Спосіб виготовлення високоміцного дроту з легірованої або вуглеродистої сталі з покриттям на основі алюмінію
Номер патенту: 21205
Опубліковано: 04.11.1997
Автори: Коковіхін Юрій Іванович, Щербак Олександр Семенович, Дем'янова Людміла Іванівна, Іванцов Іван Іванович, Коровайний Сергій Федорович, Почта Віктор Миколайович, Парадня Павло Вікторович, Ганіна Лідія Кирилівна
Формула / Реферат
Способ изготовления высокопрочной проволоки из легированной или углеродистой стали с покрытием на основе алюминия, включающий нагрев заготовки на воздухе или в защитной среде до температуры на 30-50°С выше Ас3, изотермическую выдержку при этой температуре, флюсование, патентирование, цинкование, подготовку поверхности к металлизации, алюминирование из расплава и холодное волочение, отличающийся тем, что патентирование и цинкование из расплава осуществляют непрерывно в ванне с двухслойным расплавом свинец-цинк, пропусканием проволоки на входе через расплав свинца, а на выходе из ванны - через слой цинка, а подготовку поверхности к металлизации и алюминирование осуществляют непрерывно в ванне с двухслойным расплавом свинец-алюминий, пропусканием проволоки на входе через расплав алюминия, а на выходе из ванны - через слой расплава алюминия состава наносимого покрытия.
Текст
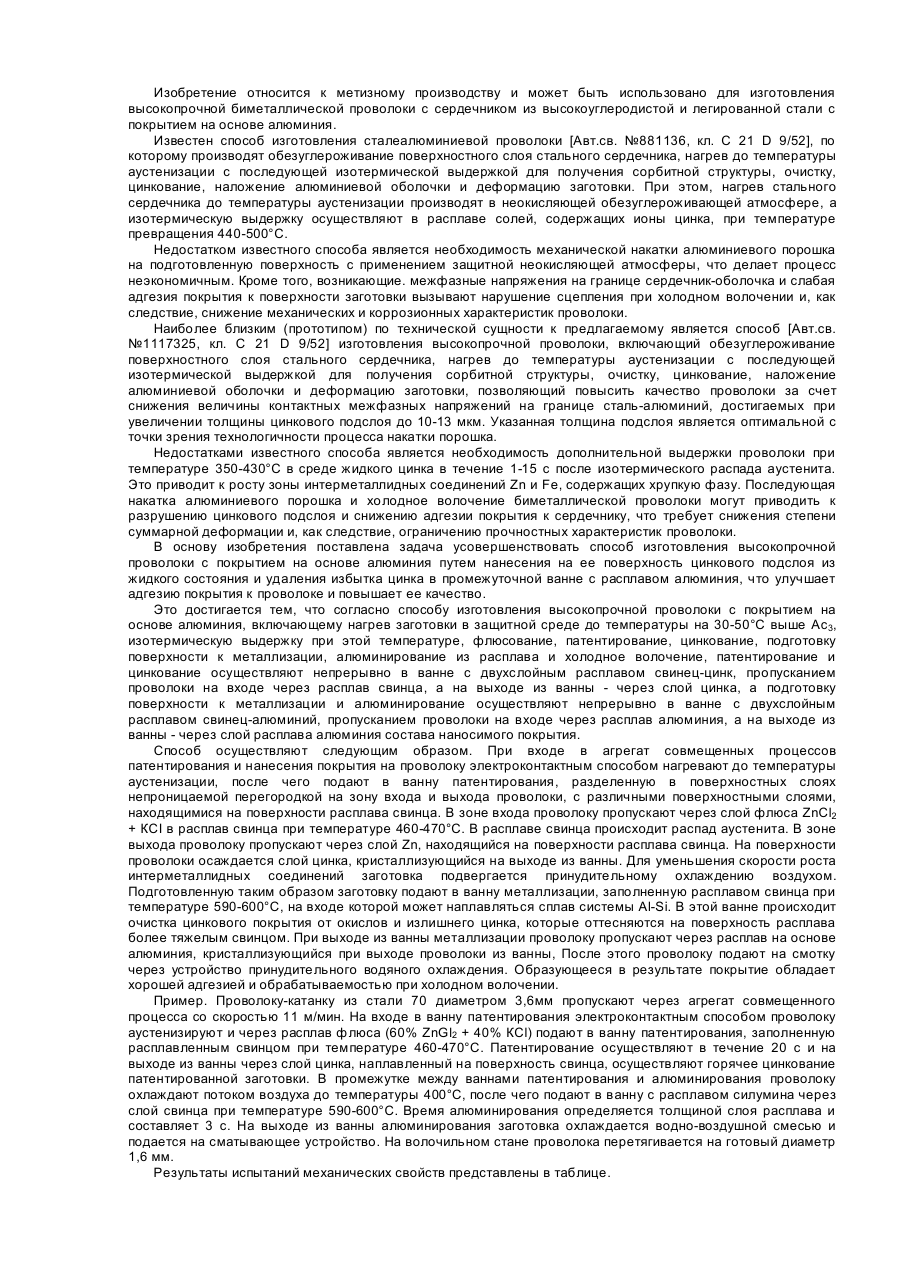
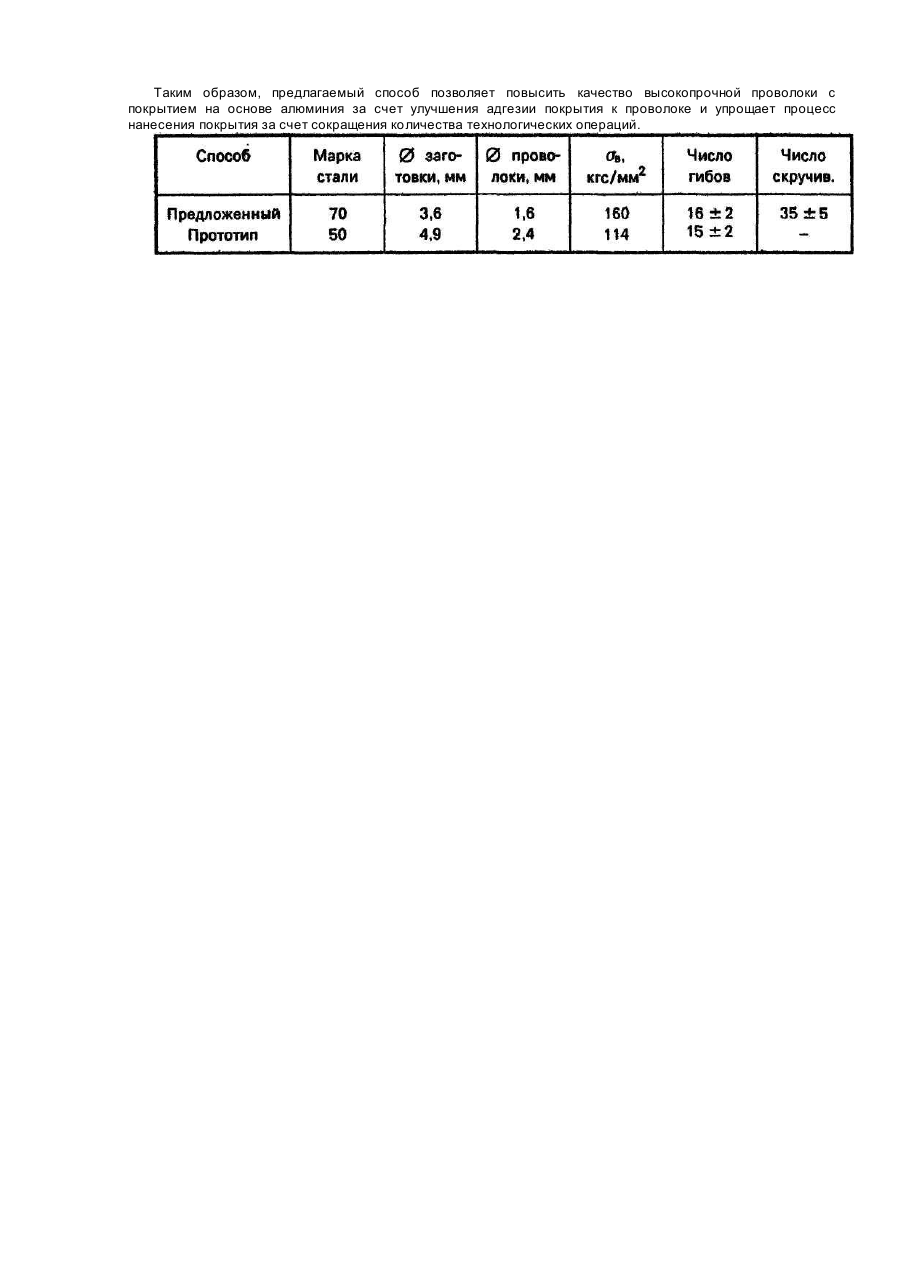
Изобретение относится к метизному производству и может быть использовано для изготовления высокопрочной биметаллической проволоки с сердечником из высокоуглеродистой и легированной стали с покрытием на основе алюминия. Известен способ изготовления сталеалюминиевой проволоки [Авт.св. №881136, кл. С 21 D 9/52], по которому производят обезуглероживание поверхностного слоя стального сердечника, нагрев до температуры аустенизации с последующей изотермической выдержкой для получения сорбитной структуры, очистку, цинкование, наложение алюминиевой оболочки и деформацию заготовки. При этом, нагрев стального сердечника до температуры аустенизации производят в неокисляющей обезуглероживающей атмосфере, а изотермическую выдержку осуществляют в расплаве солей, содержащих ионы цинка, при температуре превращения 440-500°С. Недостатком известного способа является необходимость механической накатки алюминиевого порошка на подготовленную поверхность с применением защитной неокисляющей атмосферы, что делает процесс неэкономичным. Кроме того, возникающие. межфазные напряжения на границе сердечник-оболочка и слабая адгезия покрытия к поверхности заготовки вызывают нарушение сцепления при холодном волочении и, как следствие, снижение механических и коррозионных характеристик проволоки. Наиболее близким (прототипом) по технической сущности к предлагаемому является способ [Авт.св. №1117325, кл. С 21 D 9/52] изготовления высокопрочной проволоки, включающий обезуглероживание поверхностного слоя стального сердечника, нагрев до температуры аустенизации с последующей изотермической выдержкой для получения сорбитной структуры, очистку, цинкование, наложение алюминиевой оболочки и деформацию заготовки, позволяющий повысить качество проволоки за счет снижения величины контактных межфазных напряжений на границе сталь-алюминий, достигаемых при увеличении толщины цинкового подслоя до 10-13 мкм. Указанная толщина подслоя является оптимальной с точки зрения технологичности процесса накатки порошка. Недостатками известного способа является необходимость дополнительной выдержки проволоки при температуре 350-430°С в среде жидкого цинка в течение 1-15 с после изотермического распада аустенита. Это приводит к росту зоны интерметаллидных соединений Zn и Fe, содержащих хрупкую фазу. Последующая накатка алюминиевого порошка и холодное волочение биметаллической проволоки могут приводить к разрушению цинкового подслоя и снижению адгезии покрытия к сердечнику, что требует снижения степени суммарной деформации и, как следствие, ограничению прочностных характеристик проволоки. В основу изобретения поставлена задача усовершенствовать способ изготовления высокопрочной проволоки с покрытием на основе алюминия путем нанесения на ее поверхность цинкового подслоя из жидкого состояния и удаления избытка цинка в промежуточной ванне с расплавом алюминия, что улучшает адгезию покрытия к проволоке и повышает ее качество. Это достигается тем, что согласно способу изготовления высокопрочной проволоки с покрытием на основе алюминия, включающему нагрев заготовки в защитной среде до температуры на 30-50°С выше Ас3, изотермическую выдержку при этой температуре, флюсование, патентирование, цинкование, подготовку поверхности к металлизации, алюминирование из расплава и холодное волочение, патентирование и цинкование осуществляют непрерывно в ванне с двухслойным расплавом свинец-цинк, пропусканием проволоки на входе через расплав свинца, а на выходе из ванны - через слой цинка, а подготовку поверхности к металлизации и алюминирование осуществляют непрерывно в ванне с двухслойным расплавом свинец-алюминий, пропусканием проволоки на входе через расплав алюминия, а на выходе из ванны - через слой расплава алюминия состава наносимого покрытия. Способ осуществляют следующим образом. При входе в агрегат совмещенных процессов патентирования и нанесения покрытия на проволоку электроконтактным способом нагревают до температуры аустенизации, после чего подают в ванну патентирования, разделенную в поверхностных слоях непроницаемой перегородкой на зону входа и выхода проволоки, с различными поверхностными слоями, находящимися на поверхности расплава свинца. В зоне входа проволоку пропускают через слой флюса ZnCl2 + КСІ в расплав свинца при температуре 460-470°С. В расплаве свинца происходит распад аустенита. В зоне выхода проволоку пропускают через слой Zn, находящийся на поверхности расплава свинца. На поверхности проволоки осаждается слой цинка, кристаллизующийся на выходе из ванны. Для уменьшения скорости роста интерметаллидных соединений заготовка подвергается принудительному охлаждению воздухом. Подготовленную таким образом заготовку подают в ванну металлизации, заполненную расплавом свинца при температуре 590-600°С, на входе которой может наплавляться сплав системы Al-Si. В этой ванне происходит очистка цинкового покрытия от окислов и излишнего цинка, которые оттесняются на поверхность расплава более тяжелым свинцом. При выходе из ванны металлизации проволоку пропускают через расплав на основе алюминия, кристаллизующийся при выходе проволоки из ванны, После этого проволоку подают на смотку через устройство принудительного водяного охлаждения. Образующееся в результате покрытие обладает хорошей адгезией и обрабатываемостью при холодном волочении. Пример. Проволоку-катанку из стали 70 диаметром 3,6мм пропускают через агрегат совмещенного процесса со скоростью 11 м/мин. На входе в ванну патентирования электроконтактным способом проволоку аустенизируют и через расплав флюса (60% ZnGl2 + 40% КСl) подают в ванну патентирования, заполненную расплавленным свинцом при температуре 460-470°С. Патентирование осуществляют в течение 20 с и на выходе из ванны через слой цинка, наплавленный на поверхность свинца, осуществляют горячее цинкование патентированной заготовки. В промежутке между ваннами патентирования и алюминирования проволоку охлаждают потоком воздуха до температуры 400°С, после чего подают в ванну с расплавом силумина через слой свинца при температуре 590-600°С. Время алюминирования определяется толщиной слоя расплава и составляет 3 с. На выходе из ванны алюминирования заготовка охлаждается водно-воздушной смесью и подается на сматывающее устройство. На волочильном стане проволока перетягивается на готовый диаметр 1,6 мм. Результаты испытаний механических свойств представлены в таблице. Таким образом, предлагаемый способ позволяет повысить качество высокопрочной проволоки с покрытием на основе алюминия за счет улучшения адгезии покрытия к проволоке и упрощает процесс нанесения покрытия за счет сокращения количества технологических операций.
ДивитисяДодаткова інформація
Автори англійськоюKokovikhin Yurii Ivanovych, Paradnia Pavlo Viktorovych, Pochta Viktor Mykolaiovych, Korovainyi Serhii Fedorovych, Scherbak Oleksandr Semenovych, Hanina Lidiia Kyrylivna, Demianova Liudmyla Ivanivna, Ivantsov Ivan Ivanovych
Автори російськоюКоковихин Юрий Иванович, Парадня Павел Викторович, Почта Виктор Николаевич, Коровайный Сергей Федорович, Щербак Александр Семенович, Ганина Лидия Кирилловна, Демьянова Людмила Ивановна, Иванцов Иван Иванович
МПК / Мітки
МПК: C21D 9/52
Мітки: сталі, легірованої, основі, спосіб, виготовлення, високоміцного, алюмінію, вуглеродистої, покриттям, дроту
Код посилання
<a href="https://ua.patents.su/2-21205-sposib-vigotovlennya-visokomicnogo-drotu-z-legirovano-abo-vuglerodisto-stali-z-pokrittyam-na-osnovi-alyuminiyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення високоміцного дроту з легірованої або вуглеродистої сталі з покриттям на основі алюмінію</a>
Спосіб одержання стального дроту з комбінованим алюмоцинковим покриттям
Номер патенту: 21204
Опубліковано: 04.11.1997
Автори: Дем'янова Людміла Іванівна, Іванцов Іван Іванович, Почта Віктор Миколайович, Парадня Павло Вікторович, Ганіна Лідія Кирилівна, Коковіхін Юрій Іванович, Коровайний Сергій Федорович, Щербак Олександр Семенович
МПК: C21D 9/52
Мітки: стального, одержання, покриттям, алюмоцинковим, дроту, спосіб, комбінованим
Формула / Реферат:
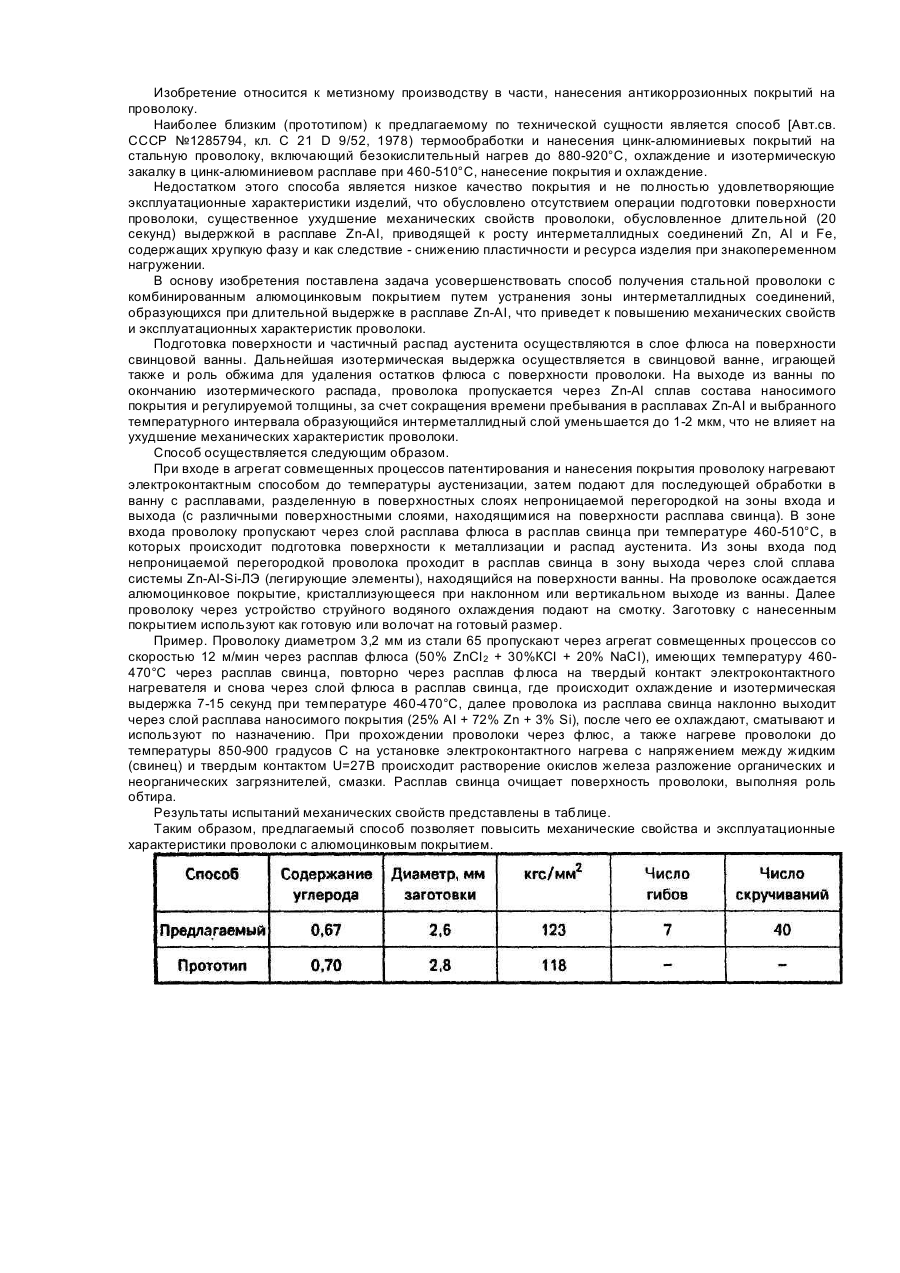
Способ получения стальной проволоки с комбинированным алюмоцинковым покрытием, нанесенным из расплава, включающий в себя нагрев заготовки до температуры аустенизации, подготовку поверхности, патентирование и нанесение покрытия из расплава, отличающийся тем, что подготовку поверхности, патентирование и нанесение покрытия осуществляют непрерывно в ванне с многослойными несмешивающимися в жидком состоянии расплавами, пропусканием проволоки на...
Спосіб виготовлення електрода-дроту на основі міді або її сплава з цинком
Номер патенту: 8039
Опубліковано: 26.12.1995
Автори: Гейнріх Гроос, Ганс Германні
МПК: B23H 7/08
Мітки: цинком, основі, спосіб, виготовлення, міді, електрода-дроту, сплава
Формула / Реферат:
1. Способ изготовления электрода-проволоки на основе меди или ее сплава с цинком, включающий нанесение на проволоку слоя цинка, кадмия или сурьмы, отличающийся тем, что, с целью уменьшения износа при электроэрозионном вырезании, электрод-проволоку подвергают термообработке в атмосфере азота, аргона или водорода при 700-850°С в течение 0,096-0,3 мин с последующим охлаждением до 30-80°С в течение 0,02-0,2 мин.2. Способ по п. 1,...
Спосіб виготовлення кераміки на основі оксиду алюмінію
Номер патенту: 6986
Опубліковано: 31.03.1995
Автори: Дубок Віталій Андрійович, Лашнева Валентина Василівна
МПК: C04B 35/10, C04B 35/622
Мітки: основі, оксиду, виготовлення, алюмінію, кераміки, спосіб
Формула / Реферат:
(57) Способ изготовления керамики на основе оксида алюминия путем измельчения исходного порошка, формования методом полусухого прессования, обжига и спекания, отличающийся тем, что измельчение проводят ультразвуковым диспергированием в жидкости, после чего осуществляют центрифугирование в течение 30-60 мин при ускорении 5000-7000 g1 сушку и повторное измельчение.
Спосіб виготовлення кераміки на основі оксиду алюмінію
Номер патенту: 9779
Опубліковано: 30.09.1996
Автори: Дубок Віталій Андрійович, Лашнева Валентина Василівна
МПК: C04B 35/10, C04B 35/63
Мітки: основі, алюмінію, кераміки, спосіб, виготовлення, оксиду
Формула / Реферат:
(57) Способ изготовления керамики на основе оксида алюминия, включающий тонкое измельчение, смешивание с картофельным крахмалом в количестве 3-5 мас.%, полусухое прессование заготовок и обжиг, отличающийся тем, что измельчение осуществляют до размера частиц 70-130 мм.
Спосіб отримання на трубах покрить з розплаву цинку, алюмінію та їх сплавів
Номер патенту: 6487
Опубліковано: 29.12.1994
Автори: Мітніков Ілля Юхимович, Щербінін Олександр Олександрович, Сергєєв Віктор Володимирович, Косульніков Рудольф Михайлович, Проскуркін Євген Васильович, Зехов Сергій Васильович, Згура Олександр Олександрович, Гладуш Василь Макарович, Канов Генадій Лаврентійович, Солошенко Микола Павлович
МПК: C23C 2/06
Мітки: отримання, сплавів, алюмінію, покрить, трубах, спосіб, цинку, розплаву
Формула / Реферат:
Способ получения на трубах покрытия из расплава цинка, алюминия и их сплавов, включающий подготовку поверхности труб, флюсование, сушку, нанесение покрытия из расплава, обдувку извлеченных из расплава труб и последующую продувку их полости, отличающийся тем, что перед продувкой вращающиеся трубы подогревают факелом газовой горелки, давление которого составляет 0,001-0,003 МПа, а продувку полости труб осуществляют сжатым воздухом, величину...
Попередній патент: Дезінфекційний засіб
Наступний патент: Спосіб одержання 5-аміно-1,2,4-триазин-3/2н/-ону
Випадковий патент: Мазь із подразнювальною дією на нервові закінчення