Спосіб поздовжньої прокатки штаб перемінного перерізу із профільованими поверхнями
Формула / Реферат
Способ продольной прокатки полос переменного сечения с профилированными поверхностями путем деформации заготовки в валках с созданием переменной величины обжатия и введением между заготовкой и валком ленты, отличающийся тем, что переменную величину обжатия создают путем введения между заготовкой и валками односторонне профилированных лент переменной толщины, при этом валки имеют постоянный радиус.
Текст
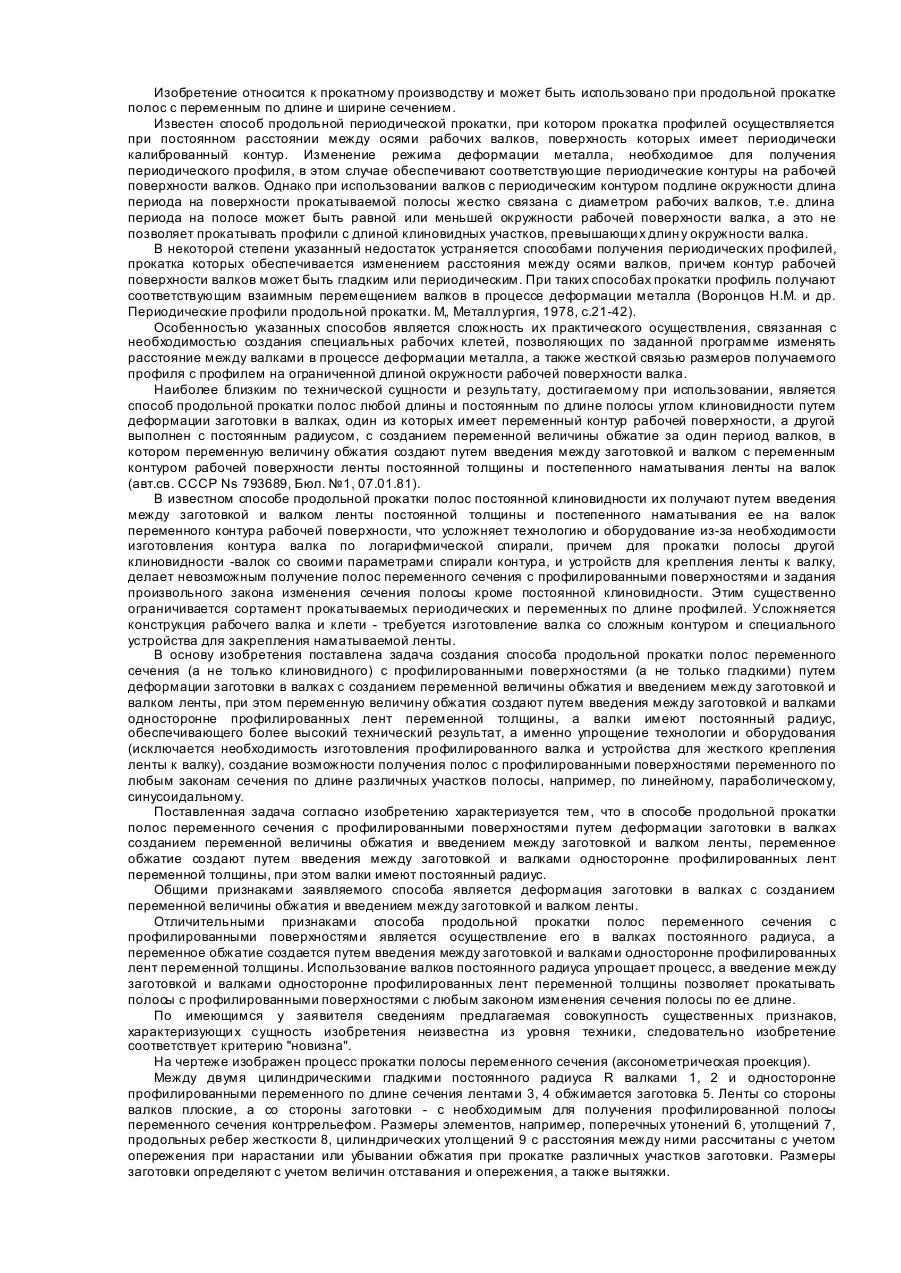
Изобретение относится к прокатному производству и может быть использовано при продольной прокатке полос с переменным по длине и ширине сечением. Известен способ продольной периодической прокатки, при котором прокатка профилей осуществляется при постоянном расстоянии между осями рабочих валков, поверхность которых имеет периодически калиброванный контур. Изменение режима деформации металла, необходимое для получения периодического профиля, в этом случае обеспечивают соответствующие периодические контуры на рабочей поверхности валков. Однако при использовании валков с периодическим контуром подлине окружности длина периода на поверхности прокатываемой полосы жестко связана с диаметром рабочих валков, т.е. длина периода на полосе может быть равной или меньшей окружности рабочей поверхности валка, а это не позволяет прокатывать профили с длиной клиновидных участков, превышающи х длин у окружности валка. В некоторой степени указанный недостаток устраняется способами получения периодических профилей, прокатка которых обеспечивается изменением расстояния между осями валков, причем контур рабочей поверхности валков может быть гладким или периодическим. При таких способах прокатки профиль получают соответствующим взаимным перемещением валков в процессе деформации металла (Воронцов Н.М. и др. Периодические профили продольной прокатки. М„ Металлургия, 1978, с.21-42). Особенностью указанных способов является сложность их практического осуществления, связанная с необходимостью создания специальных рабочих клетей, позволяющих по заданной программе изменять расстояние между валками в процессе деформации металла, а также жесткой связью размеров получаемого профиля с профилем на ограниченной длиной окружности рабочей поверхности валка. Наиболее близким по технической сущности и результату, достигаемому при использовании, является способ продольной прокатки полос любой длины и постоянным по длине полосы углом клиновидности путем деформации заготовки в валках, один из которых имеет переменный контур рабочей поверхности, а другой выполнен с постоянным радиусом, с созданием переменной величины обжатие за один период валков, в котором переменную величину обжатия создают путем введения между заготовкой и валком с переменным контуром рабочей поверхности ленты постоянной толщины и постепенного наматывания ленты на валок (авт.св. СССР Ns 793689, Бюл. №1, 07.01.81). В известном способе продольной прокатки полос постоянной клиновидности их получают путем введения между заготовкой и валком ленты постоянной толщины и постепенного наматывания ее на валок переменного контура рабочей поверхности, что усложняет технологию и оборудование из-за необходимости изготовления контура валка по логарифмической спирали, причем для прокатки полосы другой клиновидности -валок со своими параметрами спирали контура, и устройств для крепления ленты к валку, делает невозможным получение полос переменного сечения с профилированными поверхностями и задания произвольного закона изменения сечения полосы кроме постоянной клиновидности. Этим существенно ограничивается сортамент прокатываемых периодических и переменных по длине профилей. Усложняется конструкция рабочего валка и клети - требуется изготовление валка со сложным контуром и специального устройства для закрепления наматываемой ленты. В основу изобретения поставлена задача создания способа продольной прокатки полос переменного сечения (а не только клиновидного) с профилированными поверхностями (а не только гладкими) путем деформации заготовки в валках с созданием переменной величины обжатия и введением между заготовкой и валком ленты, при этом переменную величину обжатия создают путем введения между заготовкой и валками односторонне профилированных лент переменной толщины, а валки имеют постоянный радиус, обеспечивающего более высокий технический результат, а именно упрощение технологии и оборудования (исключается необходимость изготовления профилированного валка и устройства для жесткого крепления ленты к валку), создание возможности получения полос с профилированными поверхностями переменного по любым законам сечения по длине различных участков полосы, например, по линейному, параболическому, синусоидальному. Поставленная задача согласно изобретению характеризуется тем, что в способе продольной прокатки полос переменного сечения с профилированными поверхностями путем деформации заготовки в валках созданием переменной величины обжатия и введением между заготовкой и валком ленты, переменное обжатие создают путем введения между заготовкой и валками односторонне профилированных лент переменной толщины, при этом валки имеют постоянный радиус. Общими признаками заявляемого способа является деформация заготовки в валках с созданием переменной величины обжатия и введением между заготовкой и валком ленты. Отличительными признаками способа продольной прокатки полос переменного сечения с профилированными поверхностями является осуществление его в валках постоянного радиуса, а переменное обжатие создается путем введения между заготовкой и валками односторонне профилированных лент переменной толщины. Использование валков постоянного радиуса упрощает процесс, а введение между заготовкой и валками односторонне профилированных лент переменной толщины позволяет прокатывать полосы с профилированными поверхностями с любым законом изменения сечения полосы по ее длине. По имеющимся у заявителя сведениям предлагаемая совокупность существенных признаков, характеризующи х сущность изобретения неизвестна из уровня техники, следовательно изобретение соответствует критерию "новизна". На чертеже изображен процесс прокатки полосы переменного сечения (аксонометрическая проекция). Между двумя цилиндрическими гладкими постоянного радиуса R валками 1, 2 и односторонне профилированными переменного по длине сечения лентами 3, 4 обжимается заготовка 5. Ленты со стороны валков плоские, а со стороны заготовки - с необходимым для получения профилированной полосы переменного сечения контррельефом. Размеры элементов, например, поперечных утонений 6, утолщений 7, продольных ребер жесткости 8, цилиндрических утолщений 9 с расстояния между ними рассчитаны с учетом опережения при нарастании или убывании обжатия при прокатке различных участков заготовки. Размеры заготовки определяют с учетом величин отставания и опережения, а также вытяжки. Процесс осуществляют следующим образом. Во вращающиеся цилиндрические гладкие валки постоянного радиуса R 1 и 2 задают односторонне профилированные ленты 3,4 совместно с расположенной между ними заготовкой 5 и прокатывают. Сущность заявляемого изобретения не следует явным образом для специалиста из известного уровня техники. Совокупность признаков, характеризующих известное решение, не обеспечивает достижения новых результатов и только наличие отличительных признаков позволяет получит новые свойства, новый технический результат. Следовательно, предлагаемый способ соответствует критерию "изобретательский уровень". Пример практической реализации способа продольной прокатки полос переменного сечения с профилированными поверхностями. Процесс осуществлялся на специальном двухвалковом прокатном стане (патент Украины №2655 от 21.04.94). Валки стальные, закаленные до HRC 55-58, диаметром 100мм (длина окружности 314 мм). Длина бочки 120 мм. Заготовка - полоса из сплава АМГ1 (ГОСТ 4784-65), исходной толщиной 5 мм, шириной 100 мм, длиной 576 мм, помещалась между односторонне профилированными шириной 110мм лентами длиной 950мм (превышает длину окружности валка в три раза) таким образом, чтобы гладкие их поверхности были обращены к поверхностям валков. Начальная и конечная высоты профилированных лент составляли соответственно 1 и 2 мм. Рабочие поверхности лент были спрофилированы так, чтобы после прокатки она имела на различных участках различную клиновидность, а на профилированных поверхностях - поперечные впадины и утолщения, продольные ребра жесткости, местное цилиндрическое утолщение. После обезжиривания контактирующих поверхностей валков и односторонне профилированных лент последние с заготовкой между ними утонченными торцами устанавливались на приемный рольганг стана таким образом, чтобы совмещенные их торцы в направлении прокатки выступали на 5мм за линию центров предварительно разведенных валков. Валки сводились до пластического сжатия заготовки в лентах на величину абсолютного обжатия, примерно, 0.2 мм. Этим исключалась возможность в начальный период прокатки взаимного продольного проскальзывания лент и заготовки. Взаимное поперечное смещение сдерживалось направляющими линейками. Процесс осуществлялся при комнатной температуре со скоростью 0,2 м/сек. При исходной высоте заготовки 5мм конечная ее высота после прокатки оказалась на 0,3мм больше теоретической за счет упругой деформации клети прокатного стана и составила 1,1 мм. Профили поверхностей полосы полностью повгоршш контрпрофили рабочих поверхностей односторонне профилированных лент. По длине полосы размеры элементов профиля из-за опережения увеличились на 1,5-2,5%, а результате с учетом вытяжки обща длина полосы составила 969 мм. Предлагаемый способ, опробованный в лаборатории моделирования новых процессов обработки металлов давлением кафедры обработки металлов давлением Государственной металлургической академии Украины, обеспечивает получение более высокого технического результата -продольную прокатку полос переменной толщины с профилированными поверхностями, что подтверждает "промышленную применимость способа".
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of longitudinal rolling strips of variable section with shaped surfaces
Автори англійськоюShlomchak Heorhii Hryhorovych
Назва патенту російськоюСпособ продольной прокатки полос переменного сечения с профилированными поверхностями
Автори російськоюШломчак Георгий Григорьевич
МПК / Мітки
МПК: B21H 8/00
Мітки: перемінного, поздовжньої, штаб, поверхнями, перерізу, спосіб, прокатки, профільованими
Код посилання
<a href="https://ua.patents.su/2-18115-sposib-pozdovzhno-prokatki-shtab-pereminnogo-pererizu-iz-profilovanimi-poverkhnyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб поздовжньої прокатки штаб перемінного перерізу із профільованими поверхнями</a>
Спосіб прокатки штаб

Номер патенту: 13262
Опубліковано: 28.02.1997
Автори: Ніколаєв Віктор Олександрович, Пилипенко Сергій Степанович, Романіко Сергій Павлович, Трофімов Віталій Олександрович, Мовшович Вілорд Соломонович, Волков Ігор Анатольєвич, Васильєв Олександр Геннадійович, Тилик Василь Трохимович
МПК: B21B 1/26
Формула / Реферат:
(57) Способ прокатки полос, с наклоном полосы на входе к нижнему валку, включающий рассогласование окружных скоростей валков, отличающийся тем, что большую окружную скорость при наличии заднего натяжения придают верхнему рабочему валку, а при отсутствии заднего натяжения - нижнему, при этом разницу в величинах окружных скоростей валков устанавливают по зависимости
Спосіб поздовжньої прокатки
Номер патенту: 5060
Опубліковано: 28.12.1994
Автори: Капнін Владімір Вікторовіч, Кісєльов Андрєй Пєтровіч, Овчіннікова Маріна Васільєвна, Ашіхмін Гєрман Вікторовіч, Мєльніков Алєксандр Васільєвіч, Хлопонін Віктор Ніколаєвіч
МПК: B21B 1/26
Мітки: спосіб, прокатки, поздовжньої
Формула / Реферат:
1. Способ продольной прокатки, преимущественно литых заготовок, включающий из раздельную задачу и обжатие в перекрещивающихся рабочих валках с гладкими бочками, ориентированных симметрично относительно вертикальной плоскости, и осевое перемещение рабочих валков навстречу друг другу, отличающийся тем, что, с целью повышения качества проката и интенсификации процесса прокатки посредством дробления исходной литой структуры, выравнивания...
Спосіб прокатки штаб
Номер патенту: 5597
Опубліковано: 28.12.1994
Автори: Курандо Ігор Григорович, Афанасьєв Сергій Іванович, Сапригін Хразален Михайлович, Ющевський Віктор Карлович, Коваленко Віктор Федорович, Добровольський Владислав Борисович, Єремєєв Віктор Іванович, Филонов Юрій Всеволодович
МПК: B21B 1/22
Формула / Реферат:
(57) 1. Способ прокатки полос, включающий черновую горячую прокатку в некруглых валках с получением волнистого по длине раската и последующую прокатку с выравниванием поверхностей до плоской формы, отличающийся тем, что черновую прокатку ведут с превышением в 1,1-15 раз высоты волны над минимальной толщиной получаемого неэквидистантного раската с изменением поочередного преобладания деформаций сжатия и продольного сдвига со стороны обеих...
Спосіб гарячої прокатки штаб
Номер патенту: 17820
Опубліковано: 03.06.1997
Автори: Трофімов Віталій Олександрович, Клочков Володимир Васильович, Качан Олександр Михайлович, Мовшович Вілорд Соломонович, Ніколаєв Віктор Олександрович, Лівшиц Леонід Аркадійович, Піховкін Микола Миколайович, Пінчук Віталій Іосифович, Штехно Олег Миколайович, Васильєв Олександр Геннадійович, Путнокі Олександр Юліусович, Тилик Василь Трохимович, Фішкін Ісаак Борисович
МПК: B21B 1/22
Мітки: гарячої, штаб, спосіб, прокатки
Формула / Реферат:
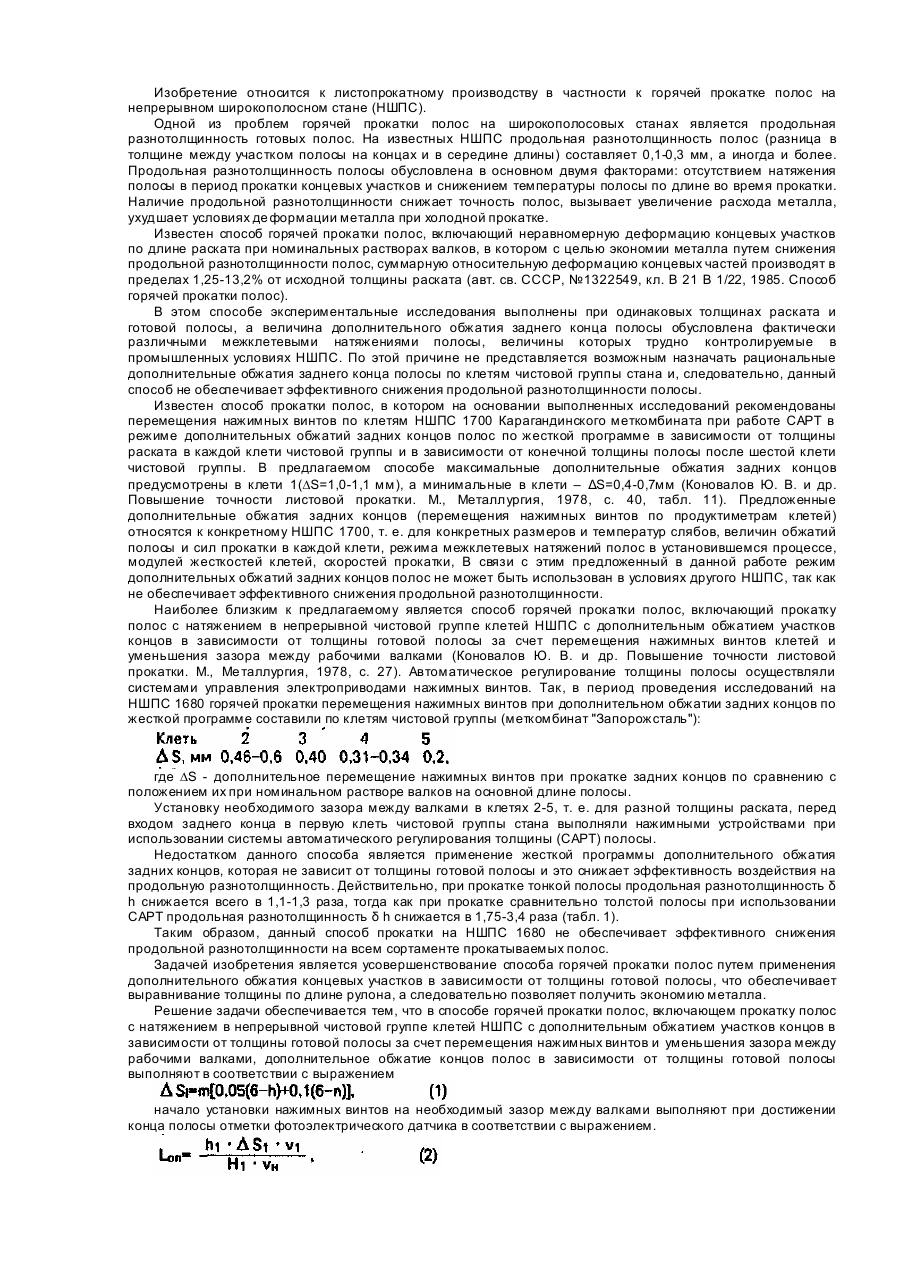
Способ горячей прокатки полос, включающий прокатку полос с натяжением в непрерывной чистовой группе клетей НШПС с дополнительным обжатием участков концов в зависимости от толщины готовой полосы за счет перемещения нажимных винтов клетей и уменьшения зазора между рабочими валками, отличающийся тем, что дополнительное обжатие в клетях выполняют в соответствии с выражением DSI=m[0,05(6-h)+0,1 (6-n)].начало установки нажимных винтов...
Спосіб прокатки листів та смуг

Номер патенту: 7898
Опубліковано: 26.12.1995
Автори: Кліменко Ігор Валентинович, Горелік Вадім Семенович, Мітьєв Анатолій Петрович, Байков Євген Вікторович, Феофілактов Андрій Вікторович
МПК: B21B 1/22
Мітки: смуг, спосіб, листів, прокатки
Формула / Реферат:
Способ прокатки листов и полос, включающий прокатку с рассогласованием окружных скоростей рабочих валков в функции вытяжки полосы в каждом проходе, отличающийся тем, что, с целью повышения качества проката за счет шлифования поверхности в процессе прокатки, прокатку производят с пробуксовкой одного из валков.
Попередній патент: Тренажер боксерський
Наступний патент: Установка для випробування матеріалів на динамічний розтяг
Випадковий патент: Апарат для гравітаційного розподілу сумішей і екстрактивної очистки важкої фази