Спосіб відновлення деталей
Номер патенту: 21569
Опубліковано: 06.01.1998
Автори: Коровайченко Юрій Миколайович, Гончаренко Микола Володимирович, Черновол Михайло Іванович
Формула / Реферат
Спосіб відновлення деталей, включаючий нагрівання відновленої поверхні і напилення порошкового матеріалу, який відрізняється тим, що напилення порошкового матеріалу виконують дискретно під час охолодження деталі в інтервалі температур Аc1 + (30...50°C)...Ar1 + (30...50°С) у кожному непарному циклі термоциклічної обробки в інтервалі температур Аc1 + (30...50°С)...Аr1 - (30...50°С).
Текст
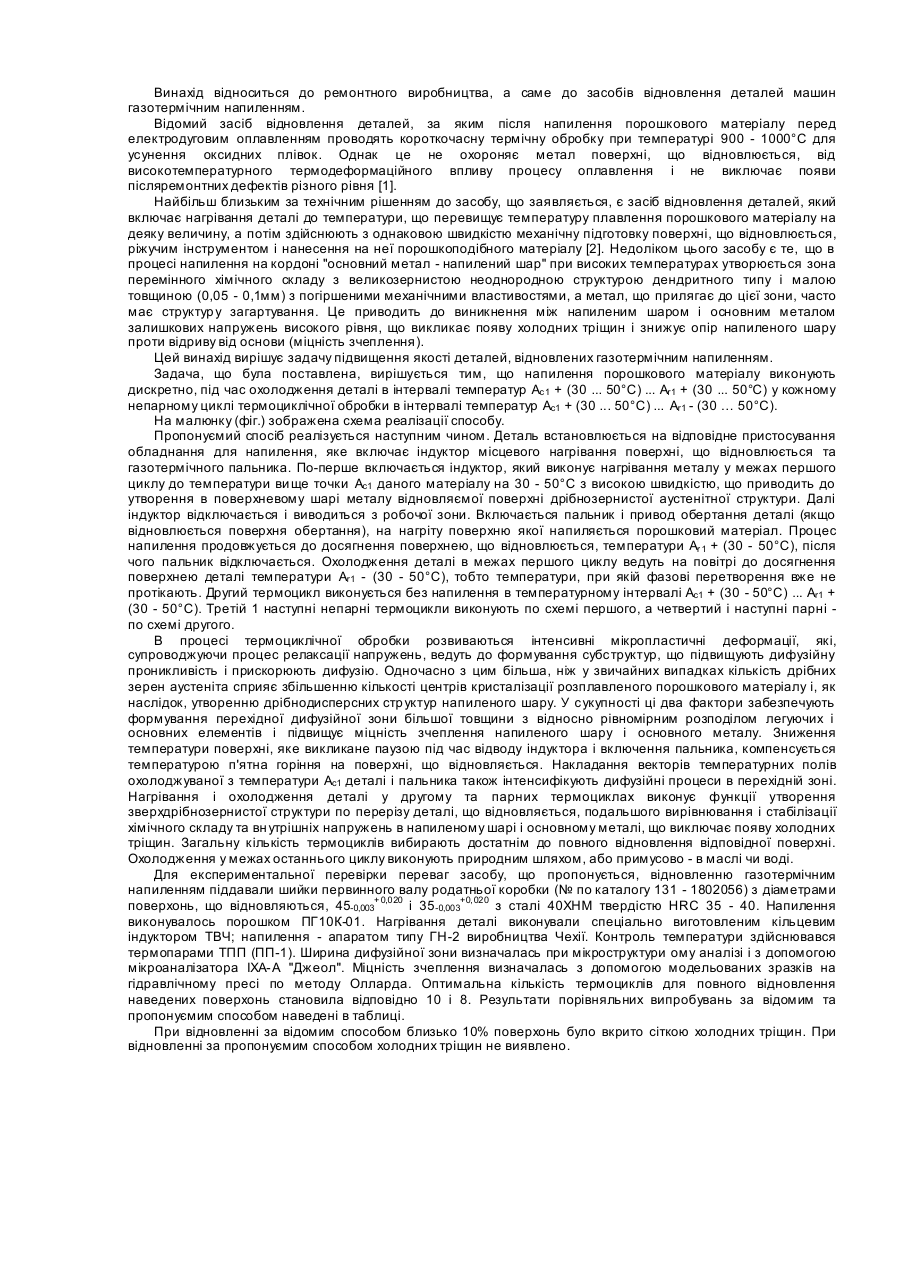
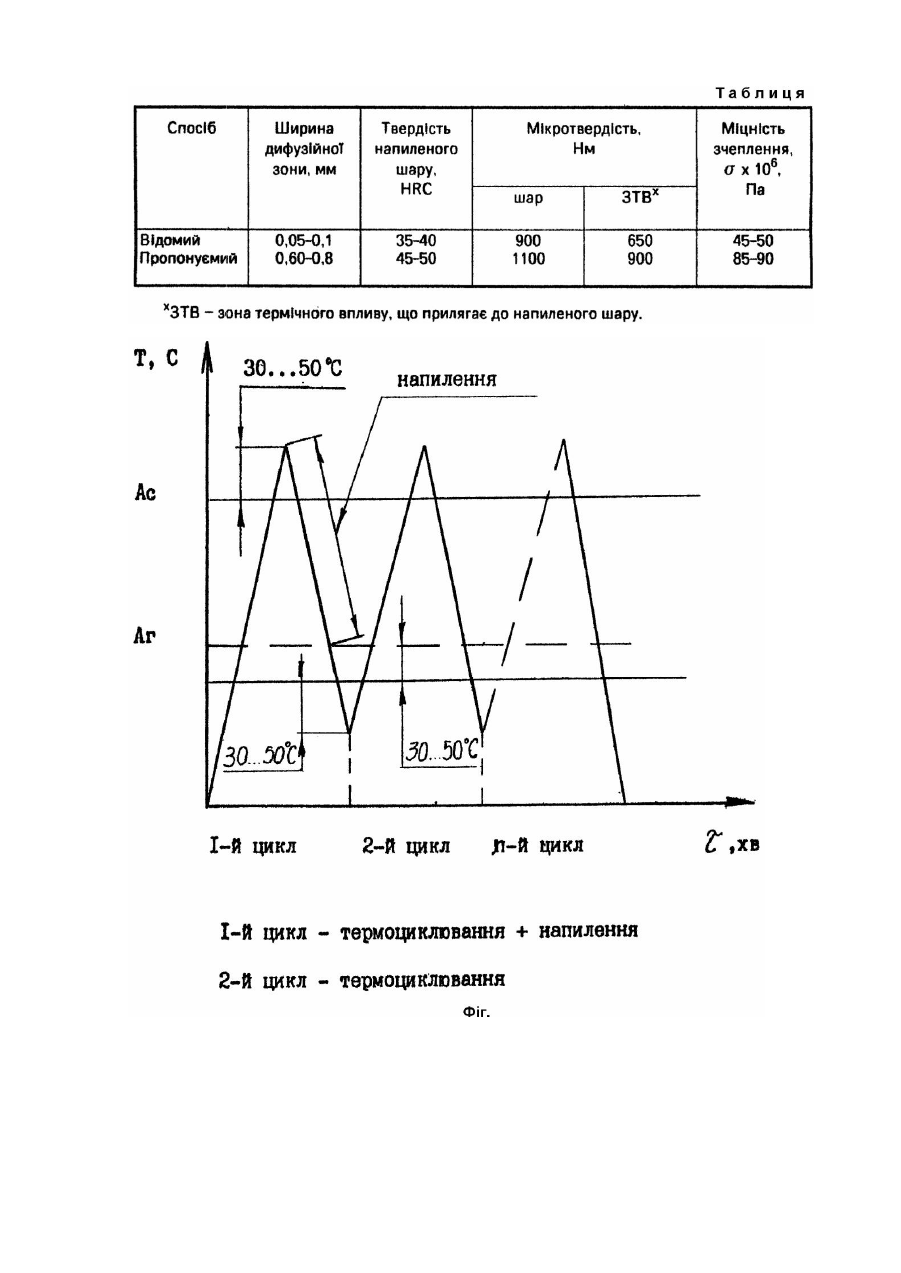
Винахід відноситься до ремонтного виробництва, а саме до засобів відновлення деталей машин газотермічним напиленням. Відомий засіб відновлення деталей, за яким після напилення порошкового матеріалу перед електродуговим оплавленням проводять короткочасну термічну обробку при температурі 900 - 1000°C для усунення оксидних плівок. Однак це не охороняє метал поверхні, що відновлюється, від високотемпературного термодеформаційного впливу процесу оплавлення і не виключає появи післяремонтних дефектів різного рівня [1]. Найбільш близьким за технічним рішенням до засобу, що заявляється, є засіб відновлення деталей, який включає нагрівання деталі до температури, що перевищує температуру плавлення порошкового матеріалу на деяку величину, а потім здійснюють з однаковою швидкістю механічну підготовку поверхні, що відновлюється, ріжучим інструментом і нанесення на неї порошкоподібного матеріалу [2]. Недоліком цього засобу є те, що в процесі напилення на кордоні "основний метал - напилений шар" при високих температурах утворюється зона перемінного хімічного складу з великозернистою неоднородною структурою дендритного типу і малою товщиною (0,05 - 0,1мм) з погіршеними механічними властивостями, а метал, що прилягає до цієї зони, часто має структур у загартування. Це приводить до виникнення між напиленим шаром і основним металом залишкових напружень високого рівня, що викликає появу холодних тріщин і знижує опір напиленого шару проти відриву від основи (міцність зчеплення). Цей винахід вирішує задачу підвищення якості деталей, відновлених газотермічним напиленням. Задача, що була поставлена, вирішується тим, що напилення порошкового матеріалу виконують дискретно, під час охолодження деталі в інтервалі температур Ac 1 + (30 ... 50°C) ... Ar1 + (30 ... 50°C) у кожному непарному циклі термоциклічної обробки в інтервалі температур Ac1 + (30 ... 50°C) ... Ar1 - (30 … 50°C). На малюнку (фіг.) зображена схема реалізації способу. Пропонуємий спосіб реалізується наступним чином. Деталь встановлюється на відповідне пристосування обладнання для напилення, яке включає індуктор місцевого нагрівання поверхні, що відновлюється та газотермічного пальника. По-перше включається індуктор, який виконує нагрівання металу у межах першого циклу до температури ви ще точки Ac1 даного матеріалу на 30 - 50°C з високою швидкістю, що приводить до утворення в поверхневому шарі металу відновляємої поверхні дрібнозернистої аустенітної структури. Далі індуктор відключається і виводиться з робочої зони. Включається пальник і привод обертання деталі (якщо відновлюється поверхня обертання), на нагріту поверхню якої напиляється порошковий матеріал. Процес напилення продовжується до досягнення поверхнею, що відновлюється, температури Ar 1 + (30 - 50°C), після чого пальник відключається. Охолодження деталі в межах першого циклу ведуть на повітрі до досягнення поверхнею деталі температури Ar1 - (30 - 50°C), тобто температури, при якій фазові перетворення вже не протікають. Другий термоцикл виконується без напилення в температурному інтервалі Ac1 + (30 - 50°C) ... Ar1 + (30 - 50°C). Третій 1 наступні непарні термоцикли виконують по схемі першого, а четвертий і наступні парні по схемі другого. В процесі термоциклічної обробки розвиваються інтенсивні мікропластичні деформації, які, супроводжуючи процес релаксації напружень, ведуть до формування субструктур, що підвищують дифузійну проникливість і прискорюють дифузію. Одночасно з цим більша, ніж у звичайних випадках кількість дрібних зерен аустеніта сприяє збільшенню кількості центрів кристалізації розплавленого порошкового матеріалу і, як наслідок, утворенню дрібнодисперсних стр уктур напиленого шару. У сукупності ці два фактори забезпечують формування перехідної дифузійної зони більшої товщини з відносно рівномірним розподілом легуючих і основних елементів і підвищує міцність зчеплення напиленого шару і основного металу. Зниження температури поверхні, яке викликане паузою під час відводу індуктора і включення пальника, компенсується температурою п'ятна горіння на поверхні, що відновляється. Накладання векторів температурних полів охолоджуваної з температури Ac1 деталі і пальника також інтенсифікують дифузійні процеси в перехідній зоні. Нагрівання і охолодження деталі у другому та парних термоциклах виконує функції утворення зверхдрібнозернистої структури по перерізу деталі, що відновляється, подальшого вирівнювання і стабілізації хімічного складу та вн утрішніх напружень в напиленому шарі і основному металі, що виключає появу холодних тріщин. Загальну кількість термоциклів вибирають достатнім до повного відновлення відповідної поверхні. Охолодження у межах останнього циклу виконують природним шляхом, або примусово - в маслі чи воді. Для експериментальної перевірки переваг засобу, що пропонується, відновленню газотермічним напиленням піддавали шийки первинного валу родатньої коробки (№ по каталогу 131 - 1802056) з діаметрами поверхонь, що відновляються, 45-0,003+ 0,020 і 35-0,003+0,020 з сталі 40ХНМ твердістю HRC 35 - 40. Напилення виконувалось порошком ПГ10К-01. Нагрівання деталі виконували спеціально виготовленим кільцевим індуктором ТВЧ; напилення - апаратом типу ГН-2 виробництва Чехії. Контроль температури здійснювався термопарами ТПП (ПП-1). Ширина дифузійної зони визначалась при мікроструктури ому аналізі і з допомогою мікроаналізатора ІХА-А "Джеол". Міцність зчеплення визначалась з допомогою модельованих зразків на гідравлічному пресі по методу Олларда. Оптимальна кількість термоциклів для повного відновлення наведених поверхонь становила відповідно 10 і 8. Результати порівняльних випробувань за відомим та пропонуємим способом наведені в таблиці. При відновленні за відомим способом близько 10% поверхонь було вкрито сіткою холодних тріщин. При відновленні за пропонуємим способом холодних тріщин не виявлено.
ДивитисяДодаткова інформація
Автори англійськоюKorovaichenko Yurii Mykolaiovych, Chernovol Mykhailo Ivanovych
Автори російськоюКоровайченко Юрий Николаевич, Черновол Михаил Иванович
МПК / Мітки
МПК: C21D 1/00
Мітки: спосіб, деталей, відновлення
Код посилання
<a href="https://ua.patents.su/2-21569-sposib-vidnovlennya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення деталей</a>
Спосіб відновлення сталевих деталей
Номер патенту: 20750
Опубліковано: 07.10.1997
Автори: Черновол Михайло Іванович, Коровайченко Юрій Миколайович, Тончева Ніна Миколаївна
МПК: C21D 8/00
Мітки: сталевих, відновлення, спосіб, деталей
Формула / Реферат:
Спосіб відновлення сталевих деталей, включаючий попереднє та кінцеве термоциклювання, наплавку та пластичне деформування, який відрізняється тим, що перед і після наплавки з пластичним деформуванням деталь піддають комбінованій почерговій термоциклічній обробці з змінними параметрами: в інтервалі температур з швидкостями нагріву та охолодження 50°C/с; в інтервалі температур з швидкістю нагріву 100°C/с і охолодження 50°C/с, при цьому...
Спосіб відновлення спрацьованих циліндричних деталей
Номер патенту: 13143
Опубліковано: 28.02.1997
Автори: Орлова Людмила Володимирівна, Тетянич Іван Костянтинович
МПК: B23K 11/06, B23P 6/00
Мітки: відновлення, спрацьованих, спосіб, циліндричних, деталей
Формула / Реферат:
(57) Способ восстановления изношенных цилиндрических деталей, при котором на деталь наматывают металлическую ленту, длина которой соответствует длине окружности детали, и осуществляют контактную приварку ленты к детали по винтовой линии, отличающийся тем, что приваркой ленты ее края и стык соединяют с деталью сплошной шовной сваркой.
Спосіб відновлення сталевих та чавунних деталей машин
Номер патенту: 19594
Опубліковано: 25.12.1997
Автори: Вербовська Ніна Іванівна, Барилович Леонід Павлович, Ткачук Володимир Микитович, Канарчук Вадім Євгенович
МПК: C23C 8/00
Мітки: відновлення, чавунних, деталей, спосіб, машин, сталевих
Формула / Реферат:
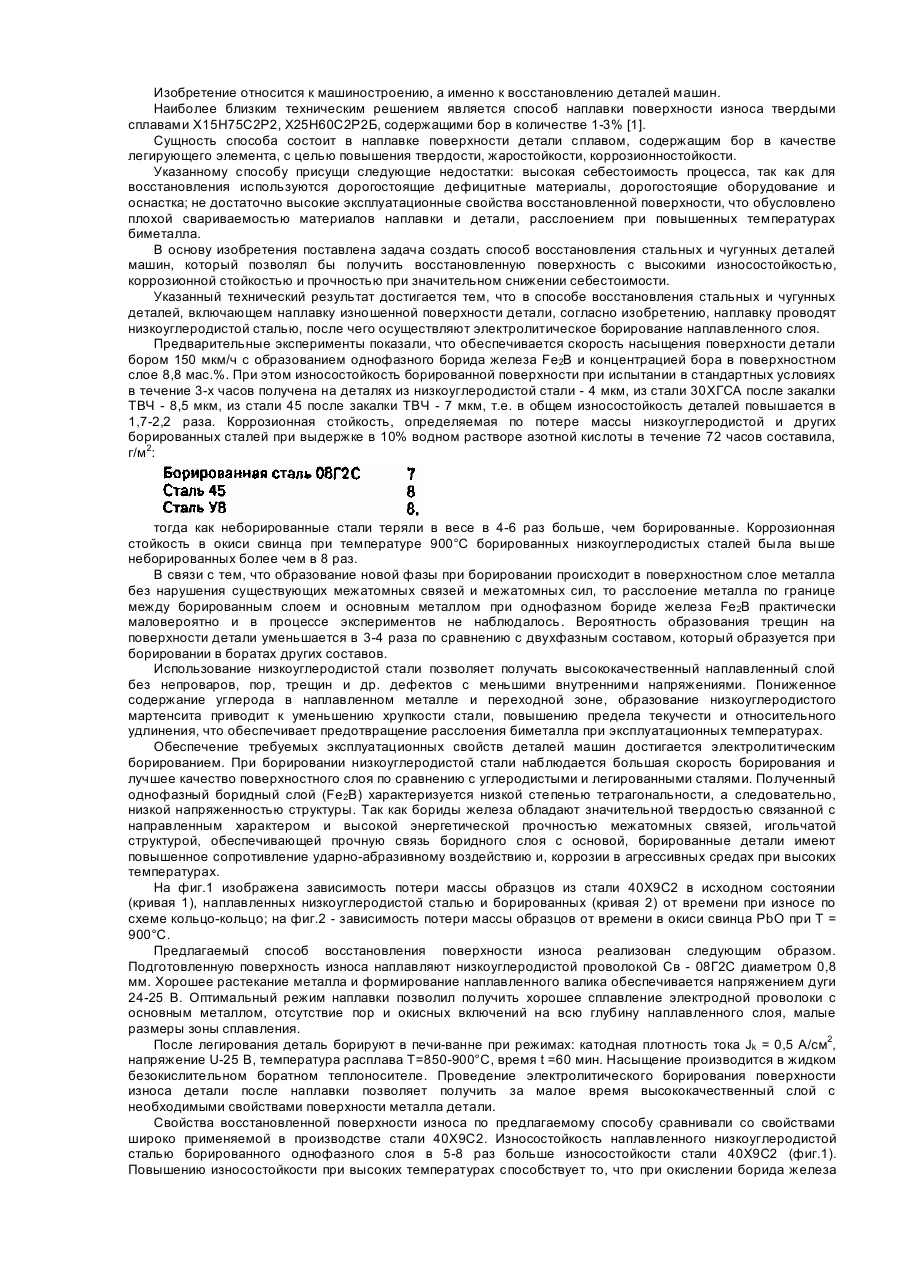
Способ восстановления стильных и чугунных деталей машин, включающий наплавку изношенной поверхности детали, отличающийся тем, что наплавку проводят низкоуглеродистой сталью, после чего осуществляют электролитическое борирование наплавленного слоя.
Спосіб обробки металевих поверхонь деталей машин
Номер патенту: 17782
Опубліковано: 20.05.1997
Автори: Березовецький Андрій Петрович, Пістун Ігор Павлович, Тесленко Анатолій Григорович, Хом'як Йосип Васильович
МПК: B21D 26/06
Мітки: машин, деталей, поверхонь, спосіб, металевих, обробки
Формула / Реферат:
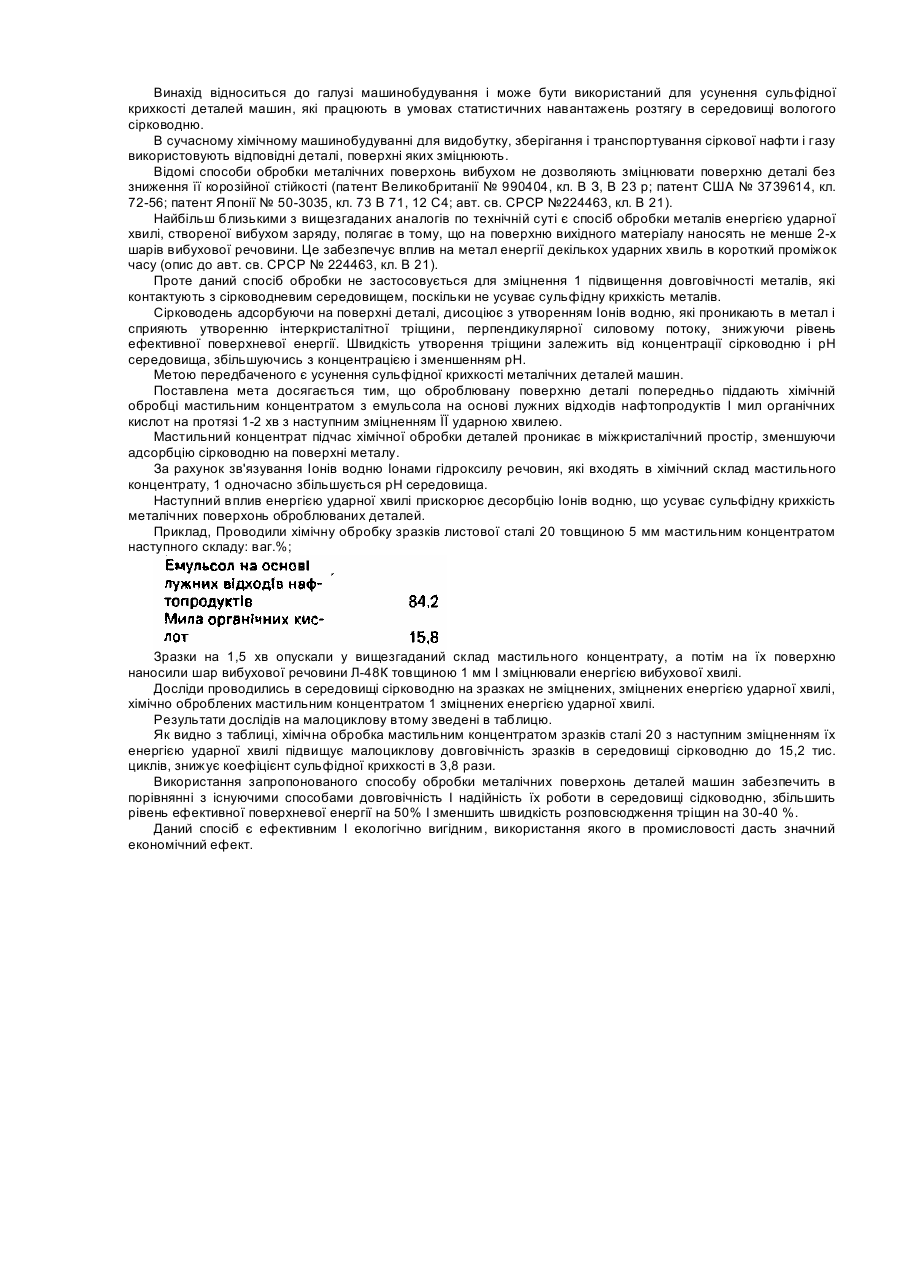
Спосіб обробки металічних поверхонь деталей машин шляхом механічного впливу на них енергії ударної хвилі, який відрізняється тим, що з метою усунення сульфідної, крихкості, деталі попередньо піддаються хімічній обробці мастильним концентратом з емульсола на основі лужних відходів нафтопродуктів і мил органічних кислот на протязі 1-2 хвилин.
Спосіб з’єднання деталей
Номер патенту: 6203
Опубліковано: 29.12.1994
Автори: Новиков Микола Миколайович, Новіков Володимир Миколайович
МПК: F16B 4/00
Мітки: з'єднання, спосіб, деталей
Формула / Реферат:
(57) Способ соединения деталей, включающий их изготовление, временное соединение выполненными из ферромагнитного аморфного материала деталями и совместную термообработку на рабочем месте до температуры кристаллизации материала, отличающийся тем, что термообработку осуществляют на рабочем месте при температуре кристаллизации аморфного материала до охрупчивания соединительных деталей, а самодемонтаж производят путем их разрушения за счет...
Попередній патент: Пристрій для зупинки кровотечі
Наступний патент: Захисний шар бронежилету
Випадковий патент: Абразивний різальний інструмент і спосіб його виготовлення