Спосіб прокатки на обтискних станах
Номер патенту: 23185
Опубліковано: 19.05.1998
Автори: Чеботарьов Анатолій Петрович, Онищенко Сергій Олександрович, Феофілактов Андрій Вікторович, Новік Сергій Юлійович, Кукуй Давид Пенхусович, Кузьмін Сергій Олексійович, Устінов Володимир Віталійович
Формула / Реферат
Способ прокатки на обжимных станах, включающий деформирование заготовки в двух взаимно перпендикулярных плоскостях на гладкой бочке и в ящичных калибрах, отличающийся тем, что хотя бы в двух проходах деформацию переднего конца заготовки производят с относительным обжатием не менее чем в два раза превышающим относительное обжатие заднего конца заготовки, при этом отношение скорости прокатки конца, обжимаемого с большим относительным обжатием, к скорости прокатки конца, обжимаемого с меньшим относительным обжатием, не превышает 0,9.
Текст
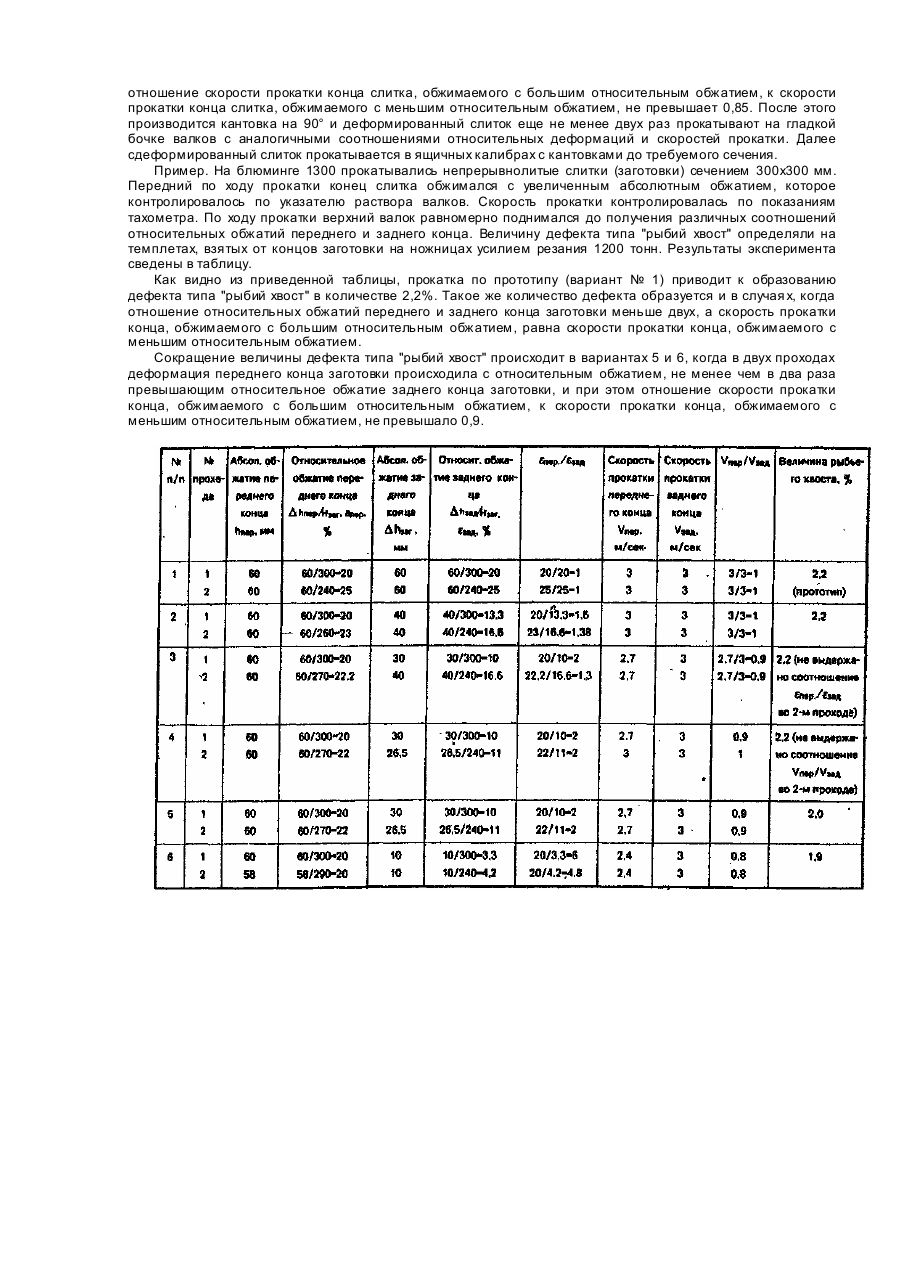
Изобретение относится к прокатному производству и может быть использовано при прокатке заготовок на обжимных прокатных станах. Известен способ прокатки слитков спокойных марок стали [Авт.св. СССР № 1700845. кл. В 21 В 1/30, В 21 В 1/02], в котором слитки, имеющие коническую прибыльную часть в первых восьми проходах, обжимают посредством задачи в валки головной и (или) донной частями до снятия конусности прибыли. До снятия конусности прибыли регламентируют отношение абсолютных обжатий при задаче слитка в валки донной частью и головной, которое не превышает 0,5, а снятие конусности заканчивают задавая слитки головной частью, при этом отношение окружных скоростей верхнего и нижнего валков равно отношению расстояний от условно проведенной вертикальной линии через центры валков до большего основания прибыли со стороны верхнего и нижнего валков. Недостатком указанного способа является то, что на действующих обжимно-заготовочных станах применяется система управления окружными скоростями валкове незначительным диапазоном регулирования, что затрудняет задачу требуемого отношения окружных скоростей верхнего и нижнего валков, а также затрудняет составление режима обжатий и приводит к увеличению количества проходов. Наиболее близким по совокупности признаков является способ прокатки заготовок на дуореверсивном стане [Авт.св.СССР № 1436325, кл. В 21 В 1 /02], при котором перед деформацией охлаждают передний конец раската, а с момента захвата и до выхода указанного конца раската из валков раскат принудительно притормаживают внешним воздействием, чем достигается уменьшение длины дефекта типа "рыбий хвост". Величина охлаждаемого участка равна 0,9-1,2 длины очага деформации, температура на 30-60°С ниже среднемасовой, а скорость перемещения в валках данного участка 0,75-0,95 линейной скорости прокатных валков. Недостатком указанного способа является то, что торможение раската обычно осуществляется линейками манипулятора обжимного стана, что запрещено правилами технической эксплуатации и приводит к преждевременному вы ходу и х из строя. Пробуксовки, возникающие в валках прокатного стана за счет разности скорости перемещения в валках охлажденного участка и линейной скорости валков приводят к повреждению поверхности данного участка, что, несмотря на снижение длины дефекта типа "рыбий хвост", не позволяет увеличить вы ход годного металла. В основу изобретения поставлена задача усовершенствования способа прокатки заготовок на обжимных станах, в котором путем увеличения части смещенного объема металла по оси заготовки снижается глубина дефекта типа "рыбий хвост", что позволяет снизить величину обрези и соответственно увеличить выход годного. Сущность предлагаемого способа прокатки слитков, на обжимных станах состоит в том, что заготовку деформируют рабочими валками дуореверсивного обжимного стана в двух взаимно перпендикулярных плоскостях на гладкой бочке и в ящичных калибрах, причем хотя бы в двух проходах де формацию переднего по ходу прокатки конца заготовки производят с относительным обжатием не менее чем в два раза превышающим относительное обжатие заднего конца заготовки, при этом отношение скорости прокатки конца, обжимаемого с большим относительным обжатием, к скорости прокатки конца, обжимаемого с меньшим относительным обжатием, не превышает 0,9. Деформирование переднего конца заготовки с относительным обжатием не менее чем в два раза превышающим относительное обжатие заднего конца заготовки, позволяет достичь большего проникновения деформации вглубь заготовки, что приведет к более равномерному течению металла по сечению этой заготовки и обеспечит снижение протяженности дефекта типа "рыбий хвост" на более обжимаемом конце заготовки. Дальнейшая прокатка производится со снижением относительного обжатия с целью уменьшения величины зоны отставания и, соответственно, уменьшения величины дефекта типа "рыбий хвост" на заднем конце заготовки. Увеличение скорости при этом необходимо для достижения возможности более глубокого проникновения деформации по сечению менее обжимаемого конца заготовки во избежание порывов внутренних слоев металла за счет более интенсивной вытяжки поверхностных слоев. Отношение относительных обжатий переднего и заднего по ходу проката концов заготовки выбрано из реальных условий режимов обжатий заготовок на обжимных станах. Снижение этого отношения не позволяет получить желаемых результатов по увеличению выхода годного металла. Увеличение этого отношения улучшает результаты предложенной технологии и ограничивается возможностями конкретного обжимного стана. Использование режима прокатки с вышеуказанным соотношением относительных обжатий не менее двух раз объясняется необходимостью снятия конусности на прокатываемой заготовке, полученной в первом проходе и снижением величины дефекта типа "рыбий хвост" на менее обжимаемом конце заготовки в предыдущем проходе. Увеличение скорости прокатки металла вызывает более глубокое проникновение деформации по сечению заготовки. Прокатка металла с малыми относительными обжатиями (прокатка заднего/ю ходу прокатки конца заготовки) вызывает неравномерное течение слоев металла по сечению заготовки (течение верхних слоев опережает течение центральных слоев), что может привести к возникновению внутренних дефектов в прокатываемом металле. Этим вызвана необходимость увеличения скорости прокатки при малых относительных обжатиях. Исходя из необходимости получения качественных заготовок отношение скорости прокатки конца, обжимаемого с большим относительным обжатием, к скорости прокатки конца, обжимаемого с меньшим относительным обжатием, не должно превышать 0,9. Увеличение этого отношения может привести к возникновению внутренних дефектов прокатываемых заготовок. Способ осуществляют следующим образом. Нагретый до температуры прокатки слиток прокатывают на гладкой бочке валков дуораверсивного стана в нескольких проходах таким образом, чтобы в каждом проходе относительное обжатие одного из концов слитка было не менее чем в два раза больше относительного обжатия другого конца слитка. В каждом пропуске скорость прокатки конца слитка, обжимаемого с большим относительным обжатием, меньше скорости прокатки конца слитка, обжимаемого с меньшим относительным обжатием. При этом отношение скорости прокатки конца слитка, обжимаемого с большим относительным обжатием, к скорости прокатки конца слитка, обжимаемого с меньшим относительным обжатием, не превышает 0,85. После этого производится кантовка на 90° и деформированный слиток еще не менее двух раз прокатывают на гладкой бочке валков с аналогичными соотношениями относительных деформаций и скоростей прокатки. Далее сдеформированный слиток прокатывается в ящичных калибрах с кантовками до требуемого сечения. Πример. На блюминге 1300 прокатывались непрерывнолитые слитки (заготовки) сечением 300x300 мм. Передний по ходу прокатки конец слитка обжимался с увеличенным абсолютным обжатием, которое контролировалось по указателю раствора валков. Скорость прокатки контролировалась по показаниям тахометра. По ходу прокатки верхний валок равномерно поднимался до получения различных соотношений относительных обжатий переднего и заднего конца. Величину дефекта типа "рыбий хвост" определяли на темплетах, взятых от концов заготовки на ножницах усилием резания 1200 тонн. Результаты эксперимента сведены в таблицу. Как видно из приведенной таблицы, прокатка по прототипу (вариант № 1) приводит к образованию дефекта типа "рыбий хвост" в количестве 2,2%. Такое же количество дефекта образуется и в случая х, когда отношение относительных обжатий переднего и заднего конца заготовки меньше двух, а скорость прокатки конца, обжимаемого с большим относительным обжатием, равна скорости прокатки конца, обжимаемого с меньшим относительным обжатием. Сокращение величины дефекта типа "рыбий хвост" происходит в вариантах 5 и 6, когда в двух проходах деформация переднего конца заготовки происходила с относительным обжатием, не менее чем в два раза превышающим относительное обжатие заднего конца заготовки, и при этом отношение скорости прокатки конца, обжимаемого с большим относительным обжатием, к скорости прокатки конца, обжимаемого с меньшим относительным обжатием, не превышало 0,9.
ДивитисяДодаткова інформація
Автори англійськоюKukuj Davyd Penkhusovych, Kukui Davyd Penhusovych, KukuiDavyd Penkhusovych, Feofilaktov Andrii Viktorovych, Chebotariov Anatolii Petrovych, Onyschenko Serhii Oleksandrovych
Автори російськоюКукуй Давид Пенхусович, Феофилактов Андрей Викторович, Чеботарев Анатолий Петрович, Онищенко Сергей Александрович
МПК / Мітки
Мітки: прокатки, спосіб, станах, обтискних
Код посилання
<a href="https://ua.patents.su/2-23185-sposib-prokatki-na-obtisknikh-stanakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки на обтискних станах</a>
Спосіб прокатки зливків пірамідальної форми на обтискних та заготівельних станах
Номер патенту: 15415
Опубліковано: 30.06.1997
Автори: Азаров Сергій Іванович, Оробцев Юрій Вікторович, Кукуй Давид Пенхусович, Онищенко Сергій Олександрович, Димченко Євген Миколайович, Наумов Олександр Олексійович, Горбуньов Олег Георгійович, Маншилін Олександр Гейнійович, Літвінов Леонід Федорович, Ємченко Юрій Борисович
МПК: B21B 1/02
Мітки: форми, прокатки, заготівельних, зливків, спосіб, пірамідальної, станах, обтискних
Формула / Реферат:
Способ прокатки слитков пирамидальной формы на обжимных и заготовочных станах, включающий деформацию слитков в двух взаимно перпендикулярных плоскостях с промежуточными кантовками при переходе деформации из одной плоскости в другую, причем в первом и в первом после кантовки пропусках слиток задают в валки широкой частью, отличающийся тем, что в первом и в первом после кантовки пропусках слиток деформируют с абсолютным обжатием 0,75 - 0,95...
Спосіб прокатки заготовок на обтискних і заготівельних станах

Номер патенту: 7958
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Альохін Вячеслав Григорович, Азаров Сергій Іванович, Мінаєв Олександр Анатолійович, Кукуй Давид Пенхусович, Альохін Сергій Григорович, Ємченко Юрій Борисович, Кац Давід Наумович
МПК: B21B 1/02
Мітки: заготовок, спосіб, прокатки, обтискних, заготівельних, станах
Формула / Реферат:
Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию заготовки в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15-30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке заготовки с отношением длины дуги контакта к средней ее высоте в последнем пропуске предыдущего ящичного калибра в пределах 0,5-0,8 в первом пропуске...
Спосіб прокатки напівфабрикатів на обтискних і заготівельних станах
Номер патенту: 19144
Опубліковано: 25.12.1997
Автори: Корінь Андрій Олександрович, Валуєв Володимир Миколайович, Нечепоренко Володимир Андрійович, Дишковець Генадій Анатольович, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Бруханський Володимир Миколайович
МПК: B21B 1/02
Мітки: станах, спосіб, прокатки, обтискних, напівфабрикатів, заготівельних
Формула / Реферат:
Изобретение относится к черной металлургии, в частности к прокатке полуфабрикатов на обжимных и заготовочных станах.Известен способ прокатки, включающий деформацию раската с многократным переходом от прокатки без стесненного уширения к прокатке со стесненным уширением с первоначальным переходом от прокатки со стесненным уширением к прокатке без стесненного уширения без кантовки и обратным переходом с кантовкой на 90° с формированием...
Спосіб прокатки заготовок на обтискних та заготівельних станах
Номер патенту: 10004
Опубліковано: 30.09.1996
Автори: Аскерко Григорій Михайлович, Шеремет Володимир Олександрович, Кукуй Давид Пенхусович, Нечепоренко Володимир Андрійович, Губайдулін Вячеслав Фуатович, Дишковець Генадій Анатольович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: станах, заготовок, прокатки, заготівельних, спосіб, обтискних
Формула / Реферат:
(57) Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию раската в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15 - 30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке раската с отношением его высоты к катающему диаметру последующего калибра более 0,45 в центре дна впадины раската формируют выпуклость высотой...
Спосіб прокатки заготівок на обтискних і заготівельних станах
Номер патенту: 13826
Опубліковано: 25.04.1997
Автори: Дуднік Валерій Вікторович, Корінь Андрій Олександрович, Шевченко Олег Вікторович, Губайдулін Вячеслав Фуатович, Любарев Михайло Генрихович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: заготівельних, заготівок, прокатки, спосіб, обтискних, станах
Формула / Реферат:
Способ прокатки заготовок на обжимных и заготовочных станах, включающий первоначальную деформацию заготовки в ящичных калибрах с промежуточными кантовками на 90° при передаче заготовки из калибра в калибр с формированием впадин на обжимаемых гранях, дальнейшую деформацию заготовки без кантовок в двух и более ящичных калибрах с последующей кантовкой на 90° и деформацию в ящичном калибре, отличающийся тем, что при прокатке на участке без...
Попередній патент: Апарат для фіксації переломів великогомілкової кістки
Наступний патент: Джерело живлення генератора озону
Випадковий патент: Спосіб виробництва яблучних снеків