Спосіб термообробки нержавіючих сталей
Номер патенту: 21001
Опубліковано: 07.10.1997
Автори: Дроздова Інна Генадійовна, Чейлях Олександр Петрович
Формула / Реферат
Способ термообработки нержавеющих сталей, включающих высокотемпературный нагрев, охлаждение и низкотемпературный отпуск, отличающийся тем, что производят предварительный отжиг, а высокотемпературный кратковременный нагрев ведут со скоростью 20-30°С/с до температур 1200-1300°С.
Текст
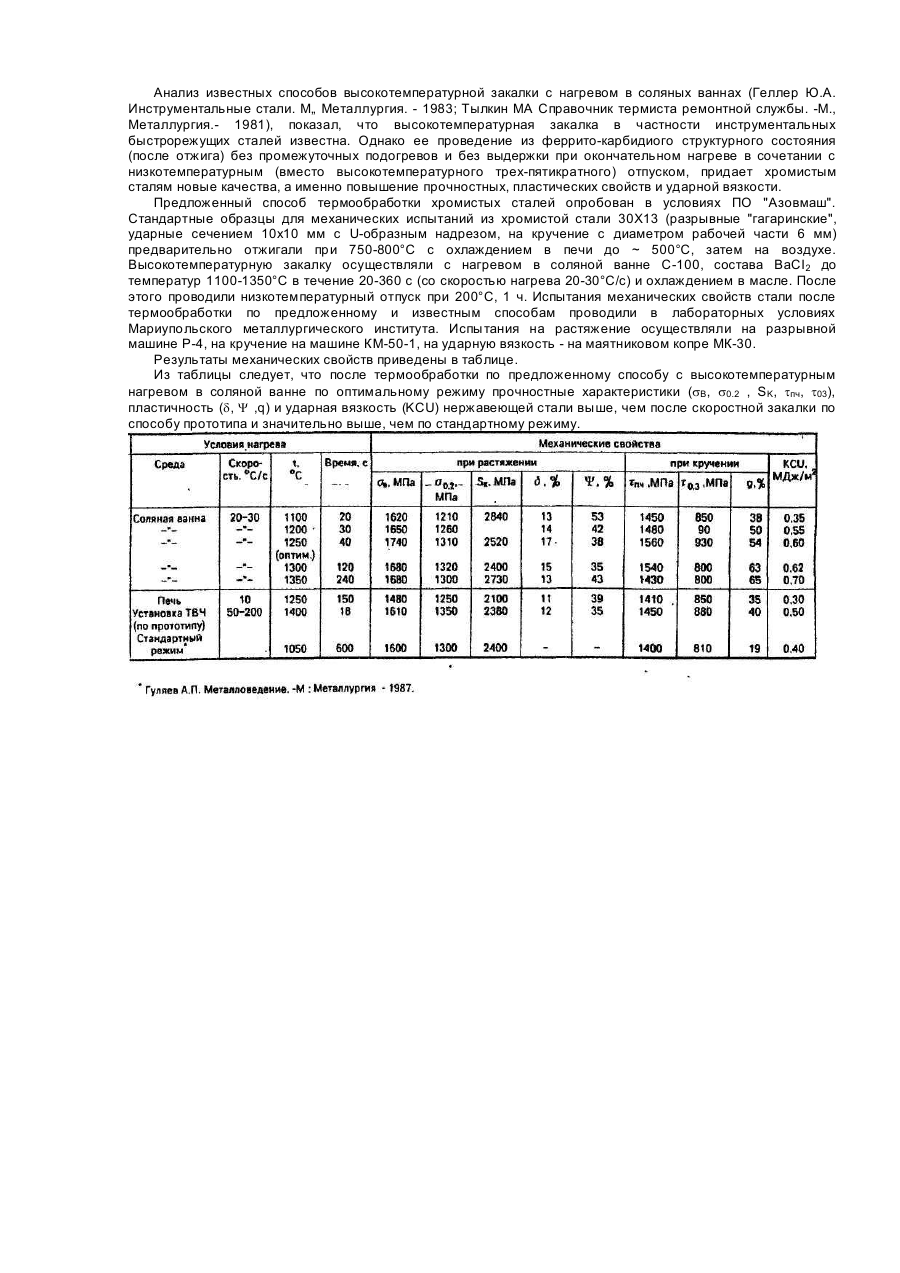
Изобретение относится к области металлургии, в частности к способам закалки нержавеющих сталей. Известны способы высокотемпературной закалки инструментальных сталей, включающие нагрев под закалку в соляных чзаннах с одним или двумя подогревами [Геллер Ю.А. Инструментальные стали.- М:, Металлургия. I983.-C.211]. При этом в известных способах нагрев под закалку инструмента, в частности из быстрорежущих сталей, осуществляется до температур 1200-1280°С,после чего следует выдержка для растворения специальных карбидов и выравнивания химсостава аустенита. Время нагрева согласно данным [Тылкин М.А. Справочник термиста ремонтной службы. - М., Металлургия, 1981. - С. 348], составляет 8-10 с на 1 мм диаметра изделия, а время выдержки для изделий диаметром, например, 5-7 мм - составляет 4-5 мин. Таким образом, суммарное время нагрева и выдержки в соляных ваннах для изделий указанных размеров без учета подогревов должно составлять 5-6 мин. После такой высокотемпературной закалки обязательно следует трех-, пятикратный отпуск для разложения остаточного аустенита и вторичного твердения. Вместе с тем, известные способы не позволяют одновременно повышать прочностные, пластические свойства и ударную вязкость сталей. Наиболее близким техническим решением, выбранным в качестве прототипа, является способ термической обработки изделий преимущественно из нержавеющих сталей [Патент СССР № 1782243, A3, кл. С 21 D 1/42, 6/00, опублик. 15.12.92]. Способ включает скоростной высокотемпературный нагрев под закалку деталей с нагревом токами высокой частоты (ТВЧ) до температур на 370-450°С выше т. АСЗ, т.е. до 1320-1400°С в течение 17-19 с (для деталей диаметром 6 мм). Недостатками известного способа является необходимость наличия для его выполнения сложного специального оборудования - генератора и лакалочной установки ТВЧ, а также неприменимость его для средних и крупных изделий сложной конфигурации. Известный способ не обеспечивает сквозной прогрев указанных деталей из-за ограниченного проникновения tokod высокой частоты, следствием чего является невозможность повышения прочностных, пластических свойств и ударной вязкости в объеме детали. В основу изобретения поставлена задача упростить способ термообработки нержавеющих сталей и сделать его применимым для деталей практически любой конфигурации в котором за счет дополнительной операции и нового режима обеспечивается повышение прочностных, пластических свойств и ударной вязкости, и за счет этого повышается долговечность деталей, экономятся легирование нержавеющие стали. Поставленная задача решается тем, что в способе термообработки нержавеющих сталей, включающий высокотемпературный нагрев, охлаждение и низкотемпературный отпуск в соответствии с изобретением осуществляют предварительный отжиг, а высокотемпературный кратковременный нагрев ведут со скоростью 20-30°С/с до температур 1200-1300°С. Предварительный отжиг необходим не только для разупрочнения сталей и улучшения обрабатываемости резанием, но и для получения феррито-карбидной смеси, состоящий из ферритной основы и равномерно распределенных карбидов хрома оптимального размера. Последующая высокотемпературная закалка из другого исходного структурного состояния не обеспечивает указанного технического эффекта. При последующем высокотемпературном кратковременном нагреве до температур 1200-1300°С феррит превращается в аустенит. В связи с отсутствием выдержки растворение карбидов в аустените лишь только начинается, при этом исключается гомогенизация аустенита. Закалка в масло производится из своеобразного структурного состояния, представляющего гетерогенную смесь аустенита и частично растворенных карбидов хрома. Участки аустенита, располагающиеся вокруг карбидов обогащаются углеродом и хромом, остальные места остаются обедненными этими элементами. В процессе последующего охлаждения в масле обедненные участки аустенита превращаются в малоуглеродистый скрытокри-сталлический мартенсит с мелким зерном, армированный дисперсными равномерно распределенными частично растворенными карбидами. Вокруг них в основном сохраняется повышенное количество обогащенного углеродом и хромом метастабильного остаточного аустенита (2028%). Такая мелкозернистая структура обладает наряду с повышенной прочностью- высокими пластичностью и вязкостью. Дополнительный вклад в повышение указанных свойств вносит превращение обогащенного аустенита в мартенсит в процессе деформации при испытании свойств, либо при эксплуатации деталей. Скорость, температура и время нагрева под закалку в заявляемом способе являются взаимосвязанными параметрами, чем выше скорость нагрева, тем выше должен быть температурный интервал аустенизации, а 'чем выше температура, тем меньше требуется времени для получения гетерогенного состояния аустенита. При скоростях нагрева меньших 20°С/с в значительной степени развиваются диффузионные процессы, затрудняющие получение гетерогенного аустенита, чем 30°С/с для получения указанного гетерогенного состояния аустенита требуется более высокий чем 1200-1300°С интервал температур, что технологически затруднено, т.к. требует специального оборудования (установки ТВЧ, электронагрев и т.д.) и применимо лишь для деталей определенной формы. Скорость нагрева 20-30°С/с соответствует нагреву в соляной ванне с температурой расплава 1200-1300°С. При температурах нагрева под закалку, меньших 1200°С и выбранных скоростях нагрева превращение феррита в аустенит полностью не завершается, вследствие чего снижаются прочностные свойства сталей. Нагрев до более высоких температур, чем 1300°С с указанными скоростями вызывает полное растворение карбидов, гомогенизацию аустенита, рост зерна, что снижает прочностные свойства и вязкость стали. Таким образом, нагрев под закалку образцов из хромистых сталей, например, диаметром 6 мм с заданными температурно-скоростными параметрами для достижения указанного структурного состояния обеспечивается за 30-90 с, вместо 5-6 мин по известной технологии (Тылкин М.А. Справочник термиста ремонтной службы. - М., Металлургия. - 1981. - С. 348). Сопоставимый анализ заявляемого технического решения с прототипом показывает, что предложенный способ термообработки хромистых сталей отличается от известного условиями нагрева, а именно температурой и скоростью нагрева под закалку и проведением обязательной предварительной операцииотжига, а также возможностью обработки с помощью него деталей любой конфигурации. Анализ известных способов высокотемпературной закалки с нагревом в соляных ваннах (Геллер Ю.А. Инструментальные стали. М„ Металлургия. - 1983; Тылкин МА Справочник термиста ремонтной службы. -М., Металлургия.- 1981), показал, что высокотемпературная закалка в частности инструментальных быстрорежущих сталей известна. Однако ее проведение из феррито-карбидиого структурного состояния (после отжига) без промежуточных подогревов и без выдержки при окончательном нагреве в сочетании с низкотемпературным (вместо высокотемпературного трех-пятикратного) отпуском, придает хромистым сталям новые качества, а именно повышение прочностных, пластических свойств и ударной вязкости. Предложенный способ термообработки хромистых сталей опробован в условиях ПО "Азовмаш". Стандартные образцы для механических испытаний из хромистой стали 30X13 (разрывные "гагаринские", ударные сечением 10x10 мм с U-образным надрезом, на кручение с диаметром рабочей части 6 мм) предварительно отжигали при 750-800°С с охлаждением в печи до ~ 500°С, затем на воздухе. Высокотемпературную закалку осуществляли с нагревом в соляной ванне С-100, состава ВаСІ 2 до температур 1100-1350°С в течение 20-360 с (со скоростью нагрева 20-30°С/с) и охлаждением в масле. После этого проводили низкотемпературный отпуск при 200°С, 1 ч. Испытания механических свойств стали после термообработки по предложенному и известным способам проводили в лабораторных условиях Мариупольского металлургического института. Испытания на растяжение осуществляли на разрывной машине Р-4, на кручение на машине КМ-50-1, на ударную вязкость - на маятниковом копре МК-30. Результаты механических свойств приведены в таблице. Из таблицы следует, что после термообработки по предложенному способу с высокотемпературным нагревом в соляной ванне по оптимальному режиму прочностные характеристики (sB, s0.2 , SK, tпч, t03), пластичность (d, Y ,q) и ударная вязкость (KCU) нержавеющей стали выше, чем после скоростной закалки по способу прототипа и значительно выше, чем по стандартному режиму.
ДивитисяДодаткова інформація
Автори англійськоюCheiliakh Oleksandr Petrovych, Drozdova Inna Hennadiivna
Автори російськоюЧейлях Александр Петрович, Дроздова Инна Геннадиевна
МПК / Мітки
МПК: C21D 1/34
Мітки: сталей, термообробки, нержавіючих, спосіб
Код посилання
<a href="https://ua.patents.su/2-21001-sposib-termoobrobki-nerzhaviyuchikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки нержавіючих сталей</a>
Спосіб термообробки виробів, переважно із нержавіючих сталей
Номер патенту: 4337
Опубліковано: 27.12.1994
Автори: Чейлях Олександр Петрович, Малінов Леонід Соломонович
Мітки: нержавіючих, переважно, термообробки, сталей, виробів, спосіб
Формула / Реферат:
1. Способ термической обработки изделий, преимущественно из нержавеющих сталей, включающий улучшение, скоростной нагрев, охлаждение, отличающийся тем, что скоростной нагрев ведут до Аc3+(370-450)°С, а затем проводят низкотемпературный отпуск.2. Способ по п.1, отличающийся тем, что осуществляют объемный скоростной нагрев детали.
Спосіб термообробки сталей мартенсітного класу
Номер патенту: 12555
Опубліковано: 28.02.1997
Автор: Чейлях Олександр Петрович
МПК: C21D 6/00
Мітки: спосіб, класу, термообробки, сталей, мартенситного
Формула / Реферат:
Способ термообработки сталей мартенситного класса, включающий нагрев до температур двухфазной аустенитно-ферритной области и охлаждение, отличающийся тем, что нагрев до температур двухфазной аустенитно-ферритной области производят на 20-30°С выше т.Ан/Ас1/ до получения 10-25% остаточного аустенита, а перед нагревом осуществляют нормализацию или закалку.
Спосіб зміцнення вуглецевих сталей
Номер патенту: 15973
Опубліковано: 29.08.1997
Автор: Спектор Юрій Олександрович
МПК: C21D 1/78
Мітки: зміцнення, вуглецевих, спосіб, сталей
Формула / Реферат:
Способ упрочнения углеродистых сталей, включающий нагрев и выдержку в нитроцементи-рующей среде, закалку и отпуск, отличающийся тем, что, с целью повышения твердости и упрощения способа, нагрев и выдержку проводят при температуре АС і, нагрев до температуры закалки проводят со скоростью не менее 40°С в 1 с.
Спосіб обробки виробів із нержавіючих сталей аустенітного класу
Номер патенту: 15980
Опубліковано: 29.08.1997
Автори: Коробочкін Іосиф Юльович, Уварова Раїса Євтихівна, Тарасенко Віра Афанасіївна, Куценко Олександр Іванович, Гордієнко Надія Степанівна, Бобух Людмила Васильовна, Клименко Фелікс Костянтинович
МПК: C21D 9/08
Мітки: нержавіючих, обробки, класу, виробів, аустенітного, спосіб, сталей
Формула / Реферат:
1. Способ обработки изделий из нержавеющих сталей аустенитного класса, преимущественно труб, включающий нанесение защитного покрытия и термическую обработку путем нагрева до температури аустенизации, выдержки и охлаждения на воздухе, отличающийся тем, что, с целью снижения склонности к межкристаллитной коррозии и упрощения процесса обработки, нанесение защитного покрытия проводят обработкой в хром-содержащем растворе, нагрев и выдержку...
Спосіб зміцнення інструменту з швидкоріжучих сталей
Номер патенту: 15277
Опубліковано: 30.06.1997
Автор: Самотугін Сергій Савелович
МПК: C21D 9/22
Мітки: спосіб, швидкоріжучих, інструменту, сталей, зміцнення
Формула / Реферат:
Способ упрочнения инструмента из быстрорежущей стали, включающий объемную закалку, отпуск и поверхностное упрочнение высококонцентрированным источником нагрева, отличающийся тем, что после объемной закалки проводят поверхностное упрочнение и трехкратный отпуск при температуре 540-560°С.
Попередній патент: Тампонажний розчин
Наступний патент: Склад електрода, що витрачається
Випадковий патент: Протруювач насіння сільськогосподарських культур