Засіб зміцнення інструменту з швидкоріжучих сталей
Формула / Реферат
Способ упрочнения инструмента из быстрорежущих сталей, включающий предварительную объемную термическую обработку (закалку и отпуск) , поверхностное упрочнение высококонцент-рированным источником нагрева и окончательный объемный отпуск, отличающийся тем, что поверхностное упрочнение осуществляют трехкратно с температурой нагрева при втором и третьем проходах, равной стандартной температуре закалки стали, а при первом проходе - на 30-70°С превышающей стандартную температуру закалки.
Текст
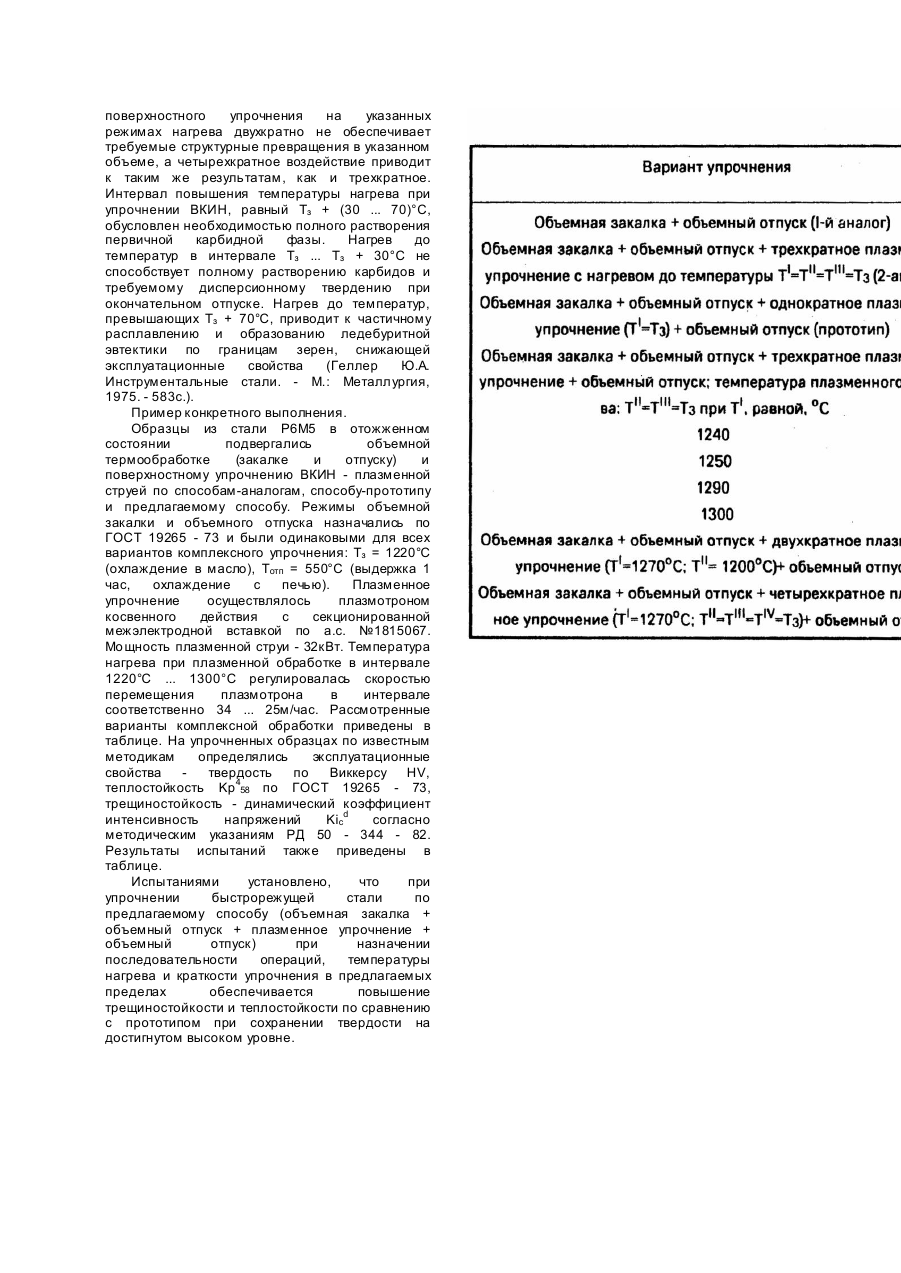
Изобретение относится к металлообрабатывающей промышленности, в частности, к упрочнению режущего, штампового, формообразующего инструмента, изготовленного из быстрорежущи х сталей. Инструмент, изготовленный из быстрорежущих сталей, вы ходит из строя по причине низкой твердости, теплостойкости и повышенной хрупкости (низкой трещиностойкости), что в значительной мере определяется размером зерна закаленной стали, размером и характером распределения карбидов в структуре, процессами дисперсионного твердения. Так, например, известен способ упрочнения инструмента из быстрорежущи х сталей, включающий объемную закалку (при температуре 1220°C для стали Р6М5 или 1280°C для стали Р18) и объемный отпуск при температуре 540 560°C (ГОСТ 19265 - 73). Инструмент, изготовленный из стали, упрочненной по известному способу, при высокой твердости обладает низкой теплостойкостью и низкой трещиностойкостью, так как при объемной закалке не происходит полное растворение первичной карбидной фазы и насыщение твердого раствора легирующими элементами (C, W, Mo, Cr, V, Co). Известен также способ упрочнения инструмента из быстрорежущи х сталей, включающий объемную термообработку (закалку от стандартной температуры и объемный отпуск при температуре 540 - 560°C) и поверхностное многократное (циклическое) упрочнение высококонцентрированным источником нагрева (ВКИН) - лазерным лучом (Бушик С.В., Голубев B.C. Лазерная циклическая обработка инструментальных сталей // Электронная обработка материалов. - 1986. - №5. - С.24 - 27). Данный способ позволяет получить мартенситно-карбидную структур у с высокой твердостью во всем объеме металла инструмента от объемной термообработки и повышенную твердость в поверхностной рабочей зоне от обработки ВКИН за счет измельчения структурных составляющих и растворения карбидной фазы. Однако, при упрочнении инструмента данным способом в поверхностной упрочненной зоне не происходит дисперсионное твердение выделение частиц упрочняющей карбидной фазы, что приводит к снижению теплостойкости и трещиностойкости инструмента. Наиболее близким техническим решением, прототипом является способ упрочнения инструмента из быстрорежущи х сталей, включающий предварительную объемную термообработку (закалку от 1210 - 1230°C, отпуск при 300 - 400°C), поверхностное однократное упрочнение ВКИН-лазерным лучом и последующий окончательный объемный отпуск при температуре 540 - 560°C (А.с. СССР №1479525, кл. 4 C21D1/09). Способ позволяет повысить твердость инструмента за счет предварительной объемной термообработки, дополнительно повысить износостойкость рабочей поверхности за счет обработки ВКИН и последующего объемного отпуска. Однако низкая температура нагрева при поверхностном упрочнении, равная стандартной по ГОСТ 19265 73, и однократное его выполнение не обеспечивают полное растворение первичной карбидной фазы и требуемое дисперсное твердение при последующем объемном отпуске. Следствием этого является недостаточно высокая трещиностойкость и теплостойкость рабочей зоны инструмента. В основу изобретения поставлена задача усовершенствования способа упрочнения инструмента из быстрорежущих сталей, в котором изменение режима поверхностной обработки, последовательности и кратности ее выполнения позволит обеспечить повышение степени дисперсности структуры и дисперсионное твердение (выделение дисперсных вторичных карбидов) в рабочей зоне, и, за счет этого повысить трещиностойкость режущи х кромок инструмента. Для решения поставленной задачи в способе упрочнения инструмента из быстрорежущи х сталей, включающем объемную термообработку (закалку и отпуск), поверхностное упрочнение ВКИН и окончательный отпуск в соответствии с изобретением поверхностное упрочнение выполняют трехкратно, обеспечивая температуру нагрева при выполнении первого прохода равной TI = Tз + (30 ... 70)°C, где Tз - стандартная температура закалки быстрорежущи х сталей (в зависимости от марки стали), а при выполнении второго и третьего проходов - равной TII = TIII = Tз. Выбор указанного интервала изменения температуры нагрева при поверхностном упрочнении, последовательности и кратности его выполнения обусловлен следующим. Выполнение первого прохода при поверхностной обработке ВКИН на режиме, обеспечивающем повышенную на 30 ... 70°C температуру нагрева по сравнению со стандартной температурой закалки быстрорежущих сталей обеспечивает полное растворение первичной карбидной фазы и насыщение твердого раствора легирующими элементами (Гуляев А.П. Металловедение. - М.: Металлургия, 1986. - С.364). Однако при этом происходит рост зерна, что отрицательно сказывается на механических свойствах прочности, трещиностойкости. Нагрев до стандартных температур закалки при выполнении второго и третьего проходов вызывает полную фазовую перекристаллизацию и перезакалку с образованием высокодисперсной структуры, характерной для поверхностного упрочнения ВКИЛ (Самотугин С.С., Ковальчук А.В., Новохацкая О.И. и др. Упрочнение инструмента из быстрорежущи х сталей обработкой плазменной струей // Металловедение и термическая обработка металлов. - 1994. - №2. - С.5 - 8) и дополнительно насыщенной легирующими элементами за счет выполнения первого прохода на повышенных температурах. Последующий отпуск после трехкратного поверхностного упрочнения на указанных режимах нагрева обеспечивает дисперсионное твердение за счет выделения дисперсных вторичных карбидов, равномерно распределенных в мелкозернистой структуре, и, как следствие, повышение комплекса эксплуатационных свойств твердости, теплостойкости, трещиностойкости. Выполнение второго и (или) третьего проходов с повышенной температурой нагрева в отличие от первого, приводит к росту зерна и снижению эксплуатационных свойств. Выполнение поверхностного упрочнения на указанных режимах нагрева двухкратно не обеспечивает требуемые структурные превращения в указанном объеме, а четырехкратное воздействие приводит к таким же результатам, как и трехкратное. Интервал повышения температуры нагрева при упрочнении ВКИН, равный Tз + (30 ... 70)°C, обусловлен необходимостью полного растворения первичной карбидной фазы. Нагрев до температур в интервале Tз ... Tз + 30°C не способствует полному растворению карбидов и требуемому дисперсионному твердению при окончательном отпуске. Нагрев до температур, превышающих Tз + 70°C, приводит к частичному расплавлению и образованию ледебуритной эвтектики по границам зерен, снижающей эксплуатационные свойства (Геллер Ю.А. Инструментальные стали. - М.: Металлургия, 1975. - 583с.). Пример конкретного выполнения. Образцы из стали Р6М5 в отожженном состоянии подвергались объемной термообработке (закалке и отпуску) и поверхностному упрочнению ВКИН - плазменной струей по способам-аналогам, способу-прототипу и предлагаемому способу. Режимы объемной закалки и объемного отпуска назначались по ГОСТ 19265 - 73 и были одинаковыми для всех вариантов комплексного упрочнения: Tз = 1220°C (охлаждение в масло), Tотп = 550°C (выдержка 1 час, охлаждение с печью). Плазменное упрочнение осуществлялось плазмотроном косвенного действия с секционированной межэлектродной вставкой по а.с. №1815067. Мо щность плазменной струи - 32кВт. Температура нагрева при плазменной обработке в интервале 1220°C ... 1300°C регулировалась скоростью перемещения плазмотрона в интервале соответственно 34 ... 25м/час. Рассмотренные варианты комплексной обработки приведены в таблице. На упрочненных образцах по известным методикам определялись эксплуатационные свойства твердость по Виккерсу HV, 4 теплостойкость Kp 58 по ГОСТ 19265 - 73, трещиностойкость - динамический коэффициент интенсивность напряжений Kicd согласно методическим указаниям РД 50 - 344 - 82. Результаты испытаний также приведены в таблице. Испытаниями установлено, что при упрочнении быстрорежущей стали по предлагаемому способу (объемная закалка + объемный отпуск + плазменное упрочнение + объемный отпуск) при назначении последовательности операций, температуры нагрева и краткости упрочнения в предлагаемых пределах обеспечивается повышение трещиностойкости и теплостойкости по сравнению с прототипом при сохранении твердости на достигнутом высоком уровне.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for strengthening quick-cutting steels
Автори англійськоюSamotuhin Serhii Savelovych
Назва патенту російськоюСпособ упрочнения инструмента из быстрорежущих сталей
Автори російськоюСамотугин Сергей Савелович
МПК / Мітки
МПК: C21D 9/22
Мітки: сталей, засіб, швидкоріжучих, інструменту, зміцнення
Код посилання
<a href="https://ua.patents.su/2-21370-zasib-zmicnennya-instrumentu-z-shvidkorizhuchikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Засіб зміцнення інструменту з швидкоріжучих сталей</a>
Спосіб зміцнення інструменту з швидкоріжучих сталей
Номер патенту: 15277
Опубліковано: 30.06.1997
Автор: Самотугін Сергій Савелович
МПК: C21D 9/22
Мітки: інструменту, сталей, швидкоріжучих, зміцнення, спосіб
Формула / Реферат:
Способ упрочнения инструмента из быстрорежущей стали, включающий объемную закалку, отпуск и поверхностное упрочнение высококонцентрированным источником нагрева, отличающийся тем, что после объемной закалки проводят поверхностное упрочнение и трехкратный отпуск при температуре 540-560°С.
Спосіб зміцнення інструменту з твердих сплавів
Номер патенту: 12597
Опубліковано: 28.02.1997
Автор: Самотугін Сергій Савелович
МПК: C21D 9/22
Мітки: зміцнення, спосіб, сплавів, інструменту, твердих
Формула / Реферат:
Способ упрочнения инструмента из твердых сплавов, включающий поверхностную обработку высококонцентрированным источником нагрева, отличающийся тем, что нагрев при обработке осуществляют до температуры выше окончания расплавления связующей фазы и ниже на 50°С начала расплавления карбидной фазы.
Спосіб зміцнення вуглецевих сталей
Номер патенту: 15973
Опубліковано: 29.08.1997
Автор: Спектор Юрій Олександрович
МПК: C21D 1/78
Мітки: вуглецевих, сталей, спосіб, зміцнення
Формула / Реферат:
Способ упрочнения углеродистых сталей, включающий нагрев и выдержку в нитроцементи-рующей среде, закалку и отпуск, отличающийся тем, что, с целью повышения твердости и упрощения способа, нагрев и выдержку проводят при температуре АС і, нагрев до температуры закалки проводят со скоростью не менее 40°С в 1 с.
Спосіб термічної обробки інструменту з середньолегованих сталей
Номер патенту: 12943
Опубліковано: 28.02.1997
Автори: Шимко Олена Володимирівна, Моісєєв Владислав Федорович, Антонов Віктор Васильович, Заблоцький Володимир Кирилович
МПК: C21D 9/22
Мітки: інструменту, спосіб, сталей, термічної, обробки, середньолегованих
Формула / Реферат:
(57) Способ термической обработки инструмента из среднелегированных сталей, включающий предварительный подогрев, последующий нагрев до температуры закалки, выдержку, охлаждение и отпуск, отличающийся тем, что нагрев ведут до температуры, превышающей Асз на 30-40°С, а охлаждение проводят в воде с температурой 80-100°С и выдержкой в ней в течение 1-3 часов с последующим охлаждением на воздухе.
Спосіб зміцнення хромокремневольфрамових сталей

Номер патенту: 4216
Опубліковано: 27.12.1994
Автор: Спектор Юрій Олександрович
МПК: C23C 10/10, C21D 1/78
Мітки: сталей, хромокремневольфрамових, спосіб, зміцнення
Формула / Реферат:
1. Способ упрочнения хромокремневольфрамовых сталей, включающий нагрев под закалку, совмещенный с нитроцементацией, закалку и отпуск, отличающийся тем, что, с целью повышения эксплуатационной стойкости, нагрев под закалку проводят до 980-1000 °С, а время отпуска назначают в соответствии с требуемой твердостью. 2. Способ по п. 1, отличающийся тем, что закалку проводят в масло.3. Способ по п. 1, отличающийся тем, что закалку...
Попередній патент: Двигун внутрішнього згоряння
Наступний патент: Спосіб лікування гіпертонічної хвороби
Випадковий патент: Композиція, яка містить епотилон (варіанти), і спосіб її одержання (варіанти)