Спосіб пресового зварювання дугою, керованою магнітним полем
Номер патенту: 46036
Опубліковано: 15.05.2002
Автори: Качинський Володимир Станіславович, Коваль Михайло Павлович, Кучук-Яценко Сергій Іванович, Ігнатенко Вадим Юрійович
Формула / Реферат
Спосіб пресового зварювання дугою, керованою магнітним полем, при якому нагрівають деталі, що зварюються, при цьому визначають момент досягнення деталями необхідної температури нагрівання на торцях деталей, потім збільшують зварювальний струм і виконують осадження, який відрізняється тим, що в процесі нагрівання деталей задають еталонну величину напруги на зварювальній дузі між торцями деталей, які зварюються, відповідну оптимальному проміжку, вимірюють напругу в процесі зварювання і у випадку непогодження напруги на зварювальній дузі і еталонної величини напруги за величиною та знаком непогодження здійснюють переміщення однієї з деталей, які зварюються, для збереження оптимального дугового проміжку, а момент досягнення необхідної температури нагрівання на торцях деталей визначають по досягненню заданої величини переміщення однієї зі зварюваних деталей відносно іншої.
Текст
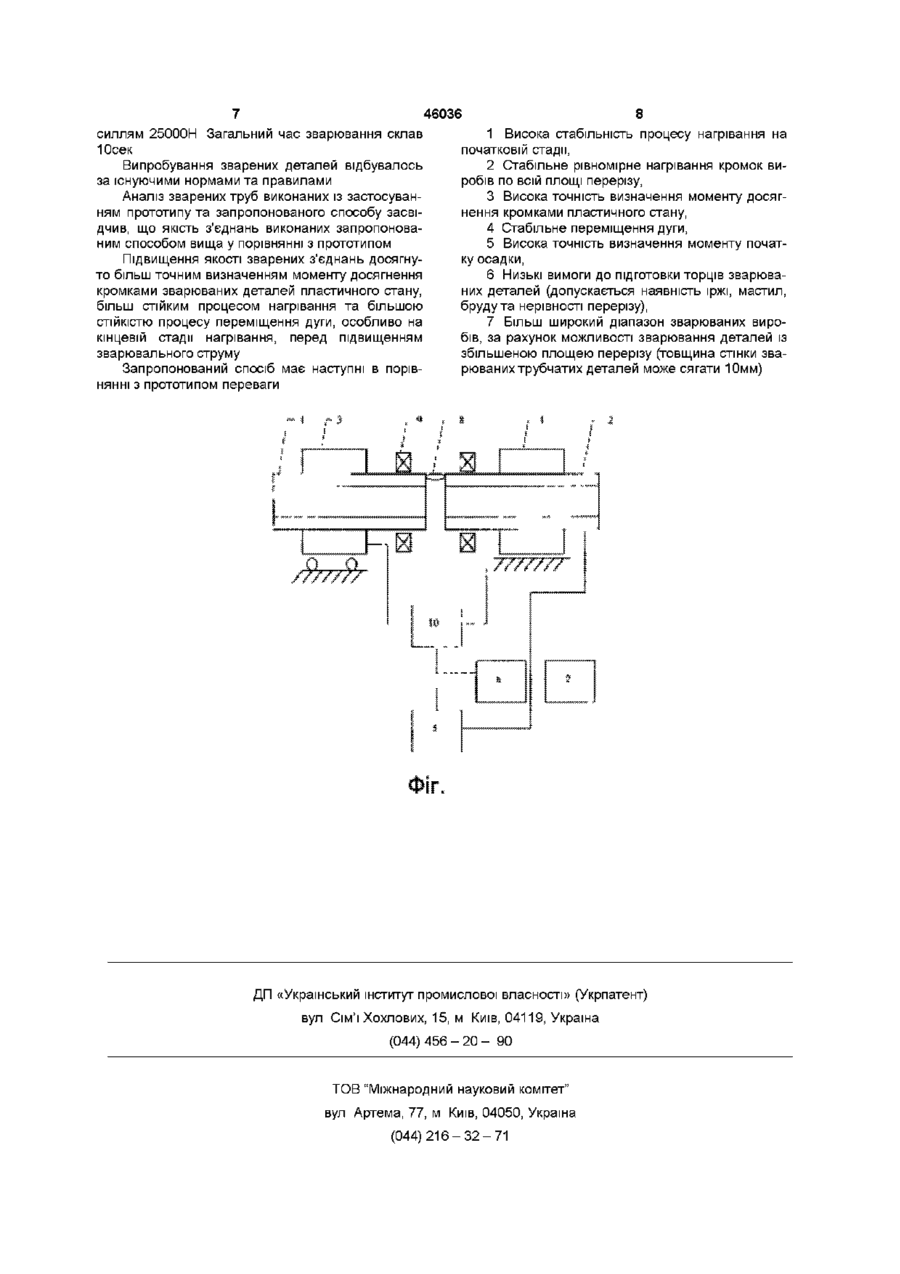
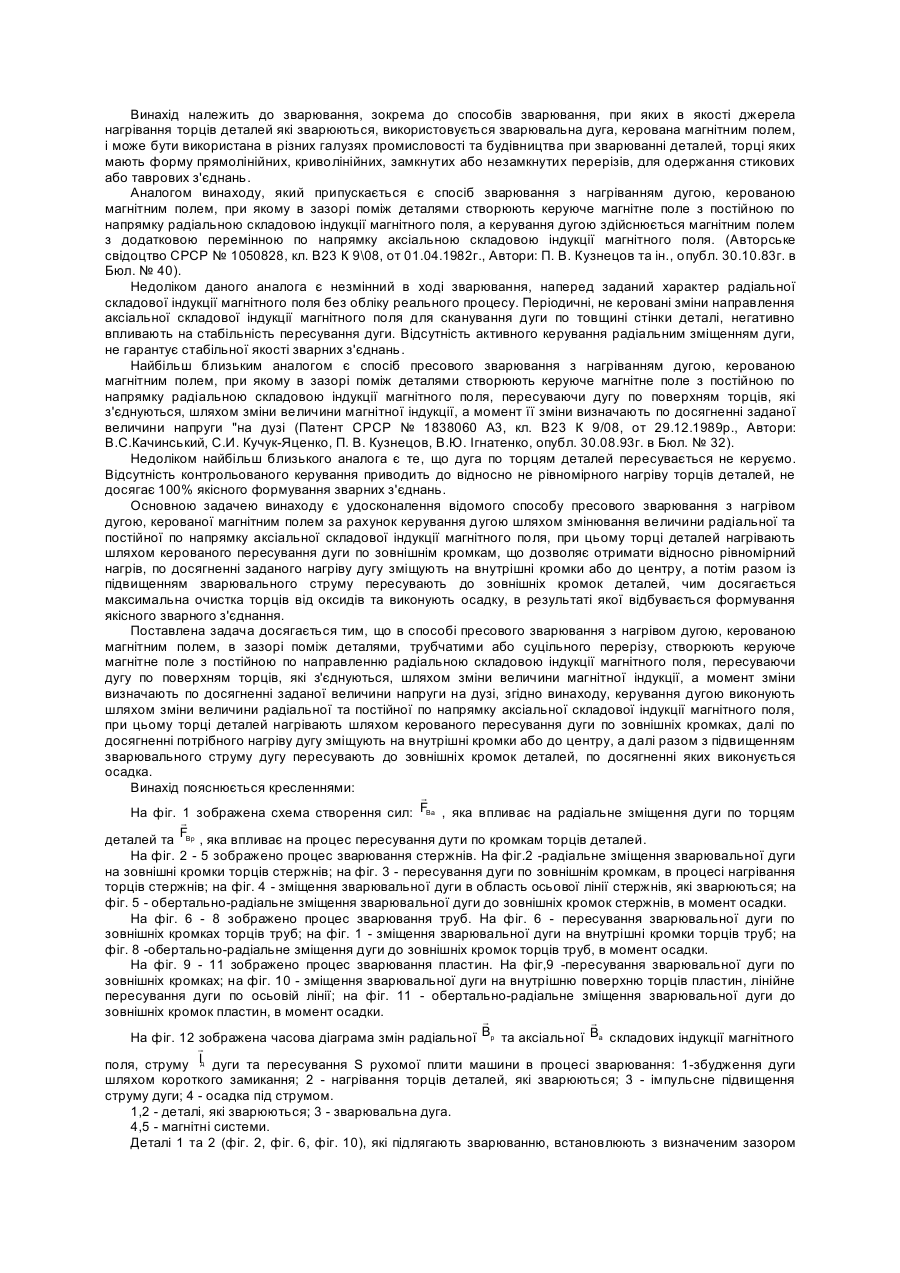
Спосіб пресового зварювання дугою, керованою магнітним полем, при якому нагрівають деталі, що зварюються, при цьому визначають момент досягнення деталями необхідної температури нагрівання на торцях деталей, потім Спосіб, що пропонується є одним із способів пресового зварювання при якому джерелом нагрівання деталей, що зварюються, є зварювальна дуга, керована магнітним полем, і може бути використаний у таких галузях народного господарства як автомобілебудування, будівництво водонагрівальних котлів, промислове та цивільне будівництво, при спорудженні трубопроводів із застосуванням труб малого та середнього діаметру, для зварювання деталей з суцільним та розвиненим перерізом, а також для з'єднання деталей в тавр Відомий спосіб зварювання дугою, керованою магнітним полем, при якому, з метою підвищення якості отриманих зварних з'єднань, використовують сигнали звукової частоти, які генеруються при переміщені зварювальної дуги по торцям деталей, що зварюються В процесі руху дуги, характер, частота та сила звуку змінюється, сигнал розбіжності отриманих характеристик звуку з наперед відомими та заданими використовується як критерій регулювання силою зварювального струму, напругою дуги та величиною проміжку поміж зварюваними деталями (НДР, "Schweibtechmk" № 6, 1980 р) Недоліком цього методу підвищення якості з'єднань є складність реалізації системи керування, низька можливість повтору системи з ураху збільшують зварювальний струм і виконують осадження, який відрізняється тим, що в процесі нагрівання деталей задають еталонну величину напруги на зварювальній дузі між торцями деталей, які зварюються, відповідну оптимальному проміжку, вимірюють напругу в процесі зварювання і у випадку непогодження напруги на зварювальній дузі і еталонної величини напруги за величиною та знаком непогодження здійснюють переміщення однієї з деталей, які зварюються, для збереження оптимального дугового проміжку, а момент досягнення необхідної температури нагрівання на торцях деталей визначають по досягненню заданої величини переміщення однієї зі зварюваних деталей відносно іншої ванням акустичних властивостей приміщення, де функціонує система керування та властивостей вимірювальної апаратури, що використовується Також відомий спосіб управління процесом зварювання дугою, керованою магнітним полем з підрахунком енергії, яка використана на нагрівання деталей (ZIS - Mitteilungen № 10, 1982 г стр 1051 1055) Спосіб управління якістю полягає в наступному алгоритмі Оброблені та перетворені сигнали зварювального струму та напруги в процесі нагрівання деталей надходять до обчислювального пристрою, де вони накопичуються та розраховується електрична потужність, яка виділяється на кромках зварюваних деталей Дискретність надходження перетворених сигналів складає 0,1 сек, тобто частота обчислення значень зварювального струму та напруги дуги складає 10Гц В процесі нагрівання виконується приведення електричної потужності, яка виділяється на кромках деталей, до теплової енергії нагрівання Накопичений еквівалент енергії аналізується у ЕОМ та по мірі досягнення попередньо розрахованого значення, використається як параметр керування процесом нагрівання Система управління аналізує ВІДПОВІДНІСТЬ накопиченої енергії еталонному значенню При відхиленні накопиченого значення О (О со о (О 46036 від еталонного більш ніж на 10%, виконується відзначити також той факт, що спосіб має обмеження бракування отриманого з порушеннями технології використання по товщині стінки при зварюванні з'єднання деталей трубчатого перерізу Ця величина обмежена значенням в 5мм внаслідок теплового розНедоліком цього способу підвищення якості ширення зварюваних деталей та виникнення корозварних з'єднань є те, що в процесі нагрівання ткого замикання, в процесі зварювання, дугового зварювальний струм та напруга дуги не є постійпроміжку краплями розплавленого металу ними, їх значення у значній мірі залежать від розташування та положення дуги відносно перерізу В основу винаходу покладена задача підвизварюваних деталей Дослідним шляхом встановщення якості зварних з'єднань шляхом вдосконалено, що напруга дуги змінюється впродовж усього лення способу пресового зварювання з нагріванциклу зварювання Ця зміна напруги впродовж ням дугою, керованою магнітним полем, з циклу зварювання має характерну залежність використанням управління переміщенням зварюваних деталей в процесі нагрівання і контролюУ ході лабораторних досліджень встановлено, вання величини проміжку поміж їх торцями, що що на початковому етапі переміщення дуги по забезпечує ПОСТІЙНІСТЬ величини зварювальної кромкам деталей (це стосується деталей з трубчанапруги в процесі зварювання, і тим самим підвитим перерізом), дуга переміщається з зовнішньої щується СТІЙКІСТЬ переміщення дуги по кромкам на внутрішню кромку При цьому відхилення надеталей, дозволяє підтримувати величину дуговопруги дуги може сягати 20% від початкового знаго проміжку поміж торцями зварюваних виробів, і чення, яке встановлюється в момент початку статим самим виключити вплив стану їх кромок, а більного руху дуги по торцям виробів Також також короткі замикання поміж торцями при їх тепвстановлено, що якість отриманих з'єднань в зналовому розширенні в процесі нагрівання, забезпечній мірі залежить від положення дуги в процесі чити тим самим можливість зварювання трубчатих нагрівання відносно кромки перерізу зварюваних деталей з товщиною стінки більш ніж 5мм Суть деталей Таким чином, при одному й тому ж знавинаходу в тому, що спосіб пресового зварювання ченні витраченої енергії на досягнення пластичноз нагріванням дугою, керованою магнітним полем, го стану деталей якість отриманих з'єднань може при якому нагрівають зварювані деталі, при цьому мати значні розбіжності із прогнозованими значенвизначають момент досягнення необхідної темпенями ратури нагрівання на торцях зварюваних деталей, За прототип винаходу, який заявляється, припотім збільшують зварювальний струм і виконують йнято спосіб пресового зварювання з нагріванням осадження, згідно винаходу в процесі нагрівання дугою, керованою магнітним полем, при якому деталей задають еталонну величину напруги на нагрівають зварювані деталі, при цьому визначазварювальній дузі між торцями деталей, які звають момент досягнення необхідної температури рюються, відповідну оптимальному проміжку, винагрівання на торцях деталей, потім збільшують мірюють напругу в процесі зварювання і, в випадку зварювальний струм і виконують осадку(АС № непогодження напруги на зварювальній дузі і ета1692785, В23К9/08 від 2312 1987 р Автори С І лонної величини напруги, по величині та знаку Кучук-Яценко, В Ю Ігнатенко та ш , надр непогодження здійснюють переміщення однієї з 23 11 1991 р Бюл № 43) Згідно цього способу, деталей, які зварюються для збереження оптимамомент досягнення торцями деталей, що зварюльного дугового проміжку, а момент досягнення ються, пластичного стану визначають по величині необхідної температури нагрівання на торцях денапруги зварювальної дуги Характер зміни напруталей визначають по досягненню заданої величиги дуги у ході нагрівання деталей визначено дони переміщення однієї з зварюваємих деталей слідним шляхом (В Д Таран, Ю Г Гаген, - М відносно іншої Машинобудування, 1970 р, "Сварка магнитоуправляемой дугой") Встановлено, що на початку процесу нагріванСпосіб зварювання, який обрано за прототип здійснився наступним чином За основу способу прийнято принцип теплового розширення матеріалу деталей, при якому відбувається зменшення дугового проміжку Дослідним ШЛЯХОМ визначають на одному проміжку поміж зварюваними деталями мінімальне значення напруги дуги, яке відповідає початку плавлення торців деталей Під час досягнення, по мірі нагрівання, мінімальної напруги дуги, яка відповідає досягненню пластичного стану торців, збільшують зварювальний струм (форсування) та виконують осадку ( стиснення зварюваних деталей) Недоліком даного способу зварювання є низька СТІЙКІСТЬ процесу переміщення дуги, що особливо важливо на кінцевій стадії протікання процесу перед осадженням деталей для отримання якісних з'єднань Окрім того, на характер руху дуги, а ВІДПОВІДНО й на СТІЙКІСТЬ нагрівання, значно впливає стан торців деталей (присутність нерівностей перерізу, іржі, мастил та ш) Необхідно від ня напруга дуги підвищується по мірі збільшення швидкості переміщення дуги Через деякий час, напруга дуги починає зменшуватися і зменшується до початку плавлення торців зварюваних виробів Характер змінювання напруги дуги є ідентичним для різноманітних матеріалів і визначається часткою теплової енергії, яка витрачається на нагрівання виробів, що зварюються Характер зміни напруги в процесі нагрівання залежить від фізичних та структурних властивостей деталей (площа перерізу, коефіцієнт теплового розширення та ш ) Для реалізації запропонованого способу було виготовлено прилад, блок-схема якого наведена на фіг На фіг позначено 1 , 2 - зварювані деталі, 3 - пересувний пристрій затиску, 4 -непересувний пристрій затиску, 5 - блок вимірювання напруги дуги, 6 - підсилювач потужності блоку керування, 7 - блок визначення напрямку переміщення, 8 - зварювальна дуга, 9 магнітна система зварювальної машини, 10 - блок 46036 датчика переміщення во на кінцевій стадії процесу нагрівання, коли в Спосіб здійснювався наступним чином момент досягнення необхідної температури на На початку, деталі 1, 2 встановлюють в стик у торцях зварюваних деталей внаслідок теплового пристроях затиску 3, 4 зварювальної машини В розширення, особливо при зварюванні трубчатих момент, коли на пристрої затиску подано зварювиробів з товщиною стінки більш ніж 5мм, починавальний струм блок вимірювання напруги дуги 5 ється замикання дугового проміжку генерує сигнал розбіжності для подальшої його В момент, який визначається величиною тепобробки у пристрої управління переміщенням пелового розширення зварюваних деталей, а, ВІДПОресувним пристроєм затиску зварювальної машиВІДНО, ВІДНОСНОГО переміщення пересувного прини Управління переміщенням виконується завдястрою затиску зварювальної машини, яке ки взаємодії блоку підсилювача потужності 6 та визначається блоком датчика переміщення, по блоку визначення напрямку та швидкості перемізначенню величини переміщення відбувається щення 7 Напрямок переміщення на початковій підвищення зварювального струму та програмне фазі процесу визначається наступним чином Яккерування напругою дуги , яке супроводжується що на момент подачі зварювального струму має інтенсивним викидом рідкого метала з проміжку місце стан короткого замикання, пересувний припоміж зварюваними деталями, що призводить до стрій затиску зварювальної машини переміщаєтьрізкого збільшення дугового проміжку, в момент, ся у напрямку розведення зварюваних деталей до коли спільне укорочення деталей досягне 0,5 фіксації стану стабільного горіння дуги 8, при цьо4,5мм (в залежності від розмірів деталей та матему, переміщення виконується до моменту, аж поки ріалу з якого вони виготовлені), яке також контронапруга дуги не стане дорівнювати еталонному, люється блоком датчика переміщення, виконують заздалегідь встановленому значенню у блоці виосадку деталей і через час, який дорівнює 0,1 мірювання напруги дуги У випадку, якщо на моО.Зсек, виконується відключення зварювального мент подачі зварювального струму має місце стан струму холостого ходу відбувається контрольоване переПриклад здійснення способу міщення у напрямку зведення зварювальних детаЗварювані деталі, у даному випадку труби лей до короткого замикання Швидкість перемі042мм з товщиною стінки 4мм із Сталі 20, встанощення пересувного пристрою затиску влювали в пристроях затиску зварювальної машизварювальної машини визначається величиною ни в стик значення сигналу розбіжності напруги дуги та етаПісля подачі зварювального струму пересувлонного значення Таким способом управління ний пристрій затиску пересувався назад до утвопочатковою фазою протікання процесу нагрівання рення проміжку поміж зварюваними деталями, при досягається 100% збудження дуги та СТІЙКІСТЬ поякому напруга зварювальної дуги дорівнювала чаткової фази нагрівання 24В Дуга під дією магніторушійної сили, створеної магнітною системою зварювальної машини, почиПісля збудження, зварювальна дуга починає нала рухатись по торцям зварюваних труб Для пересуватись по кромкам зварюваних деталей під стабілізації переміщення дуги на початковій стадії впливом магніторушійної сили, яка створена магніпроцесу нагрівання пересувний пристрій затиску тною системою 9 зварювальної машини Через зварювальної машини пересувався згідно значенчас, який дорівнює 1,0 - 2,5сек переміщення дуги ня напруги зварювальної дуги із фази розгону переходить до фази стійкого переміщення по кромках деталей Положення пересувного пристрою затиску в момент стабілізації переміщення дуги по кромкам На початку цієї фази блоком датчика перемідеталей фіксувалось блоком датчика переміщення щення 10 вимірюється величина переміщення пеі являло собою основу для вимірювання відносноресувного пристрою затиску відносно початкового го переміщення пересувного пристрою затиску в положення (стан короткого замикання перед збупроцесі нагрівання При досягненні в процесі надженням дуги) Отримання значення зберігається грівання величини відносного переміщення 0,8мм у блоці датчика переміщення внаслідок теплового розширення деталей, блоком По мірі нагрівання торців зварюваних деталей, управління швидкістю та напрямком переміщення блоком вимірювання напруги дуги вимірюється генерувалась команда на підвищення зварювальнапруга дуги та підтримується постійною в діапаного струму та напруги дуги Виміряне в цей мозоні з відхиленням 1 - 5% від еталонного значення мент блоком датчика переміщення положення Параметри та характеристики застосованої елепересувного пристрою затиску було основою для ментної бази блоку підсилювача потужності та визначення моменту початку осадки Під час дії пристрою управління швидкістю І напрямком пепідвищеного струму, коли спільне укорочення внареміщення дозволяють відпрацьовувати збурення слідок інтенсивного викиду розплавленого металу тривалістю менш ніж 0,2 секунди, що сприяє стійіз зони проміжку поміж деталями досягало 2,5 мм кому переміщенню дуги по торцям зварюваних генерувалась команда на виконання осадки Через деталей О.Зсек відбувалось виключення зварювального Згідно рішенню наведеному у прототипі, під струму час нагрівання виробів, внаслідок теплового розширення дуговий проміжок зменшується В технічЦим закінчувався процес зварювання Схема ному рішенні, що пропонується, за рахунок безпекерування контролювала автоматичне розтискурервного контрольованого переміщення вання деталей та відкриття пристроїв затиску Вепересувного пристрою затиску зварювальної маличина спільного укорочення деталей після осадки шини згідно величини та знаку сигналу розбіжності склала 6мм Стискування деталей (осадка) відбувін підтримується постійним, що особливо важливалось із швидкістю не менш ніж 150мм/сек із зу 46036 силлям 25000Н Загальний час зварювання склав Юсек Випробування зварених деталей відбувалось за існуючими нормами та правилами Аналіз зварених труб виконаних із застосуванням прототипу та запропонованого способу засвідчив, що якість з'єднань виконаних запропонованим способом вища у порівнянні з прототипом Підвищення якості зварених з'єднань досягнуто більш точним визначенням моменту досягнення кромками зварюваних деталей пластичного стану, більш стійким процесом нагрівання та більшою СТІЙКІСТЮ процесу переміщення дуги, особливо на кінцевій стадії нагрівання, перед підвищенням зварювального струму Запропонований спосіб має наступні в порівнянні з прототипом переваги 8 1 Висока стабільність процесу нагрівання на початковій стадії, 2 Стабільне рівномірне нагрівання кромок виробів по всій площі перерізу, 3 Висока точність визначення моменту досягнення кромками пластичного стану, 4 Стабільне переміщення дуги, 5 Висока точність визначення моменту початку осадки, 6 Низькі ВИМОГИ ДО ПІДГОТОВКИ торців зварюваних деталей (допускається наявність іржі, мастил, бруду та нерівності перерізу), 7 Більш широкий діапазон зварюваних виробів, за рахунок можливості зварювання деталей із збільшеною площею перерізу (товщина стінки зварюваних трубчатих деталей може сягати 10мм) ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Ihnatenko Vadym Yuriiovych, Kachynskyi Volodymyr Stanislavovych
Автори російськоюКучук-Яценко Сергей Иванович, Игнатенко Вадим Юрьевич, Качинский Владимир Станиславович
МПК / Мітки
МПК: B23K 9/08
Мітки: дугою, зварювання, керованою, пресового, магнітним, спосіб, полем
Код посилання
<a href="https://ua.patents.su/4-46036-sposib-presovogo-zvaryuvannya-dugoyu-kerovanoyu-magnitnim-polem.html" target="_blank" rel="follow" title="База патентів України">Спосіб пресового зварювання дугою, керованою магнітним полем</a>
Спосіб пресового зварювання з нагріванням дугою, керованою магнітним полем
Номер патенту: 45411
Опубліковано: 15.04.2002
Автори: Кучук-Яценко Сергій Іванович, Коваль Михайло Павлович, Ігнатенко Вадим Юрійович, Качинський Володимир Станіславович
МПК: B23K 9/08
Мітки: спосіб, пресового, зварювання, полем, нагріванням, магнітним, керованою, дугою
Формула / Реферат:
Спосіб пресового зварювання з нагріванням дугою, керованою магнітним полем, при якому в зазорі поміж деталями, трубчатими або суцільного перерізу, створюють керуюче магнітне поле з постійною за напрямком радіальною складовою індукції магнітного поля, вимірюють величину магнітної індукції, пересуваючи дугу по поверхням торців, які з'єднують, а момент її зміни визначають по досягненню заданої величини напруги на дузі, який відрізняється тим,...
Машина для пресового зварювання труб з нагріванням дугою, керованою магнітним полем
Номер патенту: 45449
Опубліковано: 15.04.2002
Автори: Головачов Віктор Миколайович, Кучук-Яценко Сергій Іванович, Харченко Олександр Кирилович, Сахарнов Василь Олексійович, Качинський Володимир Станіславович, Ігнатенко Вадим Юрійович, Коваль Михайло Павлович, Шкурко Віктор Григорович
МПК: B23K 11/00, B23K 9/08
Мітки: пресового, труб, машина, магнітним, керованою, полем, зварювання, дугою, нагріванням
Формула / Реферат:
Машина для пресового зварювання труб з нагріванням дугою, керованою магнітним полем, яка містить установлені на напрямних ізольовані один від одного рухомий та нерухомий блоки, кожен з яких має механізм затискання, складений з двох двоплечих важелів, верхні плечі яких з'єднані кривошипно-колінчастою передачею з гідроциліндром затискання, а на нижніх плечах встановлені затискні вкладиші, гідроциліндри осадки, що мають регульовані упори, з...
Машина для пресового зварювання дугою, керованою магнітним полем
Номер патенту: 20241
Опубліковано: 15.07.1997
Автори: Ігнатенко Вадим Юрійович, Кучук-Яценко Сергій Іванович, Андрієнко Федір Олександрович, Степанченко Василь Андрійович, Кривенко Валерій Георгійович, Головченко Сергій Йосипович, Качинський Володимир Станіславович
МПК: B23K 9/08
Мітки: полем, зварювання, магнітним, дугою, машина, пресового, керованою
Формула / Реферат:
Машина для прессовой сварки дугой, управляемой магнитным полем, содержащая установленные на направляющей верхний и нижний зажимные блоки, станину с направляющей втулкой, гидроцилиндр осадки с направляющей, выполненной в виде штока, корпус которого закреплен на нижнем зажимном блоке, механизм корректировки положения торцов свариваемых деталей, постоянные или электрические магнитные системы, отличающаяся тем, что шток гидроцилиндра...
Машина для пресового зварювання з нагрівом дугою, керованою магнітним полем
Номер патенту: 19488
Опубліковано: 25.12.1997
Автори: Качинський Володимир Станіславович, Головченко Сергій Іосипович, Ігнатенко Вадим Юрійович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович
МПК: B23K 9/08
Мітки: полем, пресового, нагрівом, керованою, зварювання, магнітним, машина, дугою
Формула / Реферат:
Машина для прессовой сварки с нагревом дугой, управляемой магнитным полем, содержащая установленные на направляющих подвижный и неподвижный блоки, станину с направляющими пазами, гидроцилиндры осадки с направляющими, выполненными в виде штоков, корпуса которых закреплены на неподвижном блоке, регулируемые упоры, Г-образный двуплечий рычаг, привод откидного зажима, выполненный в виде установленного в блоке цилиндра, подвижный элемент которого...
Спосіб зварювання дугою, що обертається у магнітному полі
Номер патенту: 14992
Опубліковано: 04.03.1997
Автори: Кучук-Яценко Сергій Іванович, Качинський Володимир Станіславович, Ігнатенко Вадим Юрійович
МПК: B23K 9/08
Мітки: дугою, зварювання, обертається, спосіб, магнітному, полі
Формула / Реферат:
Способ сварки дугой, вращающейся в магнитном поле, при котором кромки нагревают до пластического состояния, контролируют момент достижения пластического состояния по изменению величины дугового промежутка в процессе нагрева, определяемого по напряжению на дуге, затем производят увеличение сварочного тока и осадку, отличающийся тем, что осадку осуществляют после того, как напряжение дуги увеличится в 1,3 - 1,9 раза по сравнению с напряжением...
Попередній патент: Спосіб керування ультразвуковим розпилювачем палива двигуна внутрішнього згоряння
Наступний патент: Розтискна оправка
Випадковий патент: Спосіб діагностики розвитку остеопорозу