Спосіб прокатки зливків пірамідальної форми на обтискних та заготівельних станах
Номер патенту: 15415
Опубліковано: 30.06.1997
Автори: Оробцев Юрій Вікторович, Кукуй Давид Пенхусович, Горбуньов Олег Георгійович, Наумов Олександр Олексійович, Димченко Євген Миколайович, Маншилін Олександр Гейнійович, Азаров Сергій Іванович, Онищенко Сергій Олександрович, Ємченко Юрій Борисович, Літвінов Леонід Федорович
Формула / Реферат
Способ прокатки слитков пирамидальной формы на обжимных и заготовочных станах, включающий деформацию слитков в двух взаимно перпендикулярных плоскостях с промежуточными кантовками при переходе деформации из одной плоскости в другую, причем в первом и в первом после кантовки пропусках слиток задают в валки широкой частью, отличающийся тем, что в первом и в первом после кантовки пропусках слиток деформируют с абсолютным обжатием 0,75 - 0,95 разницы размеров большего и меньшего оснований слитка, а во втором и во втором после кантовки пропусках деформацию ведут с относительным обжатием не менее 12%.
Текст
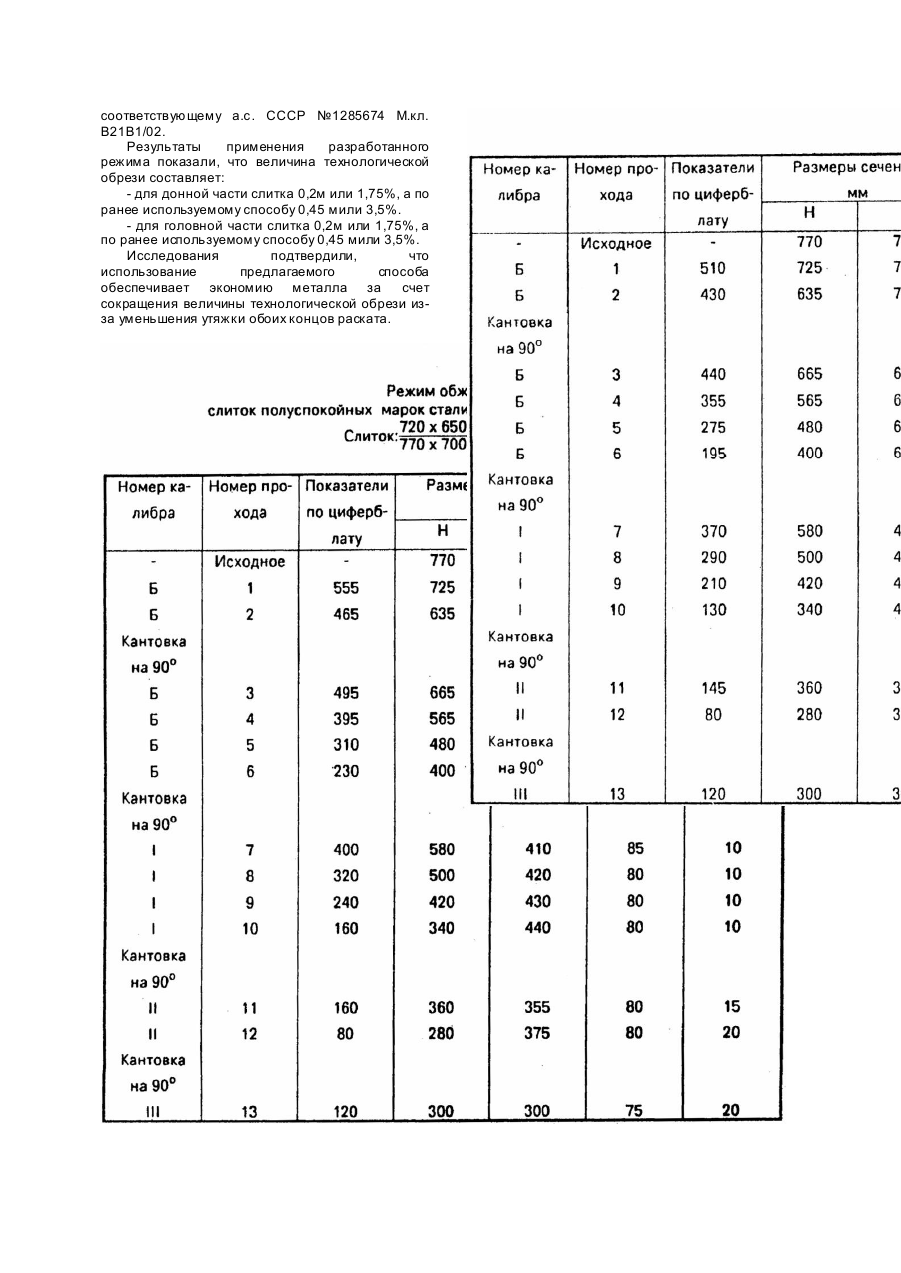
Изобретение относится к металлургии, а именно к прокатному производству и может быть использовано при прокатке заготовок на обжимных и заготовочных станах. Наиболее близким по технической сущности и достигаемому результату является способ прокатки слитков, отлитых в уширенные книзу изложницы [1], включающий в себя прокатку слитков на блюминге в первом проходе и проходе после первой кантовки донной частью вперед с обжатием на длине, равной 2 ... 3 длинам дуги контакта величиной 30 - 40% от обжатия каждого из указанных пропусков с последующим возвратом в исходное положение и прокаткой с оставшейся величиной обжатия данного пропуска. Недостатком указанного способа является то, что величина суммарного обжатия в первом проходе превышает величину конусности, т.е. разницу большего и меньшего оснований. При этом происходит перераспределение металла с донной и средней частей слитка в головную часть слитка, локализующую зону физико-химической неоднородности, что приводит к увеличению головной обрези и снижению выход годного. Кроме этого, возврат слитка в исходное положение после обжатия величиной 30 - 40% от обжатия каждого из указанных проходов приводят к увеличению цикла прокатки одного слитка и, следовательно, к снижению выхода годного. В основу изобретения поставлена задача усовершенствования способа прокатки уширенных книзу слитков на обжимных и заготовочных станах в котором, за счет перераспределения обжатий, обеспечивается уменьшение длины головной и донной обрези пропорционально уменьшению протяженности усадочных макродефектов на концах раската, которое достигается путем перемещения годного металла в среднюю по длине часть слитка из донной и головной частей, и за счет этого увеличивается вы ход годного. Поставленная задача решается тем, что в предлагаемом способе прокатки слитков пирамидальной формы на обжимных и заготовочных станах, включающем деформацию слитков в двух взаимно перпендикулярных плоскостях с промежуточными кантовками при переходе деформации из одной плоскости в другую, причем в первом и первом после кантовки пропусках слиток задают в валки широкой частью, дополнительно в первом и в первом после кантовки пропусках слиток деформируют с абсолютным обжатием 0,75 ... 0,95 разницы размеров большего и меньшего Оснований слитка, а во втором и во втором после кантовки пропусках деформацию ведут с относительным обжатием не менее 12%. В результате осуществления данного способа достигается снижение расхода металла в обрезь при прокатке слитков пирамидальной формы на обжимных и заготовочных станах за счет уменьшения величины головной и донной обрези из-за уменьшения протяженности усадочных макродефектов. Прокатка слитка в первом проходе и первом проходе после кантовки производится с абсолютным обжатием 0,75 ... 0,95 разницы большего и меньшего оснований, что позволяет перераспределить металл с более широкой (донной) части слитка на грани средней части слитка. При таких обжатиях головная часть слитка не обжимается в валках и деформация не распространяется на металл в головной части слитка. Это позволяет избежать вытяжки поверхностных слоев металла в головной части слитка с образованием накатов на запороченную головную часть слитка. При прокатке слитка в первом и первом после кантовки проходах с абсолютным обжатием более 0,95 разницы большего и меньшего оснований слитка головная часть слитка обжимается в валках и происходит накат металла на запороченную головную часть слитка, что снижает выход годного. При прокатке в этих проходах с абсолютным обжатием менее 0,75 разницы большего и меньшего оснований слитка происходит недостаточное обжатие слитка, что приводит к необходимости увеличения числа проходов и, соответственно, к увеличению машинного времени на прокатку одного слитка и уменьшению выхода годного. Во втором проходе и втором проходе после кантовки прокатка слитка производится с относительным обжатием не менее 12%. При этом деформация головной части слитка, в которой содержится зона физико-химической неоднородности, включающая в себя большое количество пор и газовых пузырей, приводит к уплотнению металла без значительной вытяжки. Благодаря этому, а также тому, что вытяжка поверхностных слоев на переднем конце раската из-за отсутствия внешни х зон приблизительно в 2 раза меньше вытяжки поверхностных слоев заднего конца раската, не происходит накат поверхностных слоев металла на запороченную головную часть слитка. При относительном обжатии во втором проходе и втором проходе после кантовки менее 12% снижается интенсивность проработки центральных слоев раската из-за снижения глубины проникновения деформации. Это приводит к увеличению вытяжки поверхностных слоев и увеличению разницы вытяжек поверхностных и центральных слоев раската, т. е. увеличению накатов на головной части слитка, и, соответственно, снижению выхода годного. Применение относительных обжатий более 12% ограничивается энергосиловыми параметрами стана и надежностью работы основного оборудования. Опытную проверку предлагаемого способа прокатки производили на блюминге 1250 ОАО Енакиевский металлургический завод. Слитки массой 8,8т с поперечным сечением 720 ´ 650мм (головная часть слитка) и 770 ´ 700мм (донная часть слитка) прокатывали донной частью вперед в блюмы сечением 300 ´ 300мм за 13 проходов. В соответствии с предлагаемым способом прокатки разработан режим обжатий, приведенный в табл.1. Согласно ему, прокатку в первом проходе и первом проходе после кантовки ведут с абсолютными обжатиями, равными Прокатку во втором проходе и втором проходе после кантовки ведут с абсолютными обжатиями 90 и 100мм соответственно, что составляет 12,5 и 15,9% соответственно. В табл.2 приведен ранее используемый режим обжатий уширенных книзу слитков по способу, соответствующему а.с. СССР №1285674 М.кл. B21B1/02. Результаты применения разработанного режима показали, что величина технологической обрези составляет: - для донной части слитка 0,2м или 1,75%, а по ранее используемому способу 0,45 мили 3,5%. - для головной части слитка 0,2м или 1,75%, а по ранее используемому способу 0,45 мили 3,5%. Исследования подтвердили, что использование предлагаемого способа обеспечивает экономию металла за счет сокращения величины технологической обрези изза уменьшения утяжки обоих концов раската.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolling of ingots of pyramidal form on pressing and billet mills
Автори англійськоюKukui Davyd Penhusovych, Kukui Davyd Penkhusovych, Kukuj Davyd Penkhusovych, Orobtsev Yurii Viktorovych, Horbuniov Oleh Heorhiiovych, Manshylin Oleksandr Heiniiovych, Yemchenko Yurii Borysovych, Litvinov Leonid Fedorovych, Azarov Serhii Ivanovych, Dymchenko Yevhen Mykolaiovych, Onyschenko Serhii Oleksandrovych
Назва патенту російськоюСпособ прокатки слитков пирамидальной формы на обжимных и заготовочных станах
Автори російськоюКукуй Давид Пенхусович, Оробцев Юрий Викторович, Горбунев Олег Георгиевич, Маншилин Александр Гейниевич, Емченко Юрий Борисович, Литвинов Леонид Федорович, Азаров Сергей Иванович, Димченко Евгений Николаевич, Онищенко Сергей Александрович
МПК / Мітки
МПК: B21B 1/02
Мітки: форми, спосіб, обтискних, прокатки, заготівельних, зливків, пірамідальної, станах
Код посилання
<a href="https://ua.patents.su/2-15415-sposib-prokatki-zlivkiv-piramidalno-formi-na-obtisknikh-ta-zagotivelnikh-stanakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки зливків пірамідальної форми на обтискних та заготівельних станах</a>
Спосіб прокатки заготівок на обтискних і заготівельних станах
Номер патенту: 13826
Опубліковано: 25.04.1997
Автори: Любарев Михайло Генрихович, Кукуй Давид Пенхусович, Дуднік Валерій Вікторович, Губайдулін Вячеслав Фуатович, Шевченко Олег Вікторович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: заготівельних, обтискних, заготівок, прокатки, станах, спосіб
Формула / Реферат:
Способ прокатки заготовок на обжимных и заготовочных станах, включающий первоначальную деформацию заготовки в ящичных калибрах с промежуточными кантовками на 90° при передаче заготовки из калибра в калибр с формированием впадин на обжимаемых гранях, дальнейшую деформацию заготовки без кантовок в двух и более ящичных калибрах с последующей кантовкой на 90° и деформацию в ящичном калибре, отличающийся тем, что при прокатке на участке без...
Спосіб прокатки заготовок на обтискних та заготівельних станах
Номер патенту: 10004
Опубліковано: 30.09.1996
Автори: Корінь Андрій Олександрович, Аскерко Григорій Михайлович, Нечепоренко Володимир Андрійович, Губайдулін Вячеслав Фуатович, Шеремет Володимир Олександрович, Дишковець Генадій Анатольович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: станах, заготовок, заготівельних, прокатки, спосіб, обтискних
Формула / Реферат:
(57) Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию раската в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15 - 30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке раската с отношением его высоты к катающему диаметру последующего калибра более 0,45 в центре дна впадины раската формируют выпуклость высотой...
Спосіб прокатки заготовок на обтискних і заготівельних станах

Номер патенту: 7958
Опубліковано: 26.12.1995
Автори: Альохін Сергій Григорович, Ємченко Юрій Борисович, Азаров Сергій Іванович, Мінаєв Олександр Анатолійович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Кац Давід Наумович, Альохін Вячеслав Григорович
МПК: B21B 1/02
Мітки: заготовок, прокатки, спосіб, станах, обтискних, заготівельних
Формула / Реферат:
Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию заготовки в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15-30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке заготовки с отношением длины дуги контакта к средней ее высоте в последнем пропуске предыдущего ящичного калибра в пределах 0,5-0,8 в первом пропуске...
Спосіб реверсивної прокатки зливків із сталей і сплавів з обмеженою пластичністю
Номер патенту: 8257
Опубліковано: 29.03.1996
Автори: Голотіна Галіна Єгоровна, Бойко Владімір Фйодоровіч, Рибкін Ніколай Владіміровіч, Полухін Владімір Пєтровіч, Чєрнєнко Анатолій Ніколаєвіч, Брінза Вячєслав Владіміровіч
МПК: B21B 1/02
Мітки: пластичністю, зливків, спосіб, обмеженою, прокатки, сплавів, сталей, реверсивної
Формула / Реферат:
Способ реверсивной прокатки слитков из малопластичных сталей и сплавов, включающий прокатку раската за несколько проходов с изменением величины обжатия в процессе прохода, отличающийся тем, что, с целью улучшения качества проката путем выравнивания подлине раската ресурса пластичности, при прокатке в каждом проходе обжатие уменьшают по длине раската по экспоненциальному закону на величину 25-100% величины обжатия п момент захвата металла...
Спосіб прокатки злитків спокійних марок сталі
Номер патенту: 7886
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Левицький Анатолій Петрович, Столба Володимір Анатольйович, Корінь Андрій Олександрович, Волошин Валентин Авксеньтійович, Крикунов Борис Петрович, Кукуй Давид Пенхусович, Шум Валентин Борисович, Абалешев Валерій Олександрович, Следнев Володимір Петрович
Мітки: сталі, прокатки, злитків, марок, спосіб, спокійних
Формула / Реферат:
Способ прокатки слитков спокойных марок сталей, включающий задачу слитка головной и (или) донной частями при снятии конусности прибыли и обжатие взаимно перпендикулярных граней с кантовками на двухвалковом реверсивном стане с индивидуальным приводом валков, отличающийся тем, что, с целью повышения выхода годного путем снижения головной обрези слитка, прокатку до снятия конусности с прибыли ведут при отношении абсолютных обжатий при задаче...
Попередній патент: Спосіб створення високопродуктивних гібридів буряків
Наступний патент: Тренажер для тренування вестибулярного апарату
Випадковий патент: Хокейний тренажер