Спосіб прокатки напівфабрикатів на обтискних і заготівельних станах
Номер патенту: 19144
Опубліковано: 25.12.1997
Автори: Дишковець Генадій Анатольович, Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Нечепоренко Володимир Андрійович, Кукуй Давид Пенхусович, Бруханський Володимир Миколайович, Валуєв Володимир Миколайович
Формула / Реферат
Изобретение относится к черной металлургии, в частности к прокатке полуфабрикатов на обжимных и заготовочных станах.
Известен способ прокатки, включающий деформацию раската с многократным переходом от прокатки без стесненного уширения к прокатке со стесненным уширением с первоначальным переходом от прокатки со стесненным уширением к прокатке без стесненного уширения без кантовки и обратным переходом с кантовкой на 90° с формированием перед одним из переходов на раскате впадин глубиной 15-30% величины абсолютного обжатия при прокатке без стесненного уширения и симметричных относительно впадин с регламентированными шириной и расстоянием между их вертикальными осями утолщений [1].
Однако при обжатии раската с впадинами в пропуске без стесненного уширения образуются острые углы за счет преимущественного обжатия выпуклых участков раската, расположенных в углах обжимаемых граней. При этом происходит их быстрое охлаждение и при дальнейшей прокатке на этих участках возможны порывы корочки металла, что приводит к повышенному браку по поверхности проката. Кроме того, расположение наиболее обжимаемых (выпуклых) участков приводит к образованию "рыбьего хвоста", так как эти участки наиболее подвергаются вытяжке.
Известен способ прокатки полуфабрикатов на обжимных и заготовочных станах, включающий деформацию раската, по меньшей мере, с двукратным переходом от прокатки без стесненного уширения к прокатке со стесненным уширением при первоначальном переходе от прокатки со стесненным уширением к прокатке без стесненного уширения без кантовки и обратным переходом с кантовкой на 90° с формированием впадины перед, по меньшей мере, одним из переходов глубиной 15-30% величины абсолютного обжатия при прокатке без стесненного уширения.
Недостатком данного способа является то, что при обжатии раската с впадинами в пропуске без стесненного уширения образуются острые углы за счет преимущественного обжатия выпуклых участков раската, расположенных в углах обжимаемых граней.
При этом происходит их быстрое охлаждение, и при дальнейшей прокатке на этих участках возможны порывы корочки металла, что приводит к браку поверхности проката.
Кроме этого, расположение наиболее обжимаемых (выпуклых) участков в углах раската приводит к образованию "рыбьего хвоста", так как эти участки наиболее подвергаются вытяжке.
В основу изобретения поставлена задача создания такого способа прокатки полуфабрикатов на обжимных и заготовочных станах, в котором новые технологические параметры операций позволили бы снизить трещины и дефекты типа "рыбий хвост" и за счет этого обеспечили бы повышение качества поверхности и увеличение выхода годного.
Поставленная задача решается тем, что в способе прокатки полуфабрикатов на обжимных и заготовочных станах, включающем обжатие раската с многократным переходом от обжатия со свободным уширением к обжатию со стесненным уширением при первоначальном переходе от обжатия со стесненным уширением к обжатию со свободным уширением без кантовки и обратным переходом с кантовкой на 90° с формированием перед одним из переходов на раскате впадин в центральной части противоположных граней глубиной 15-30% величины абсолютного обжатия при обжатии со свободным уширением и симметричных относительно впадин с регламентированными шириной и расстоянием между их вертикальными осями утолщений, согласно изобретению, перед переходом к обжатию со свободным уширением утолщения выполняют с шириной и расстоянием между их осями соответственно в пределах 0,1-0,15 и 0,7-0,8 ширины раската.
Сущность изобретения заключается в следующем.
Формирование впадин производят при прокатке со стесненным уширением. При этом выступающие участки раската располагают не у краев обжимаемых граней, а с некоторым смещением к центру раската.
При последующей деформации раската без стесненного уширения часть металла из наиболее обжимаемых участков течет на подпитку средней части раската (участка впадин)и на подпитку крайних (угловых)участков, что значительно снижает величину "рыбьего хвоста", образуемого при прокатке по известному способу. Кроме того, за счет смещения наиболее обжимаемых участков в сторону центра раската при деформации без стесненного уширения углы раската образуются на острые, ас закруглениями, что значительно снижает брак по поверхности проката.
Расстояние между осями наиболее обжимаемых участков, равное 0,7-0,8 ширины раската, выбирается из условия возможности подпитки менее обжимаемых слоев центральной и периферийной частей раската. Выполнение же этого расстояния менее 0,7 ширины раската приводит к ухудшению подпитки металлом периферийных менее обжимаемых слоев и образованию рванин по углам раската, выполнение этого же расстояния более 0.8 ширины раската приводит к недостаточной подпитке средних (малообжимаемых) участков раската, что вызывает появление трещин на этих участках, а также приводит к появлению "рыбьего хвоста", та как крайние (малообжимаемые) зоны ввиду их незначительной массы не в состоянии сдержать течение наиболее обжимаемых участков в длину.
Ширина наиболее обжимаемых участков выбирается из условия достаточной массы металла для подпитки малообжимаемых средних и крайних участков раската. Уменьшение ширины наиболее обжимаемых участков приводит к появлению "рыбьего хвоста", так как происходит местное удлинение этих участков. Увеличение ширины наиболее обжимаемых участков не позволяет получить качественную поверхность(без трещин) малообжимаемых участков, так как масса наиболее обжимаемых участков становится настолько значительной, что влечет за собой в удлинение менее обжимаемые участки и при этом подпитка менее обжимаемых участков не в состоянии восполнить дефицит массы этих участков.
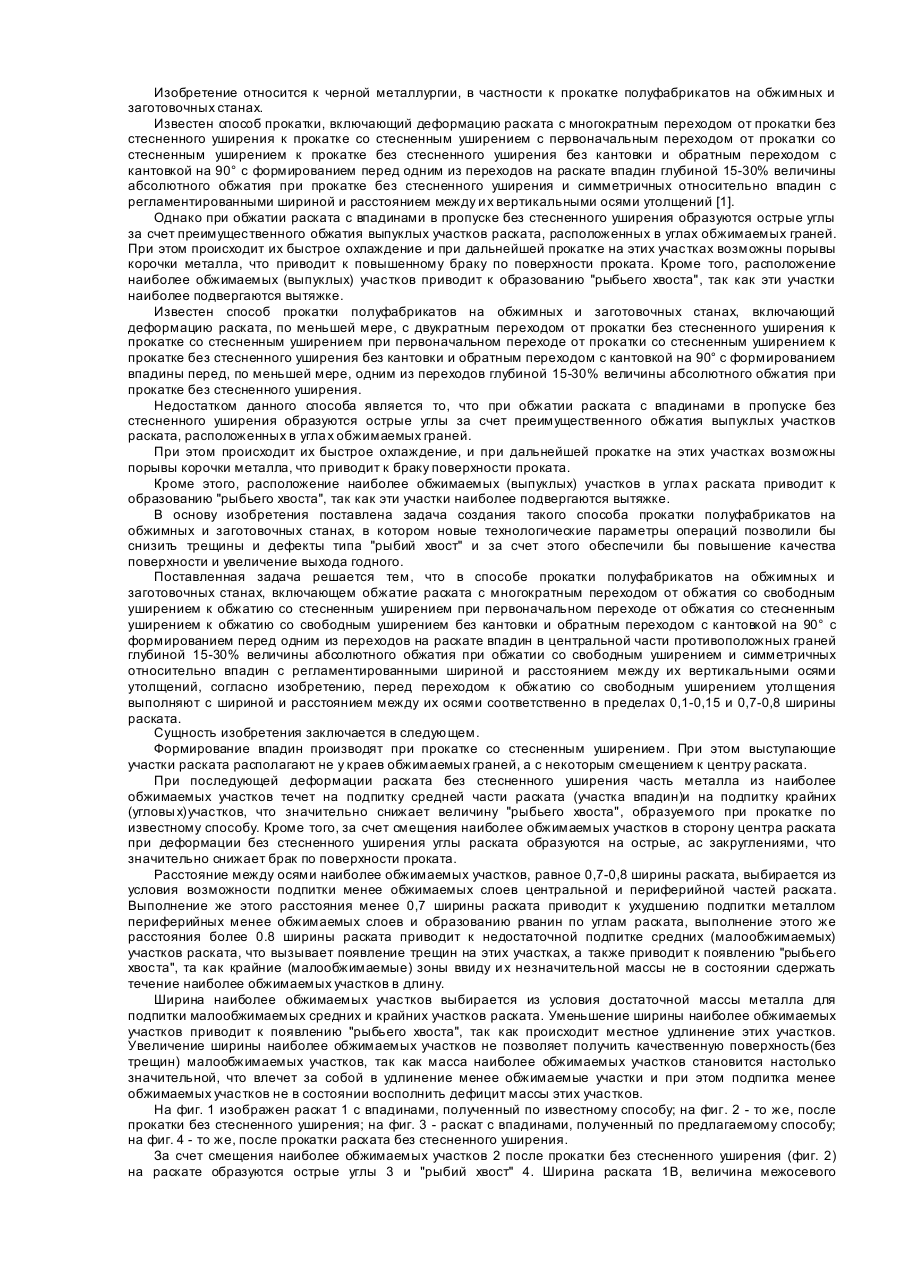
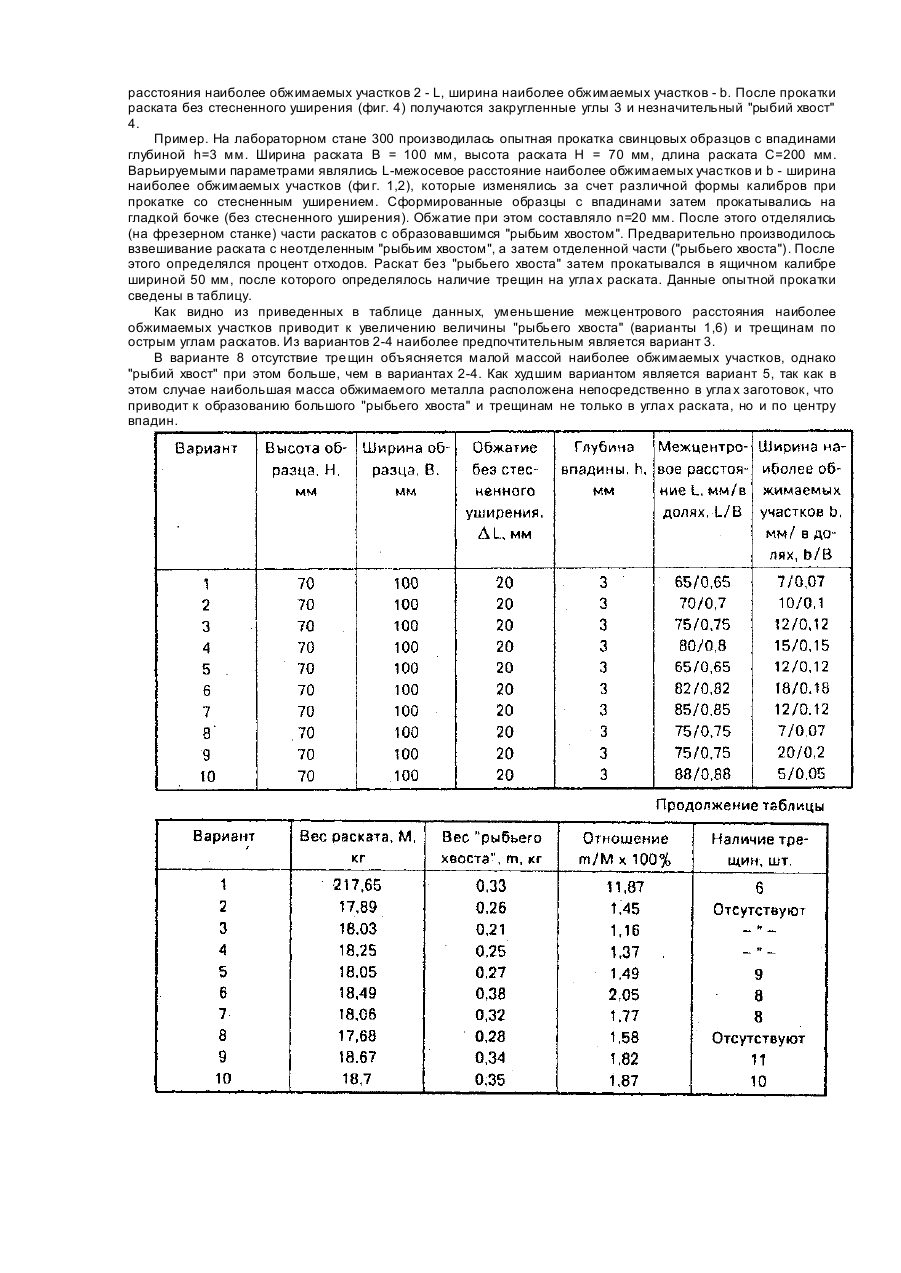
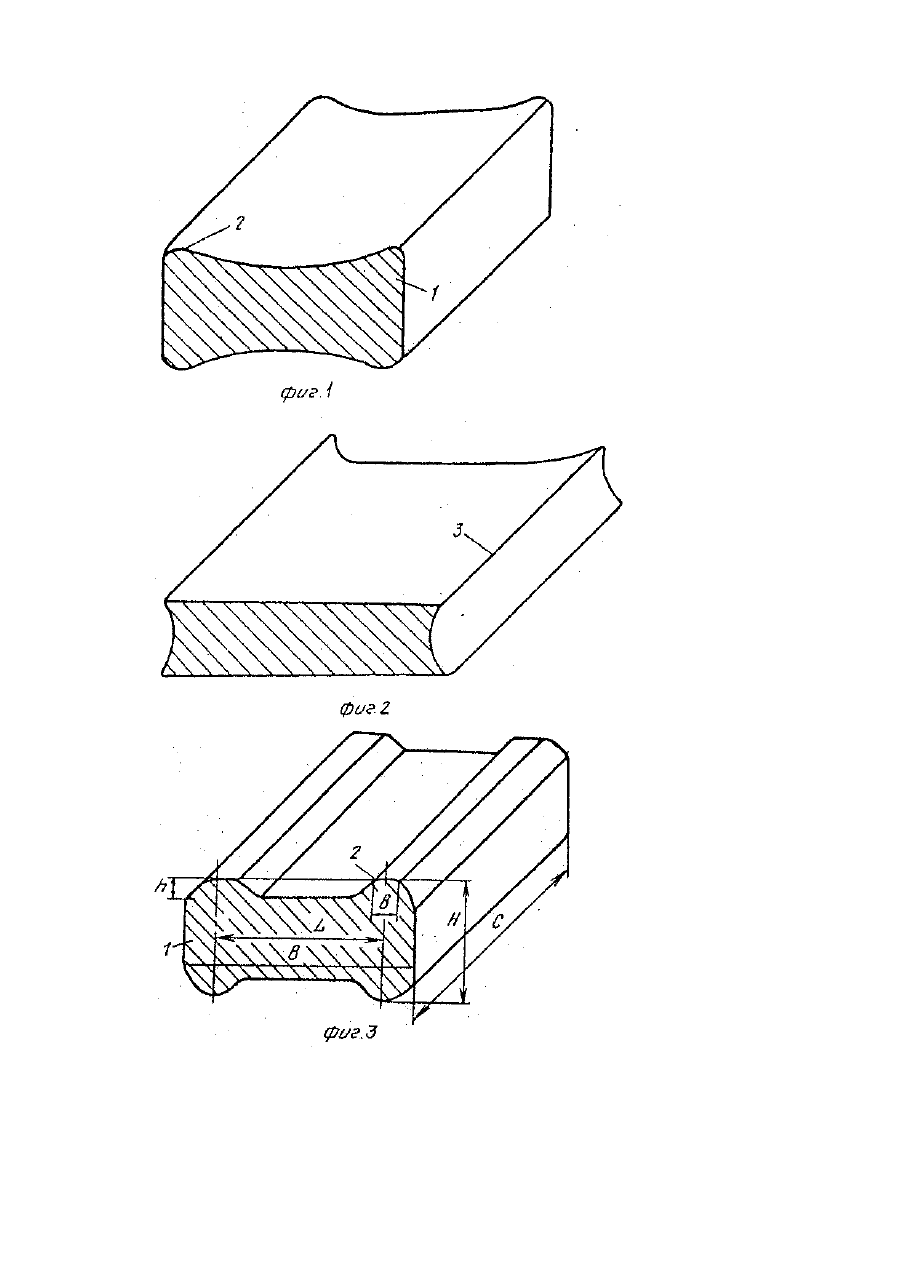
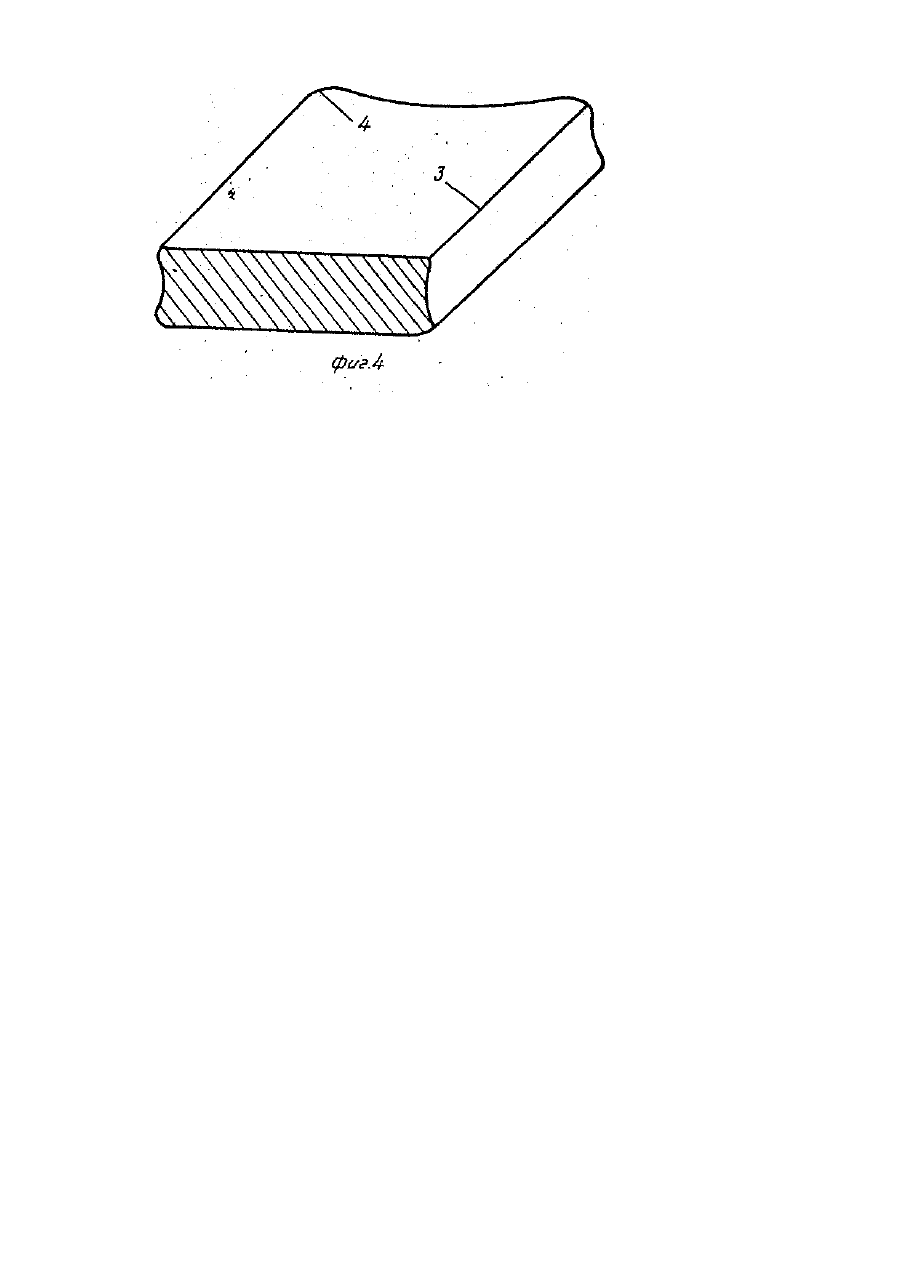
На фиг. 1 изображен раскат 1 с впадинами, полученный по известному способу; на фиг. 2 - то же, после прокатки без стесненного уширения; на фиг. 3 - раскат с впадинами, полученный по предлагаемому способу; на фиг. 4 - то же, после прокатки раската без стесненного уширения.
За счет смещения наиболее обжимаемых участков 2 после прокатки без стесненного уширения (фиг. 2) на раскате образуются острые углы 3 и "рыбий хвост" 4. Ширина раската 1В, величина межосевого расстояния наиболее обжимаемых участков 2 - L, ширина наиболее обжимаемых участков - b. После прокатки раската без стесненного уширения (фиг. 4) получаются закругленные углы 3 и незначительный "рыбий хвост" 4.
Πример. На лабораторном стане 300 производилась опытная прокатка свинцовых образцов с впадинами глубиной h=3 мм. Ширина раската В = 100 мм, высота раската Η = 70 мм, длина раската С=200 мм. Варьируемыми параметрами являлись L-межосевое расстояние наиболее обжимаемых участков и b - ширина наиболее обжимаемых участков (фиг. 1,2), которые изменялись за счет различной формы калибров при прокатке со стесненным уширением. Сформированные образцы с впадинами затем прокатывались на гладкой бочке (без стесненного уширения). Обжатие при этом составляло n=20 мм. После этого отделялись (на фрезерном станке) части раскатов с образовавшимся "рыбьим хвостом". Предварительно производилось взвешивание раската с неотделенным "рыбьим хвостом", а затем отделенной части ("рыбьего хвоста"). После этого определялся процент отходов. Раскат без "рыбьего хвоста" затем прокатывался в ящичном калибре шириной 50 мм, после которого определялось наличие трещин на углах раската. Данные опытной прокатки сведены в таблицу.
Как видно из приведенных в таблице данных, уменьшение межцентрового расстояния наиболее обжимаемых участков приводит к увеличению величины "рыбьего хвоста" (варианты 1,6) и трещинам по острым углам раскатов. Из вариантов 2-4 наиболее предпочтительным является вариант 3.
В варианте 8 отсутствие трещин объясняется малой массой наиболее обжимаемых участков, однако "рыбий хвост" при этом больше, чем в вариантах 2-4. Как худшим вариантом является вариант 5, так как в этом случае наибольшая масса обжимаемого металла расположена непосредственно в углах заготовок, что приводит к образованию большого "рыбьего хвоста" и трещинам не только в углах раската, но и по центру впадин.
Текст
Изобретение относится к черной металлургии, в частности к прокатке полуфабрикатов на обжимных и заготовочных станах. Известен способ прокатки, включающий деформацию раската с многократным переходом от прокатки без стесненного уширения к прокатке со стесненным уширением с первоначальным переходом от прокатки со стесненным уширением к прокатке без стесненного уширения без кантовки и обратным переходом с кантовкой на 90° с формированием перед одним из переходов на раскате впадин глубиной 15-30% величины абсолютного обжатия при прокатке без стесненного уширения и симметричных относительно впадин с регламентированными шириной и расстоянием между и х вертикальными осями утолщений [1]. Однако при обжатии раската с впадинами в пропуске без стесненного уширения образуются острые углы за счет преимущественного обжатия выпуклых участков раската, расположенных в углах обжимаемых граней. При этом происходит их быстрое охлаждение и при дальнейшей прокатке на этих участках возможны порывы корочки металла, что приводит к повышенному браку по поверхности проката. Кроме того, расположение наиболее обжимаемых (выпуклых) участков приводит к образованию "рыбьего хвоста", так как эти участки наиболее подвергаются вытяжке. Известен способ прокатки полуфабрикатов на обжимных и заготовочных станах, включающий деформацию раската, по меньшей мере, с двукратным переходом от прокатки без стесненного уширения к прокатке со стесненным уширением при первоначальном переходе от прокатки со стесненным уширением к прокатке без стесненного уширения без кантовки и обратным переходом с кантовкой на 90° с формированием впадины перед, по меньшей мере, одним из переходов глубиной 15-30% величины абсолютного обжатия при прокатке без стесненного уширения. Недостатком данного способа является то, что при обжатии раската с впадинами в пропуске без стесненного уширения образуются острые углы за счет преимущественного обжатия выпуклых участков раската, расположенных в угла х обжимаемых граней. При этом происходит их быстрое охлаждение, и при дальнейшей прокатке на этих участках возможны порывы корочки металла, что приводит к браку поверхности проката. Кроме этого, расположение наиболее обжимаемых (выпуклых) участков в угла х раската приводит к образованию "рыбьего хвоста", так как эти участки наиболее подвергаются вытяжке. В основу изобретения поставлена задача создания такого способа прокатки полуфабрикатов на обжимных и заготовочных станах, в котором новые технологические параметры операций позволили бы снизить трещины и дефекты типа "рыбий хвост" и за счет этого обеспечили бы повышение качества поверхности и увеличение выхода годного. Поставленная задача решается тем, что в способе прокатки полуфабрикатов на обжимных и заготовочных станах, включающем обжатие раската с многократным переходом от обжатия со свободным уширением к обжатию со стесненным уширением при первоначальном переходе от обжатия со стесненным уширением к обжатию со свободным уширением без кантовки и обратным переходом с кантовкой на 90° с формированием перед одним из переходов на раскате впадин в центральной части противоположных граней глубиной 15-30% величины абсолютного обжатия при обжатии со свободным уширением и симметричных относительно впадин с регламентированными шириной и расстоянием между их вертикальными осями утолщений, согласно изобретению, перед переходом к обжатию со свободным уширением утолщения выполняют с шириной и расстоянием между их осями соответственно в пределах 0,1-0,15 и 0,7-0,8 ширины раската. Сущность изобретения заключается в следующем. Формирование впадин производят при прокатке со стесненным уширением. При этом выступающие участки раската располагают не у краев обжимаемых граней, а с некоторым смещением к центру раската. При последующей деформации раската без стесненного уширения часть металла из наиболее обжимаемых участков течет на подпитку средней части раската (участка впадин)и на подпитку крайних (угловы х)участков, что значительно снижает величину "рыбьего хвоста", образуемого при прокатке по известному способу. Кроме того, за счет смещения наиболее обжимаемых участков в сторону центра раската при деформации без стесненного уширения углы раската образуются на острые, ас закруглениями, что значительно снижает брак по поверхности проката. Расстояние между осями наиболее обжимаемых участков, равное 0,7-0,8 ширины раската, выбирается из условия возможности подпитки менее обжимаемых слоев центральной и периферийной частей раската. Выполнение же этого расстояния менее 0,7 ширины раската приводит к ухудшению подпитки металлом периферийных менее обжимаемых слоев и образованию рванин по углам раската, выполнение этого же расстояния более 0.8 ширины раската приводит к недостаточной подпитке средних (малообжимаемых) участков раската, что вызывает появление трещин на этих участках, а также приводит к появлению "рыбьего хвоста", та как крайние (малообжимаемые) зоны ввиду и х незначительной массы не в состоянии сдержать течение наиболее обжимаемых участков в длину. Ширина наиболее обжимаемых участков выбирается из условия достаточной массы металла для подпитки малообжимаемых средних и крайних участков раската. Уменьшение ширины наиболее обжимаемых участков приводит к появлению "рыбьего хвоста", так как происходит местное удлинение этих участков. Увеличение ширины наиболее обжимаемых участков не позволяет получить качественную поверхность(без трещин) малообжимаемых участков, так как масса наиболее обжимаемых участков становится настолько значительной, что влечет за собой в удлинение менее обжимаемые участки и при этом подпитка менее обжимаемых участков не в состоянии восполнить дефицит массы этих участков. На фиг. 1 изображен раскат 1 с впадинами, полученный по известному способу; на фиг. 2 - то же, после прокатки без стесненного уширения; на фиг. 3 - раскат с впадинами, полученный по предлагаемому способу; на фиг. 4 - то же, после прокатки раската без стесненного уширения. За счет смещения наиболее обжимаемых участков 2 после прокатки без стесненного уширения (фиг. 2) на раскате образуются острые углы 3 и "рыбий хвост" 4. Ширина раската 1В, величина межосевого расстояния наиболее обжимаемых участков 2 - L, ширина наиболее обжимаемых участков - b. После прокатки раската без стесненного уширения (фиг. 4) получаются закругленные углы 3 и незначительный "рыбий хвост" 4. Πример. На лабораторном стане 300 производилась опытная прокатка свинцовых образцов с впадинами глубиной h=3 мм. Ширина раската В = 100 мм, высота раската Η = 70 мм, длина раската С=200 мм. Варьируемыми параметрами являлись L-межосевое расстояние наиболее обжимаемых участков и b - ширина наиболее обжимаемых участков (фи г. 1,2), которые изменялись за счет различной формы калибров при прокатке со стесненным уширением. Сформированные образцы с впадинами затем прокатывались на гладкой бочке (без стесненного уширения). Обжатие при этом составляло n=20 мм. После этого отделялись (на фрезерном станке) части раскатов с образовавшимся "рыбьим хвостом". Предварительно производилось взвешивание раската с неотделенным "рыбьим хвостом", а затем отделенной части ("рыбьего хвоста"). После этого определялся процент отходов. Раскат без "рыбьего хвоста" затем прокатывался в ящичном калибре шириной 50 мм, после которого определялось наличие трещин на угла х раската. Данные опытной прокатки сведены в таблицу. Как видно из приведенных в таблице данных, уменьшение межцентрового расстояния наиболее обжимаемых участков приводит к увеличению величины "рыбьего хвоста" (варианты 1,6) и трещинам по острым углам раскатов. Из вариантов 2-4 наиболее предпочтительным является вариант 3. В варианте 8 отсутствие тре щин объясняется малой массой наиболее обжимаемых участков, однако "рыбий хвост" при этом больше, чем в вариантах 2-4. Как худшим вариантом является вариант 5, так как в этом случае наибольшая масса обжимаемого металла расположена непосредственно в угла х заготовок, что приводит к образованию большого "рыбьего хвоста" и трещинам не только в угла х раската, но и по центру впадин.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling semi-finished products on pressing and billet mills
Автори англійськоюKukui David Penkhusovych, Valuev Volodymyr Mykolaiovych, Dyshkovets Henadii Anatoliovych, Necheporenko Volodymyr Andriiovych, Brukhanskyi Volodymyr Mykolaiovych, Hubaidulin Viacheslav Fuatovych, Korin Andrii Oleksandrovych
Назва патенту російськоюСпособ прокатки полуфабрикатов на обжимных и заготовочных станах
Автори російськоюКукуй Давид Пенхусович, Валуев Владимир Николаевич, Дишковец Геннадій Анатольевич, Нечепоренко Владимир Андреевич, Бруханский Владимир Николаевич, Губайдулин Вячеслав Фуатович, Коринь Андрей Александрович
МПК / Мітки
МПК: B21B 1/02
Мітки: станах, напівфабрикатів, прокатки, обтискних, спосіб, заготівельних
Код посилання
<a href="https://ua.patents.su/4-19144-sposib-prokatki-napivfabrikativ-na-obtisknikh-i-zagotivelnikh-stanakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки напівфабрикатів на обтискних і заготівельних станах</a>
Спосіб прокатки заготовок на обтискних та заготівельних станах
Номер патенту: 10004
Опубліковано: 30.09.1996
Автори: Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Шеремет Володимир Олександрович, Нечепоренко Володимир Андрійович, Аскерко Григорій Михайлович, Дишковець Генадій Анатольович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: спосіб, заготовок, прокатки, обтискних, заготівельних, станах
Формула / Реферат:
(57) Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию раската в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15 - 30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке раската с отношением его высоты к катающему диаметру последующего калибра более 0,45 в центре дна впадины раската формируют выпуклость высотой...
Спосіб прокатки заготовок на обтискних і заготівельних станах

Номер патенту: 7958
Опубліковано: 26.12.1995
Автори: Альохін Сергій Григорович, Кукуй Давид Пенхусович, Кац Давід Наумович, Альохін Вячеслав Григорович, Корінь Андрій Олександрович, Ємченко Юрій Борисович, Губайдулін Вячеслав Фуатович, Мінаєв Олександр Анатолійович, Азаров Сергій Іванович
МПК: B21B 1/02
Мітки: прокатки, обтискних, спосіб, заготовок, станах, заготівельних
Формула / Реферат:
Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию заготовки в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15-30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке заготовки с отношением длины дуги контакта к средней ее высоте в последнем пропуске предыдущего ящичного калибра в пределах 0,5-0,8 в первом пропуске...
Спосіб прокатки заготівок на обтискних і заготівельних станах
Номер патенту: 13826
Опубліковано: 25.04.1997
Автори: Любарев Михайло Генрихович, Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Дуднік Валерій Вікторович, Шевченко Олег Вікторович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: спосіб, заготівельних, заготівок, станах, прокатки, обтискних
Формула / Реферат:
Способ прокатки заготовок на обжимных и заготовочных станах, включающий первоначальную деформацию заготовки в ящичных калибрах с промежуточными кантовками на 90° при передаче заготовки из калибра в калибр с формированием впадин на обжимаемых гранях, дальнейшую деформацию заготовки без кантовок в двух и более ящичных калибрах с последующей кантовкой на 90° и деформацию в ящичном калибре, отличающийся тем, что при прокатке на участке без...
Спосіб прокатки зливків пірамідальної форми на обтискних та заготівельних станах
Номер патенту: 15415
Опубліковано: 30.06.1997
Автори: Літвінов Леонід Федорович, Онищенко Сергій Олександрович, Азаров Сергій Іванович, Наумов Олександр Олексійович, Маншилін Олександр Гейнійович, Димченко Євген Миколайович, Оробцев Юрій Вікторович, Кукуй Давид Пенхусович, Ємченко Юрій Борисович, Горбуньов Олег Георгійович
МПК: B21B 1/02
Мітки: станах, прокатки, зливків, форми, спосіб, обтискних, заготівельних, пірамідальної
Формула / Реферат:
Способ прокатки слитков пирамидальной формы на обжимных и заготовочных станах, включающий деформацию слитков в двух взаимно перпендикулярных плоскостях с промежуточными кантовками при переходе деформации из одной плоскости в другую, причем в первом и в первом после кантовки пропусках слиток задают в валки широкой частью, отличающийся тем, что в первом и в первом после кантовки пропусках слиток деформируют с абсолютным обжатием 0,75 - 0,95...
Спосіб прокатки
Номер патенту: 10002
Опубліковано: 30.09.1996
Автори: Лам Матвій Маркович, Крикунов Борис Петрович, Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Левицький Анатолій Петрович, Следнєв Володимир Петрович
МПК: B21B 1/02
Формула / Реферат:
(57) Способ прокатки слитков, преимущественно квадратного и прямоугольного сечения, включающий прокатку на гладкой бочке с получением раската с вогнутым центральным участком и выпуклыми крайними участками, и последующую прокатку в ящичном калибре в несколько проходов, отличающийся тем, что прокатку в первом ящичном калибре ведут при отношении суммы длин дуг контактов центрального вогнутого участка к сумме длин дуг контактов выпуклых крайних...
Попередній патент: Зносостійкий самофлюсівний сплав
Наступний патент: Спосіб одержання оптично активного (+)-4-деметоксидауноміцинону
Випадковий патент: Спосіб аналого-цифрового перетворення