома роликами в 3 19255 де P - зусилля обкатки, Н; E - модуль пружності, МПа.; d - діаметр вала, мм; f - стріла прогину, мм; l - довжина вала, мм; - коефіцієнт, =3.14 Заявлений спосіб здійснюється таким чином. Оброблювана деталь встановлюється на токарний верстат з ЧПК, трьохроликова голівка встановлюється на супорт верстата та підключається до системи ЧПК, таким чином при включенні верстата трьохроликова голівка буде здійснювати обкатку по попередньо обробленій поверхні. Обкатка буде здійснюватись таким чином, що при проходженні роликом вгнутої поверхні зусилля буде автоматично збільшуватись системою ЧПК, а на двох інших роликах, які будуть проходити випуклу поверхню, зусилля буде автоматично зменшуватись системою ЧПК. Приклад 1. Правку валу діаметром d=50,5мм, довжиною 1500мм, сталь 45 з максимальною деформацією вгнутості f=0,25мм здійснювали на токарному верстаті 16К40ПФЗ, здійснювали трьох Комп’ютерна верстка М. Ломалова 4 роликовою гідравлічною накатною голівкою з максимальним зусиллям P 15 E d4 f 8 l3 15 3,14 2 105 50,54 0,25 8 10003 567,3H При цьому максимальне зусилля буде забезпечене автоматично в системі ЧПК верстата та передаватись на ролик, який знаходиться в даний момент в зоні максимальної вгнутості валу. По мірі зменшення величини f зусилля Р автоматично зменшується. На вигнутій частині валу Р=0. Після обкатки валу максимальна деформація f=0,04мм. Застосування пропонованого способу дозволить скоротити тривалість операції. Джерела інформації 1. А.с. СРСР №1516171, МКВ В21Д 3/16, 1982р. 2. Пшибильський В. Технологія поверхневої пластичної обробки. Пер. с польськ. - М.: Металургія 1991 - 479с. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cold straightening of non-rigid components of the shaft type
Автори англійськоюKolot Lidia Petrivna, Kovalevska Olena Sehiivna
Назва патенту російськоюСпособ холодной правки нежестких деталей типа валов
Автори російськоюКолот Лидия Петровна, Ковалевская Елена Сергеевна
МПК / Мітки
МПК: B21D 3/00
Мітки: правки, холодної, валів, деталей, типу, нежорстких, спосіб
Код посилання
<a href="https://ua.patents.su/2-19255-sposib-kholodno-pravki-nezhorstkikh-detalejj-tipu-valiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодної правки нежорстких деталей типу валів</a>
Спосіб обробки точінням нежорстких деталей типу валів
Номер патенту: 69491
Опубліковано: 15.09.2004
Автори: Бохонський Олександр Іванович, Пашков Євген Валентинович, Шмидт Людміла Анатоліївна
МПК: B23B 1/00
Мітки: точінням, валів, спосіб, нежорстких, обробки, деталей, типу
Формула / Реферат:
Спосіб обробки точінням нежорстких деталей типу валів, що включає їх закріплення по кінцях, обертання, створення протидіючого радіальній складовій силі різання зусилля, а також переміщення уздовж оброблюваної поверхні різального інструмента, який відрізняється тим, що протидіюче зусилля реалізують у вигляді серії імпульсів сил одного знака, що прикладаються у перерізі деталі, рівновіддаленому від її кінців, величину яких змінюють в залежності...
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням
Номер патенту: 43135
Опубліковано: 15.11.2001
Автори: Перезва Сергій Миколайович, Маковецький Олександр Вікторович
МПК: B21D 21/00
Мітки: типу, обкочуванням, верстат, ступінчастих, виготовлення, валів, заготовок
Формула / Реферат:
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням, який містить фундамент, два інструментальних вузли, а також пристрій локального нагріву, який відрізняється тим, що розширює технологічні можливості механообробного обладнання з одночасною обробкою двох поверхонь за рахунок оснащення верстата механізмом переміщення заготовок, механізмами затиску заготовки, розміщеними між інструментальними вузлами, які мають можливість...
Спосіб електрогідравлічної очістки нежорстких пластинчатих деталей та пристрій для його здійснення
Номер патенту: 30508
Опубліковано: 15.11.2000
Автори: Великоречанин Олександр Васильович, Козин Костянтин Васильович, Бутаков Борис Іванович, Коваленко Євген Петрович, Власов Павло Євгенович, Онопченко Олександр Сергійович, Довганюк Сергій Іванович, Ващиленко Василь Іванович, Олександров Віктор Михайлович, Мешин Віталій Веніамінович, Мальцев Анатолій Саватійович, Велигин Валерій Олександрович
МПК: B22D 29/00
Мітки: електрогідравлічної, деталей, очистки, пластинчатих, спосіб, пристрій, нежорстких, здійснення
Формула / Реферат:
1. Спосіб електрогідравлічної очистки нежорстких пластинчатих деталей, який включає укладання деталі в контейнер, розміщення позитивного і негативного електродів біля поверхні деталі, занурювання контейнера в робочу рідину і очищення дією високовольтних електричних розрядів в рідині з одночасним переміщенням позитивного електрода відносно поверхні деталі, який відрізняється тим, що в якості негативного електрода використовують металічну сітку...
Спосіб електрогідравлічного очищення нежорстких пластинчатих деталей та установка для його здійснення
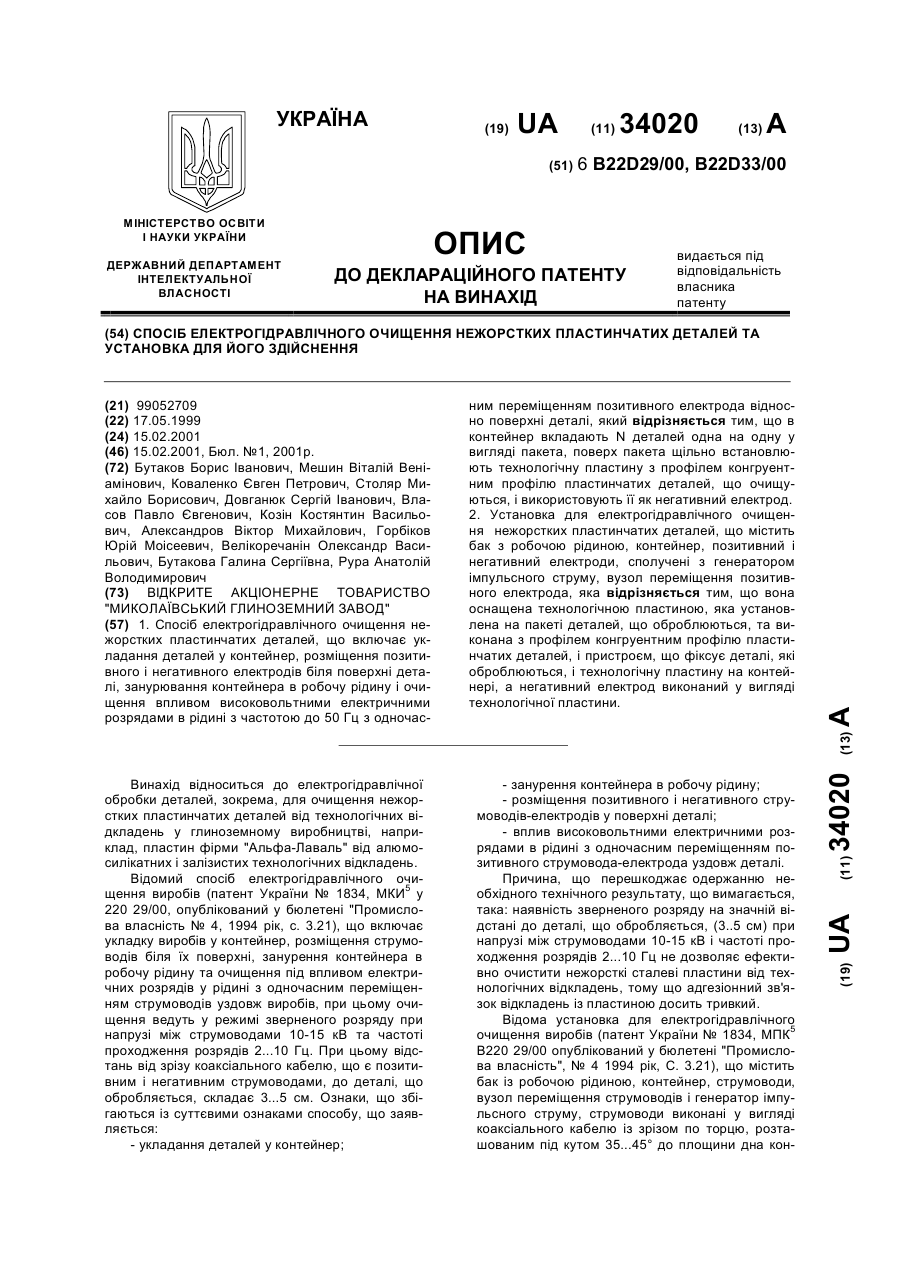
Номер патенту: 34020
Опубліковано: 15.02.2001
Автори: Александров Віктор Михайлович, Бутаков Борис Іванович, Великоречанин Олександр Васильович, Довганюк Сергій Іванович, Бутакова Галина Сергіївна, Мешин Віталій Веніамінович, Коваленко Євген Петрович, Власов Павло Євгенович, Горбіков Юрій Моісеевич, Столяр Михайло Борисович, Козин Костянтин Васильович, Рура Анатолій Володимирович
МПК: B22D 33/00, B22D 29/00
Мітки: здійснення, нежорстких, спосіб, деталей, установка, пластинчатих, електрогідравлічного, очищення
Текст:
...води, що проникає між деталями, не відбиває хвилю стиску, що надходить із технологічної пластини в деталі,що оброблюються, і не може суттєво вплинути на їхню власну частоту та амплітуду коливань, що вигинаються. Тим часом найтонші струми води, які виникають між пластинами при їхній вібрації, ефективно виносять з зазорів між ними від'ємні від деталей технологічні відкладення. При цьому на деталях, що очищуються, відсутні припіки від...
Спосіб електрогідравлічного очищення нежорстких пластинчатих деталей та установка для його здійснення
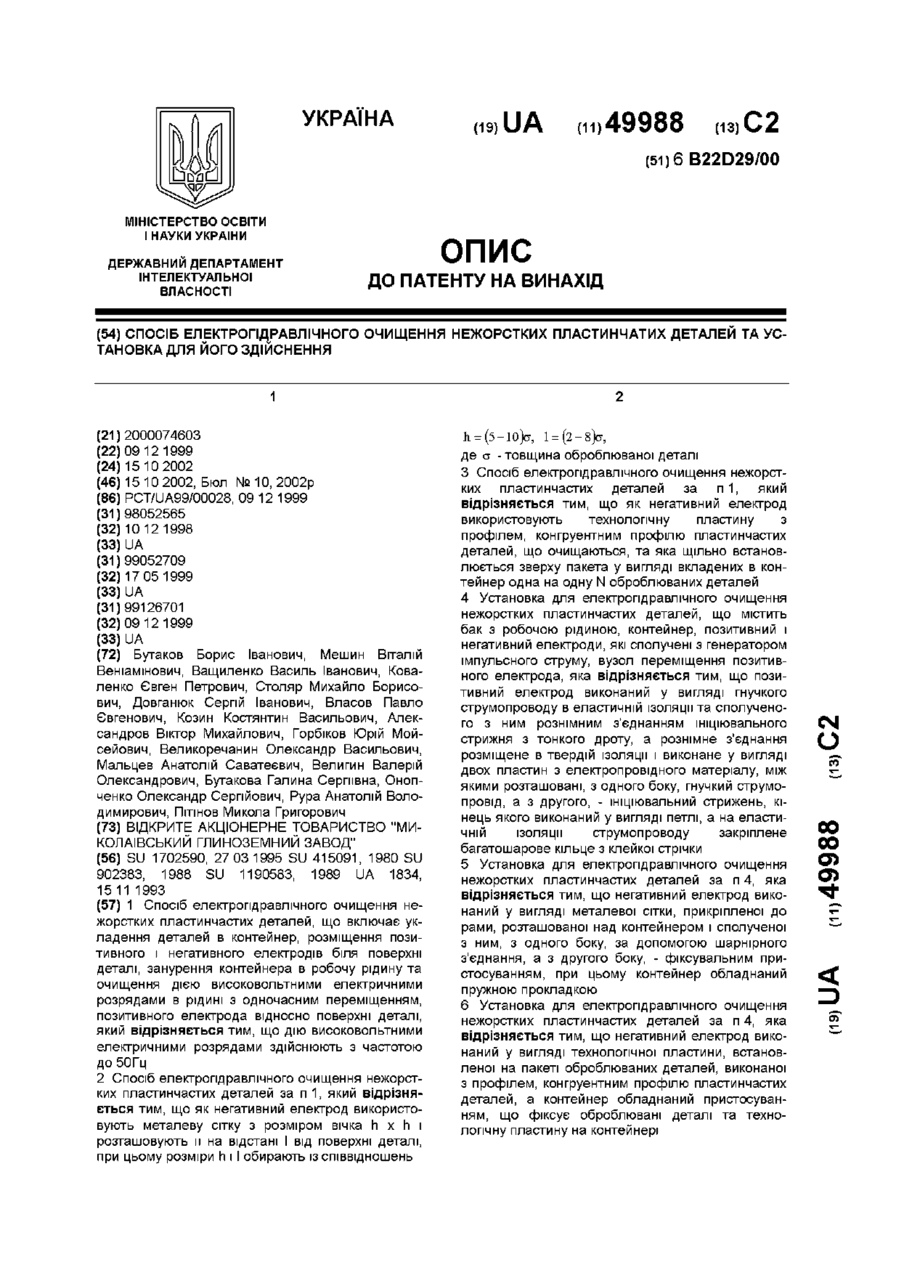
Номер патенту: 49988
Опубліковано: 15.10.2002
Автори: Онопченко Олександр Сергійович, Бутаков Борис Іванович, Власов Павло Євгенович, Горбіков Юрій Мойсейович, Мешин Віталій Веніамінович, Пітінов Микола Григорович, Коваленко Євген Петрович, Бутакова Галина Сергіївна, Александров Віктор Михайлович, Ващиленко Василь Іванович, Мальцев Анатолій Саватеєвич, Рура Анатолій Володимирович, Довганюк Сергій Іванович, Козин Костянтин Васильович, Великоречанин Олександр Васильович, Велигин Валерій Олександрович, Столяр Михайло Борисович
МПК: B22D 29/00
Мітки: здійснення, нежорстких, пластинчатих, очищення, електрогідравлічного, установка, спосіб, деталей
Формула / Реферат:
1. Спосіб електрогідравлічного очищення нежорстких пластинчастих деталей, що включає укладення деталей в контейнер, розміщення позитивного і негативного електродів біля поверхні деталі, занурення контейнера в робочу рідину та очищення дією високовольтними електричними розрядами в рідині з одночасним переміщенням, позитивного електрода відносно поверхні деталі, який відрізняється тим, що дію високовольтними електричними розрядами здійснюють з...
Попередній патент: Спосіб рентгенотелевізійної дефектоскопії
Наступний патент: Спосіб оцінки зварювально-технологічних властивостей порошкових електродів
Випадковий патент: Механізм в'язання круглов'язальної машини