Інструмент стану поздовжньої прокатки труб
Формула / Реферат
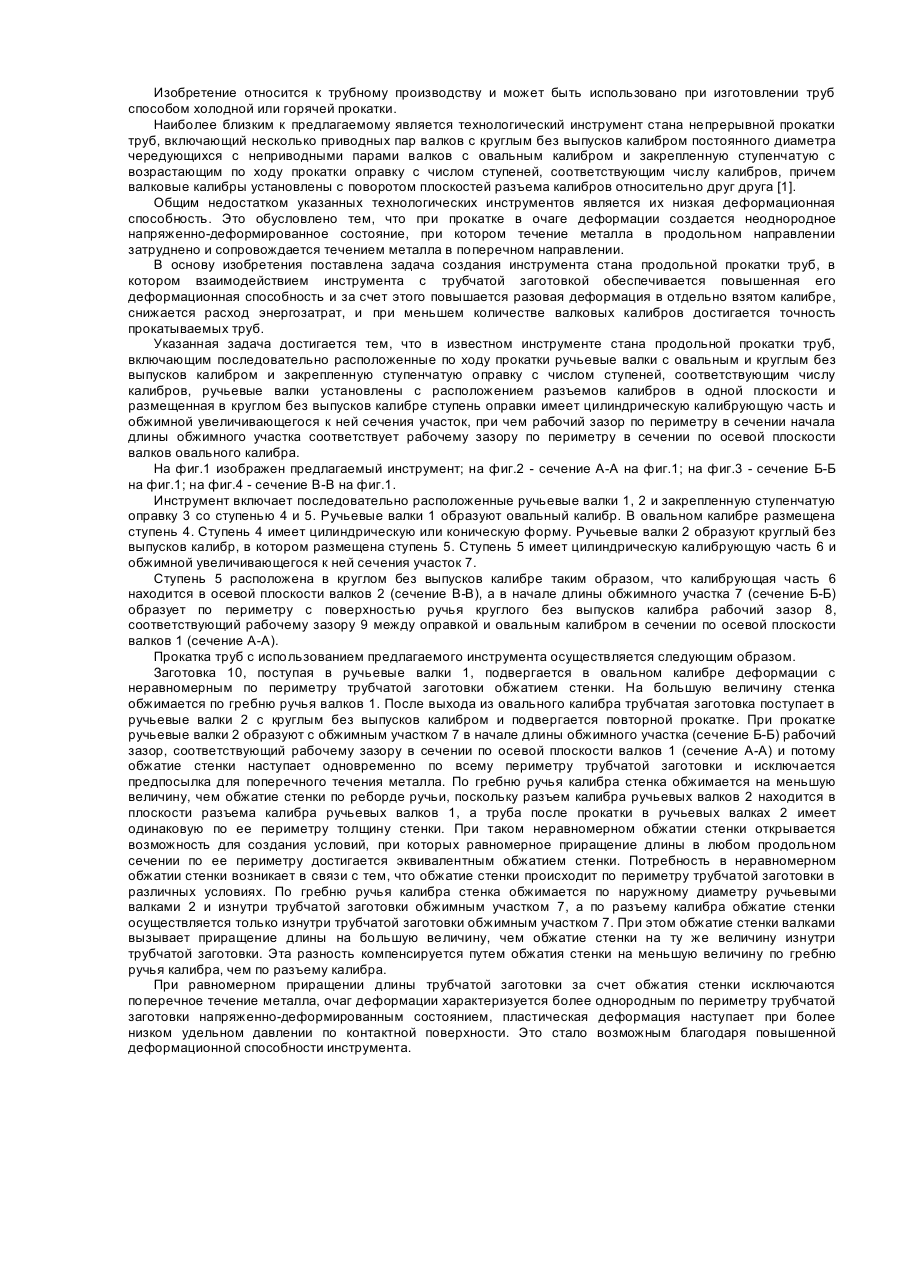
Инструмент стана продольной прокатки труб, включающий последовательно расположенные по ходу прокатки ручьевые валки с овальным и круглым без выпусков калибром и закрепленную ступенчатую оправку с числом ступеней, соответствующим числу калибров, отличающийся тем, что ручьевые валки установлены с расположением разъемов калибров в одной плоскости и размещенная в круглом без выпусков калибре ступень оправки имеет цилиндрическую калибрующую часть и обжимной, увеличивающегося к ней сечения, участок, причем рабочий зазор по периметру в сечении начала длины обжимного участка соответствует рабочему зазору по периметру в сечении по осевой плоскости валков овального калибра.
Текст
Изобретение относится к трубному производству и может быть использовано при изготовлении труб способом холодной или горячей прокатки. Наиболее близким к предлагаемому является технологический инструмент стана непрерывной прокатки труб, включающий несколько приводных пар валков с круглым без выпусков калибром постоянного диаметра чередующихся с неприводными парами валков с овальным калибром и закрепленную ступенчатую с возрастающим по ходу прокатки оправку с числом ступеней, соответствующим числу калибров, причем валковые калибры установлены с поворотом плоскостей разъема калибров относительно друг друга [1]. Общим недостатком указанных технологических инструментов является их низкая деформационная способность. Это обусловлено тем, что при прокатке в очаге деформации создается неоднородное напряженно-деформированное состояние, при котором течение металла в продольном направлении затруднено и сопровождается течением металла в поперечном направлении. В основу изобретения поставлена задача создания инструмента стана продольной прокатки труб, в котором взаимодействием инструмента с трубчатой заготовкой обеспечивается повышенная его деформационная способность и за счет этого повышается разовая деформация в отдельно взятом калибре, снижается расход энергозатрат, и при меньшем количестве валковых калибров достигается точность прокатываемых труб. Указанная задача достигается тем, что в известном инструменте стана продольной прокатки труб, включающим последовательно расположенные по ходу прокатки ручьевые валки с овальным и круглым без выпусков калибром и закрепленную ступенчатую оправку с числом ступеней, соответствующим числу калибров, ручьевые валки установлены с расположением разъемов калибров в одной плоскости и размещенная в круглом без выпусков калибре ступень оправки имеет цилиндрическую калибрующую часть и обжимной увеличивающегося к ней сечения участок, при чем рабочий зазор по периметру в сечении начала длины обжимного участка соответствует рабочему зазору по периметру в сечении по осевой плоскости валков овального калибра. На фиг.1 изображен предлагаемый инструмент; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - сечение Б-Б на фиг.1; на фиг.4 - сечение В-В на фиг.1. Инструмент включает последовательно расположенные ручьевые валки 1, 2 и закрепленную ступенчатую оправку 3 со ступенью 4 и 5. Ручьевые валки 1 образуют овальный калибр. В овальном калибре размещена ступень 4. Ступень 4 имеет цилиндрическую или коническую форму. Ручьевые валки 2 образуют круглый без выпусков калибр, в котором размещена ступень 5. Ступень 5 имеет цилиндрическую калибрующую часть 6 и обжимной увеличивающегося к ней сечения участок 7. Ступень 5 расположена в круглом без выпусков калибре таким образом, что калибрующая часть 6 находится в осевой плоскости валков 2 (сечение В-В), а в начале длины обжимного участка 7 (сечение Б-Б) образует по периметру с поверхностью ручья круглого без выпусков калибра рабочий зазор 8, соответствующий рабочему зазору 9 между оправкой и овальным калибром в сечении по осевой плоскости валков 1 (сечение А-А). Прокатка труб с использованием предлагаемого инструмента осуществляется следующим образом. Заготовка 10, поступая в ручьевые валки 1, подвергается в овальном калибре деформации с неравномерным по периметру трубчатой заготовки обжатием стенки. На большую величину стенка обжимается по гребню ручья валков 1. После выхода из овального калибра трубчатая заготовка поступает в ручьевые валки 2 с круглым без выпусков калибром и подвергается повторной прокатке. При прокатке ручьевые валки 2 образуют с обжимным участком 7 в начале длины обжимного участка (сечение Б-Б) рабочий зазор, соответствующий рабочему зазору в сечении по осевой плоскости валков 1 (сечение А-А) и потому обжатие стенки наступает одновременно по всему периметру трубчатой заготовки и исключается предпосылка для поперечного течения металла. По гребню ручья калибра стенка обжимается на меньшую величину, чем обжатие стенки по реборде ручьи, поскольку разъем калибра ручьевых валков 2 находится в плоскости разъема калибра ручьевых валков 1, а труба после прокатки в ручьевых валках 2 имеет одинаковую по ее периметру толщину стенки. При таком неравномерном обжатии стенки открывается возможность для создания условий, при которых равномерное приращение длины в любом продольном сечении по ее периметру достигается эквивалентным обжатием стенки. Потребность в неравномерном обжатии стенки возникает в связи с тем, что обжатие стенки происходит по периметру трубчатой заготовки в различных условиях. По гребню ручья калибра стенка обжимается по наружному диаметру ручьевыми валками 2 и изнутри трубчатой заготовки обжимным участком 7, а по разъему калибра обжатие стенки осуществляется только изнутри трубчатой заготовки обжимным участком 7. При этом обжатие стенки валками вызывает приращение длины на большую величину, чем обжатие стенки на ту же величину изнутри трубчатой заготовки. Эта разность компенсируется путем обжатия стенки на меньшую величину по гребню ручья калибра, чем по разъему калибра. При равномерном приращении длины трубчатой заготовки за счет обжатия стенки исключаются поперечное течение металла, очаг деформации характеризуется более однородным по периметру трубчатой заготовки напряженно-деформированным состоянием, пластическая деформация наступает при более низком удельном давлении по контактной поверхности. Это стало возможным благодаря повышенной деформационной способности инструмента.
ДивитисяДодаткова інформація
Назва патенту англійськоюTool of mill of longitudinal rolling pipes
Автори англійськоюSyzonenko Hryhorii Oleksandrovych
Назва патенту російськоюИнструмент стана продольной прокатки труб
Автори російськоюСизоненко Григорий Александрович
МПК / Мітки
МПК: B21B 17/00
Мітки: прокатки, поздовжньої, труб, стану, інструмент
Код посилання
<a href="https://ua.patents.su/2-19509-instrument-stanu-pozdovzhno-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Інструмент стану поздовжньої прокатки труб</a>
Спосіб поздовжньої прокатки труб
Номер патенту: 19508
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: поздовжньої, труб, прокатки, спосіб
Формула / Реферат:
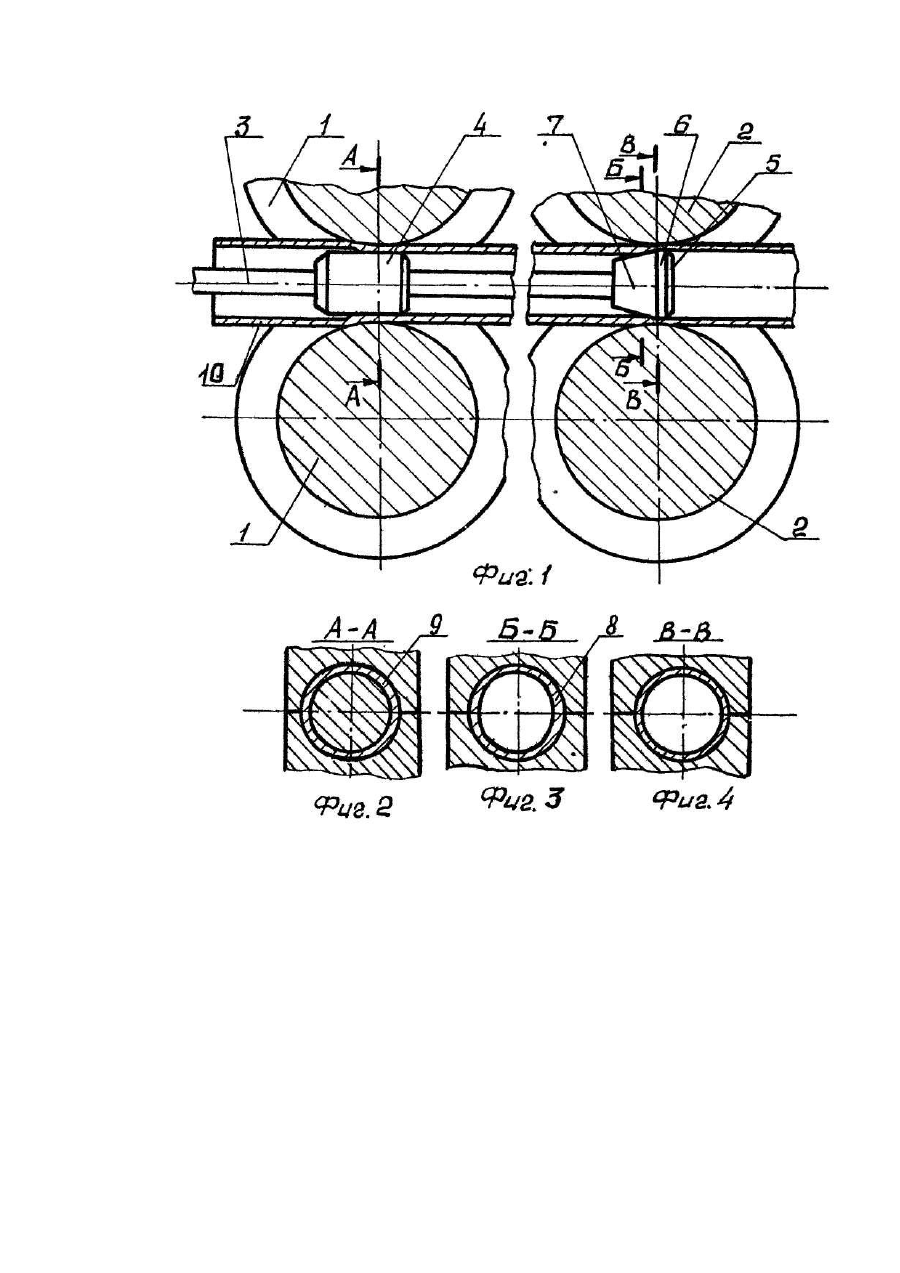
Способ продольной прокатки труб, при котором трубчатую заготовку деформируют с неравномерным по ее периметру обжатием стенки на оправке ручьевыми валками с овальным калибром и с круглым без выпусков калибром, отличающийся тем, что неравномерное обжатие стенки трубчатой заготовки производят на величину, определяемую соотношениемгде Δt - величина разностенности по периметру трубчатой заготовки на участках,...
Кліть стану пілігримової прокатки труб

Номер патенту: 10684
Опубліковано: 25.12.1996
Автори: Верещагін Олександр Давидович, Чеха Віктор Миколайович, Алпатов Євген Миколайович, Борисенко Юрій Миколайович, Вольфович Георгій Вольфович, Островський Ігор Петрович, Чубарь Алла Георгівна, Ісаков Євген Борисович, Чуб Анатолій Васильович, Хаустов Георгій Йосипович, Попов Марат Васильович, Більдін Костянтин Михайлович
МПК: B21B 13/18, B21B 21/00
Мітки: стану, пілігримової, прокатки, труб, кліть
Формула / Реферат:
Клеть стана пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого закреплены прямолинейные опорные планки, контактирующие с шейками приводных снабженных цилиндрическими шестернями валков, имеющих ручьи переменного сечения, и прямолинейные зубчатые рейки, связанные с шестернями валков, отличающаяся тем, что цилиндрические шестерни смонтированы на наружных шейках каждого валка по обе стороны от...
Спосіб поздовжньої прокатки
Номер патенту: 5060
Опубліковано: 28.12.1994
Автори: Хлопонін Віктор Ніколаєвіч, Кісєльов Андрєй Пєтровіч, Мєльніков Алєксандр Васільєвіч, Овчіннікова Маріна Васільєвна, Ашіхмін Гєрман Вікторовіч, Капнін Владімір Вікторовіч
МПК: B21B 1/26
Мітки: спосіб, прокатки, поздовжньої
Формула / Реферат:
1. Способ продольной прокатки, преимущественно литых заготовок, включающий из раздельную задачу и обжатие в перекрещивающихся рабочих валках с гладкими бочками, ориентированных симметрично относительно вертикальной плоскости, и осевое перемещение рабочих валков навстречу друг другу, отличающийся тем, что, с целью повышения качества проката и интенсификации процесса прокатки посредством дробления исходной литой структуры, выравнивания...
Спосіб поздовжньої прокатки штаб перемінного перерізу із профільованими поверхнями
Номер патенту: 18115
Опубліковано: 01.07.1997
Автор: Шломчак Георгій Григорович
МПК: B21H 8/00
Мітки: спосіб, профільованими, поверхнями, поздовжньої, штаб, перерізу, прокатки, перемінного
Формула / Реферат:
Способ продольной прокатки полос переменного сечения с профилированными поверхностями путем деформации заготовки в валках с созданием переменной величины обжатия и введением между заготовкой и валком ленты, отличающийся тем, что переменную величину обжатия создают путем введения между заготовкой и валками односторонне профилированных лент переменной толщины, при этом валки имеют постоянный радиус.
Валок стана холодної прокатки труб

Номер патенту: 19528
Опубліковано: 25.12.1997
Автори: Черкащенко Татяна Володимирівна, Кравченко Юрій Олексійович, Алпатов Євгеній Миколайович, Верещагін Олександр Давидович, Попов Марат Васильович, Вольфович Георгій Вольфович, Більдін Констянтин Михайлович, Островський Ігор Петрович, Чуб Анатолій Васильович, Ісаков Євген Борисович, Борисенко Юрій Миколайович, Сандульский Борис Степанович
МПК: B21B 21/00, B21B 21/02
Мітки: труб, прокатки, холодної, стана, валок
Формула / Реферат:
Валок стана холодной прокатки труб, включающий установленный на круглом валу кольцевой калибр с ручьем переменного сечения, отличающийся тем, что калибр выполнен разъемным по диаметру, его половины соединены друг с другом болтами, расположенными перпендикулярно плоскости разъема, при этом со стороны зева и калибрующей зоны между торцами половин калибра имеется зазор, величина которого составляет 0,001-0,1 диаметра вала.
Попередній патент: Спосіб поздовжньої прокатки труб
Наступний патент: Спосіб поздовжньої прокатки труб
Випадковий патент: Газопаротурбінна установка