Чотирьохвалковий калібр прокатного стану
Формула / Реферат
Четырехвалковый калибр прокатного стана, состоящий из приводных горизонтальных и неприводных вертикальных валков, на рабочей поверхности которых имеются выемки, выполненные в виде цилиндрических сегментов, расположенные в шахматном порядке и перекрывающие друг друга на величину радиуса закругления, отличающийся тем, что выемки снабжены фаской под углом 44-51° по отношению к касательным, проведенным в точках пересечения полости выемки с рабочей цилиндрической поверхностью валков, причем выемки размещены на расстоянии 1,2-1,3 радиуса выемки от края горизонтальных и вертикальных валков.
Текст
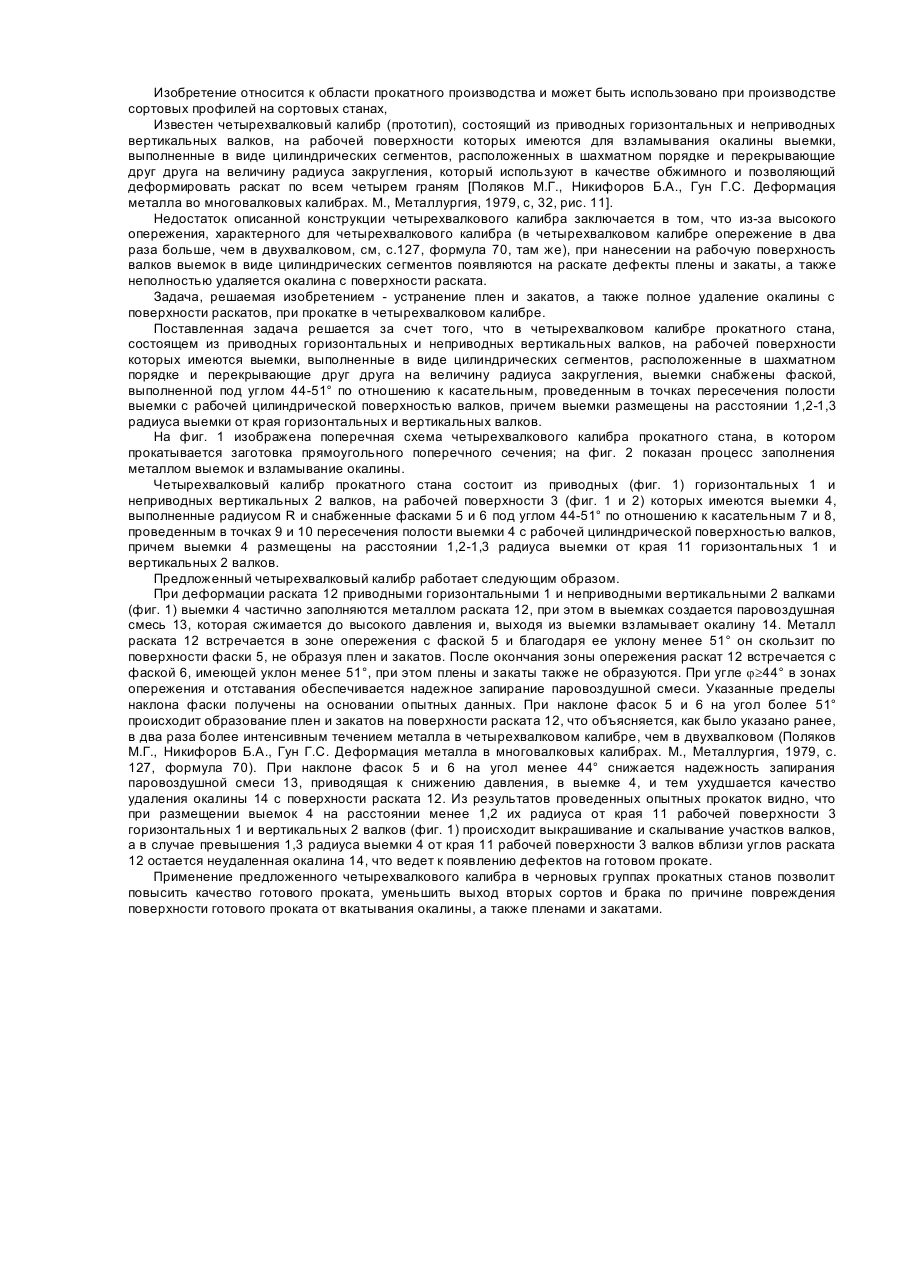
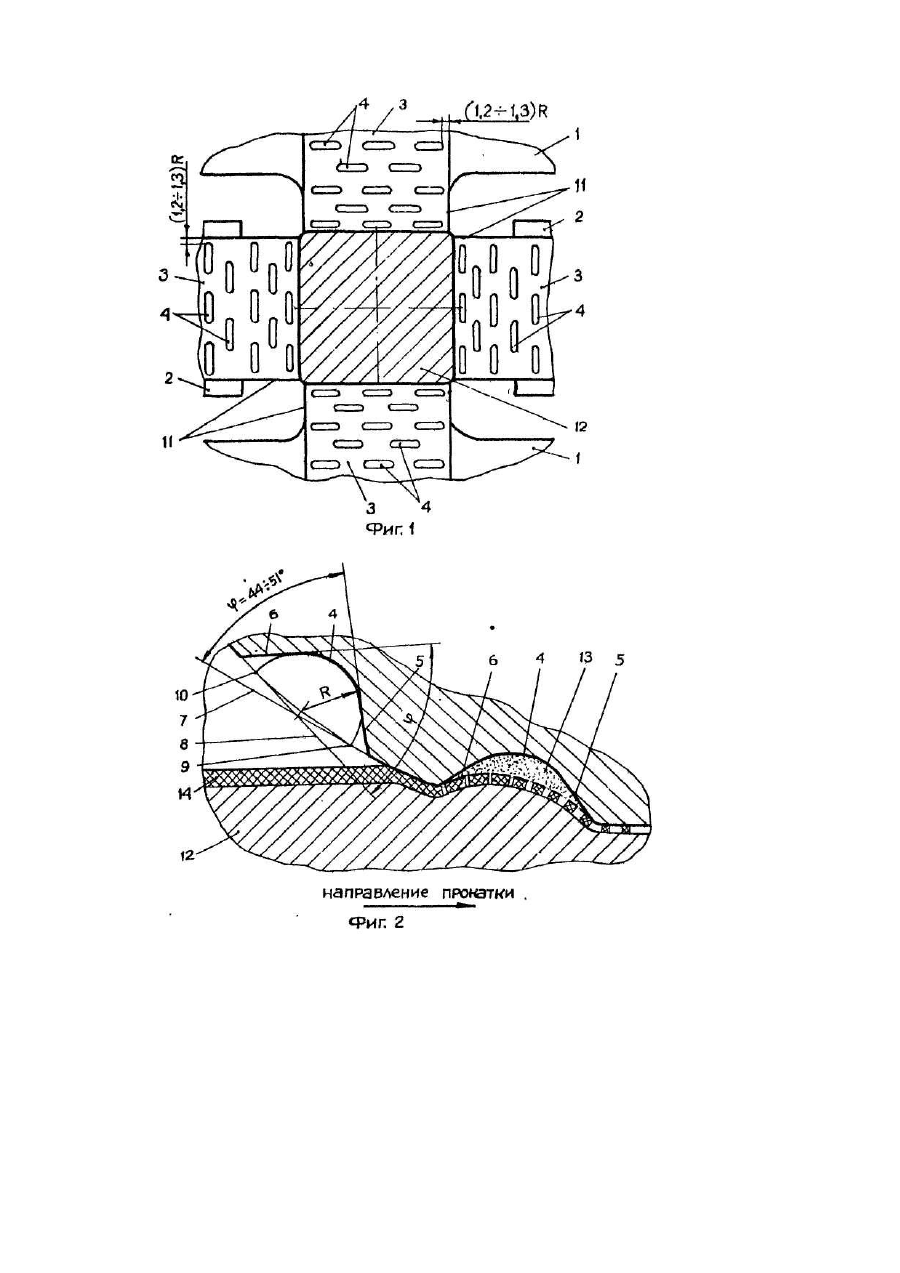
Изобретение относится к области прокатного производства и может быть использовано при производстве сортовых профилей на сортовых станах, Известен четырехвалковый калибр (прототип), состоящий из приводных горизонтальных и неприводных вертикальных валков, на рабочей поверхности которых имеются для взламывания окалины выемки, выполненные в виде цилиндрических сегментов, расположенных в шахматном порядке и перекрывающие друг друга на величину радиуса закругления, который используют в качестве обжимного и позволяющий деформировать раскат по всем четырем граням [Поляков М.Г., Никифоров Б.А., Гун Г.С. Деформация металла во многовалковых калибрах. М., Металлургия, 1979, с, 32, рис. 11]. Недостаток описанной конструкции четырехвалкового калибра заключается в том, что из-за высокого опережения, характерного для четырехвалкового калибра (в четырехвалковом калибре опережение в два раза больше, чем в двухвалковом, см, с.127, формула 70, там же), при нанесении на рабочую поверхность валков выемок в виде цилиндрических сегментов появляются на раскате дефекты плены и закаты, а также неполностью удаляется окалина с поверхности раската. Задача, решаемая изобретением - устранение плен и закатов, а также полное удаление окалины с поверхности раскатов, при прокатке в четырехвалковом калибре. Поставленная задача решается за счет того, что в четырехвалковом калибре прокатного стана, состоящем из приводных горизонтальных и неприводных вертикальных валков, на рабочей поверхности которых имеются выемки, выполненные в виде цилиндрических сегментов, расположенные в шахматном порядке и перекрывающие друг друга на величину радиуса закругления, выемки снабжены фаской, выполненной под углом 44-51° по отношению к касательным, проведенным в точках пересечения полости выемки с рабочей цилиндрической поверхностью валков, причем выемки размещены на расстоянии 1,2-1,3 радиуса выемки от края горизонтальных и вертикальных валков. На фиг. 1 изображена поперечная схема четырехвалкового калибра прокатного стана, в котором прокатывается заготовка прямоугольного поперечного сечения; на фиг. 2 показан процесс заполнения металлом выемок и взламывание окалины. Четырехвалковый калибр прокатного стана состоит из приводных (фиг. 1) горизонтальных 1 и неприводных вертикальных 2 валков, на рабочей поверхности 3 (фиг. 1 и 2) которых имеются выемки 4, выполненные радиусом R и снабженные фасками 5 и 6 под углом 44-51° по отношению к касательным 7 и 8, проведенным в точках 9 и 10 пересечения полости выемки 4 с рабочей цилиндрической поверхностью валков, причем выемки 4 размещены на расстоянии 1,2-1,3 радиуса выемки от края 11 горизонтальных 1 и вертикальных 2 валков. Предложенный четырехвалковый калибр работает следующим образом. При деформации раската 12 приводными горизонтальными 1 и неприводными вертикальными 2 валками (фиг. 1) выемки 4 частично заполняются металлом раската 12, при этом в выемках создается паровоздушная смесь 13, которая сжимается до высокого давления и, выходя из выемки взламывает окалину 14. Металл раската 12 встречается в зоне опережения с фаской 5 и благодаря ее уклону менее 51° он скользит по поверхности фаски 5, не образуя плен и закатов. После окончания зоны опережения раскат 12 встречается с фаской 6, имеющей уклон менее 51°, при этом плены и закаты также не образуются. При угле j³44° в зонах опережения и отставания обеспечивается надежное запирание паровоздушной смеси. Указанные пределы наклона фаски получены на основании опытных данных. При наклоне фасок 5 и 6 на угол более 51° происходит образование плен и закатов на поверхности раската 12, что объясняется, как было указано ранее, в два раза более интенсивным течением металла в четырехвалковом калибре, чем в двухвалковом (Поляков М.Г., Никифоров Б.Α., Гун Г.С. Деформация металла в многовалковых калибрах. М., Металлургия, 1979, с. 127, формула 70). При наклоне фасок 5 и 6 на угол менее 44° снижается надежность запирания паровоздушной смеси 13, приводящая к снижению давления, в выемке 4, и тем ухудшается качество удаления окалины 14 с поверхности раската 12. Из результатов проведенных опытных прокаток видно, что при размещении выемок 4 на расстоянии менее 1,2 их радиуса от края 11 рабочей поверхности 3 горизонтальных 1 и вертикальных 2 валков (фиг. 1) происходит выкрашивание и скалывание участков валков, а в случае превышения 1,3 радиуса выемки 4 от края 11 рабочей поверхности 3 валков вблизи углов раската 12 остается неудаленная окалина 14, что ведет к появлению дефектов на готовом прокате. Применение предложенного четырехвалкового калибра в черновых группах прокатных станов позволит повысить качество готового проката, уменьшить выход вторых сортов и брака по причине повреждения поверхности готового проката от вкатывания окалины, а также пленами и закатами.
ДивитисяДодаткова інформація
Назва патенту англійськоюFour-roll passof rolling mill
Автори англійськоюRozhdestvenskyi Yurii Vasyliovych
Назва патенту російськоюЧетырехвалковый калибр прокатного стана
Автори російськоюРождественский Юрий Васильевич
МПК / Мітки
МПК: B21B 27/02
Мітки: калібр, прокатного, стану, чотирьохвалковий
Код посилання
<a href="https://ua.patents.su/2-19439-chotirokhvalkovijj-kalibr-prokatnogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Чотирьохвалковий калібр прокатного стану</a>
Шпіндель прокатного стану
Номер патенту: 2457
Опубліковано: 26.12.1994
Автори: Комаров Олександр Миколайович, Украінець Михайло Логвинович, Анікеєнко Ігор Миколайович
МПК: B21B 35/14
Мітки: стану, шпиндель, прокатного
Формула / Реферат:
Шпиндель прокатного стана преимущественно для станов периодической продольной прокатки, включающий вал, обойму, гайку, крышку и установлен-ный между обоймой и валом кольцеобразный вкладыш с модульными зубьями на внешнем и внутреннем диаметрах, взаимодействующий с соответствующими зубьями обоймы и вала, при этом вкладыш ограничен в своем перемещении в осевом направлении, отличающийся тем, что, с целью регулирования взаимного углового...
Валок прокатного стану
Номер патенту: 598
Опубліковано: 15.12.1993
Автори: Луцький Михайло Борисович, Чічкан Артур Олексійович, Дорожко Іван Кирилович, Дяченко Михайло Григорович, Луценко Віктор Олександрович
МПК: B21B 27/02
Мітки: валок, стану, прокатного
Формула / Реферат:
Валок прокатного стана, преимущественно полунепрерывного заготовочного или крупносортного, с выпуклой средней частью образующей поверхности бочки в форме параболы, отличающийся тем, что валок снабжен, по крайней мере, двумя выступами, симметрично расположенными на его поверхности, причем ширина выступа составляет 0,08-0,15 диаметра валка, а высота выступа составляет 0,05-0,15 его ширины.
Пристрій для гідравлічного видалення вторинної окалини з прокату в лінії прокатного стану
Номер патенту: 12961
Опубліковано: 28.02.1997
Автор: Цимбал Василь Йосипович
МПК: B21B 45/04
Мітки: лінії, прокату, видалення, пристрій, прокатного, вторинної, окалини, стану, гідравлічного
Формула / Реферат:
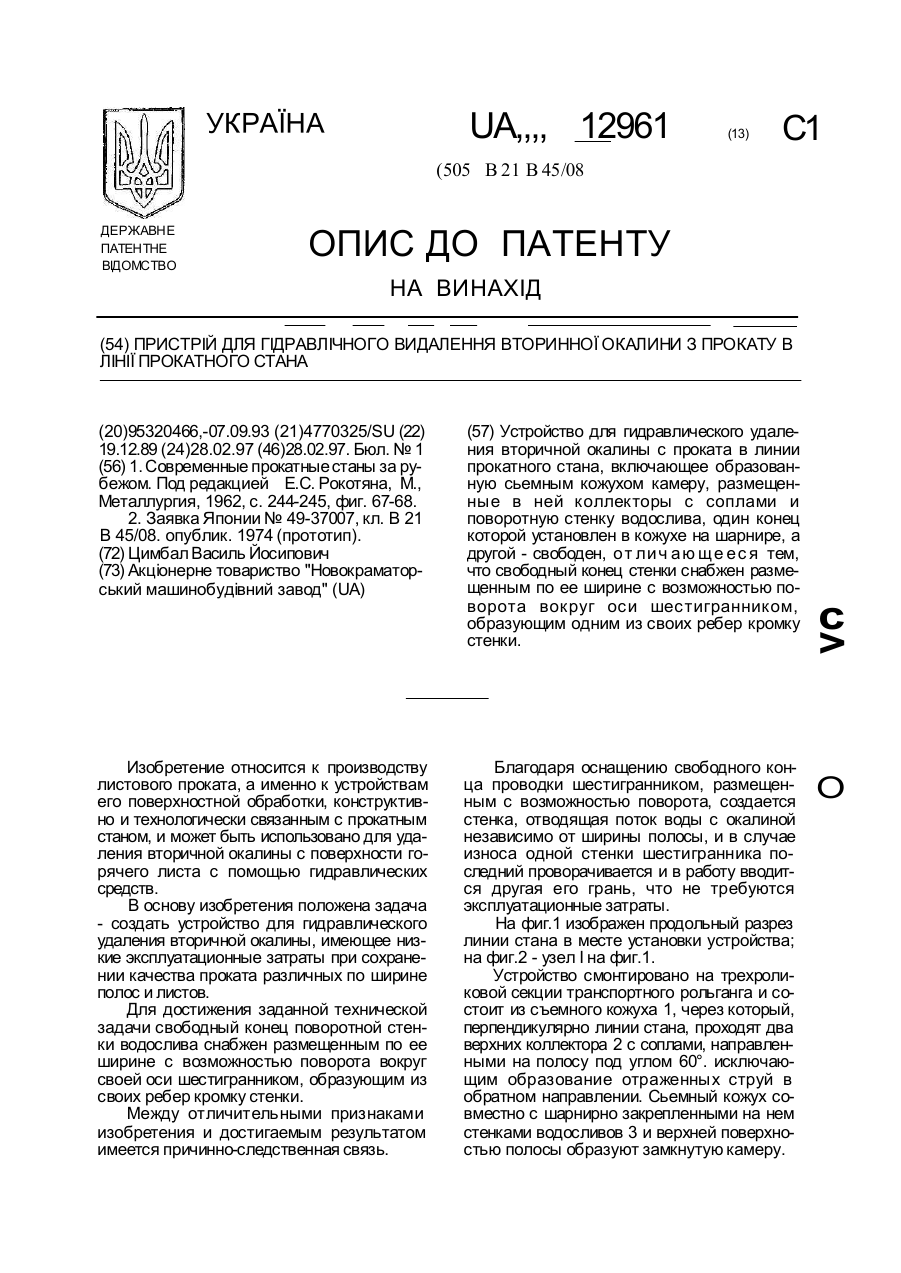
(57) Устройство для гидравлического удаления вторичной окалины с проката в линии прокатного стана, включающее образованную сьемным кожухом камеру, размещенные в ней коллекторы с соплами и поворотную стенку водослива, один конец которой установлен в кожухе на шарнире, а другой - свободен, отличающееся тем, что свободный конец стенки снабжен размещенным по ее ширине с возможностью поворота вокруг оси шестигранником, образующим одним из своих...
Пристрій для привода вертикальних валків універсального прокатного стану
Номер патенту: 6040
Опубліковано: 29.12.1994
Автори: Георг Енгель, Ханс-Хайнріх Хартманн, Петер Кете, Алєксандр Свагр, Бернд Ондерка
Мітки: привода, валків, прокатного, універсального, стану, вертикальних, пристрій
Формула / Реферат:
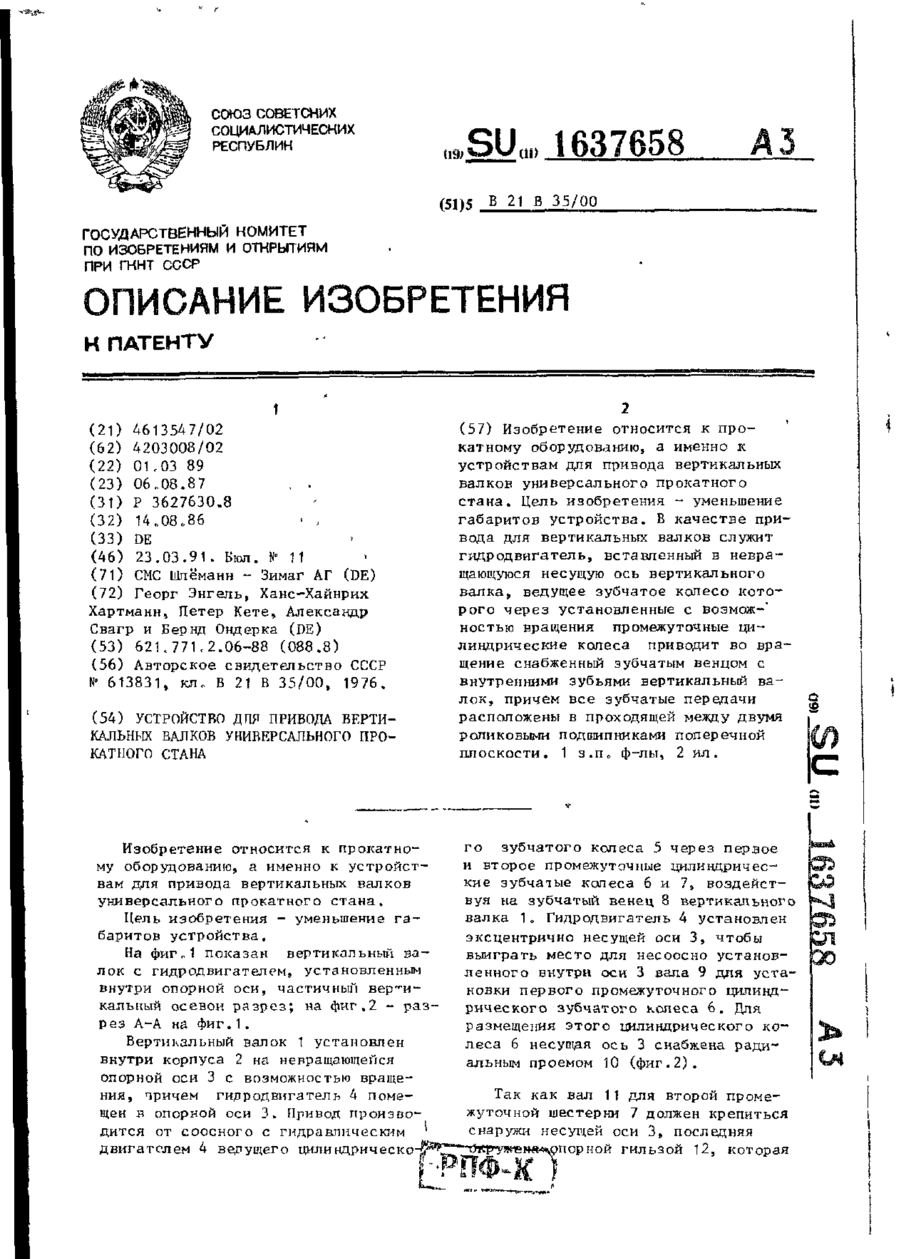
Формула изобретения1. Устройство для привода вертикальных валков универсального прокатного стана, в котором вертикальные валки установлены на подшипниковых опорах на несущих осях в корпусах и связаны с приводным средством, отличающееся тем, что, с целью уменьшения габаритов устройства, приводное средство выполнено в виде гидродвигателя, размещенного внутри несущей оси и связанного с валком через смонтированные на нем ведущее зубчатое...
Проводка кліті штабового прокатного стану
Номер патенту: 12947
Опубліковано: 28.02.1997
Автори: Цимбал Василь Йосипович, Каретний Зіновій Петрович, Євгиненко Ігор Олександрович
МПК: B21B 39/14
Мітки: прокатного, проводка, стану, кліті, штабового
Формула / Реферат:
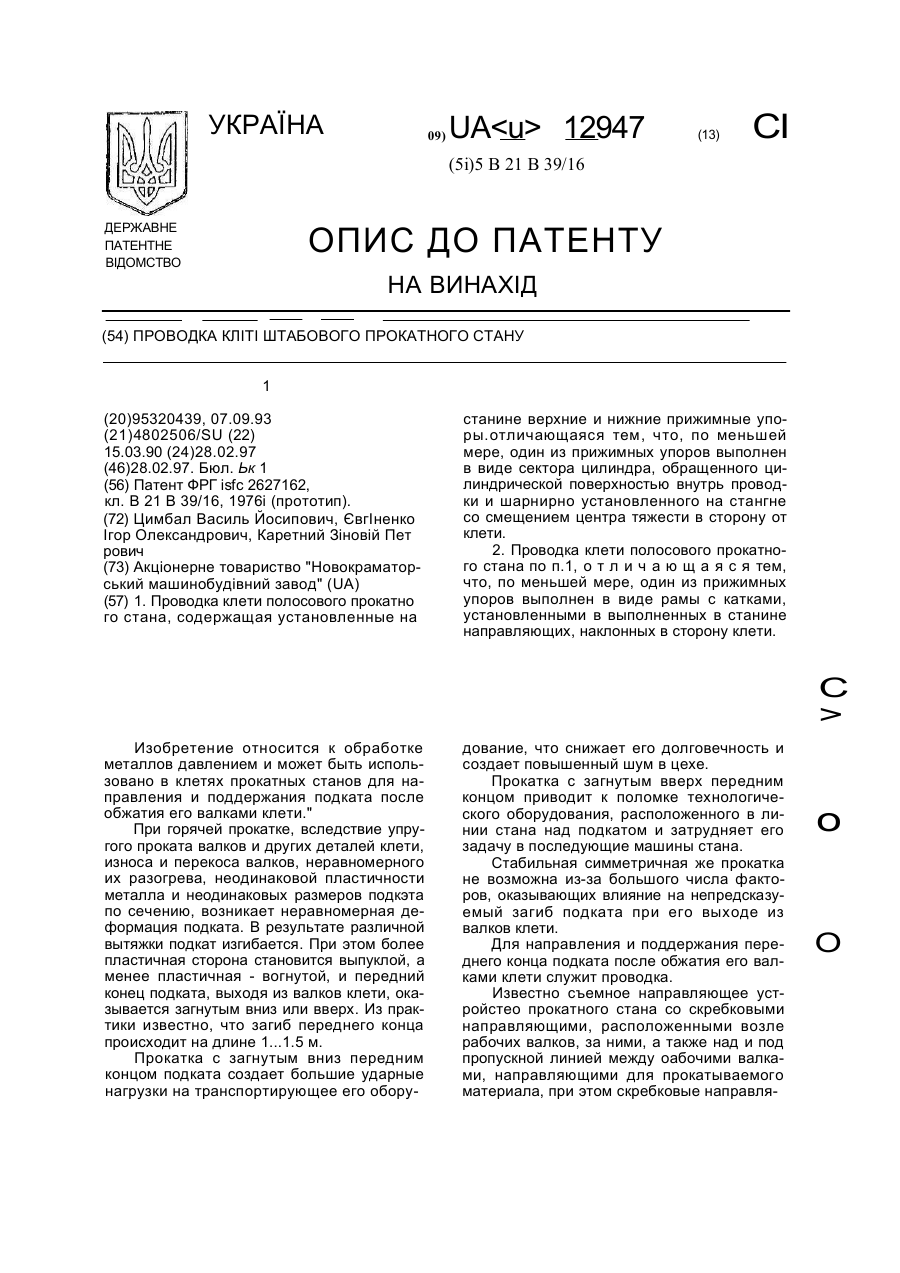
(57)1. Проводка клети полосового прокатного стана, содержащая установленные на станине верхние и нижние прижимные упоры.отличающаяся тем, что, по меньшей мере, один из прижимных упоров выполнен в виде сектора цилиндра, обращенного цилиндрической поверхностью внутрь проводки и шарнирно установленного на станине со смещением центра тяжести в сторону от клети.2. Проводка клети полосового прокатного стана по п.1, отличающаяся тем,...