Спосіб виробництва композитних прокатних валків
Номер патенту: 40007
Опубліковано: 16.07.2001
Автори: Невідомський Володимир Олександрович, Савченко Іван Сергійович, Гуліда Володимир Пантелійович, Скудар Георгій Маркович, Сєвост'янов Сергій Вікторович
Формула / Реферат
Спосіб виробництва композитних прокатних валків шляхом електрошлакового наплавлення, при якому в кільцевому зазорі між формуючою поверхнею кристалізатора і поверхнею заготовки утворюють робочий шар заллавлюванням кільцевого зазору чавунним витратним електродом, який відрізняється тим, що як кристалізатор використовують металеву оболонку, яку після заплавлювання кільцевого зазору зрізають при механічній обробці, при цьому товщину стінки оболонки визначають із співвідношення:
δ=t·k1·k2,
де
δ- товщина стінки оболонки, мм;
t - товщина наплавлюваного робочого шару, мм;
k1 - коефіцієнт, що враховує залежність товщини стінки оболонки від товщини
наплавлювання;
k2 - коефіцієнт, що враховує залежність товщини стінки оболонки від діаметра
наплавлюваної заготовки.
Текст
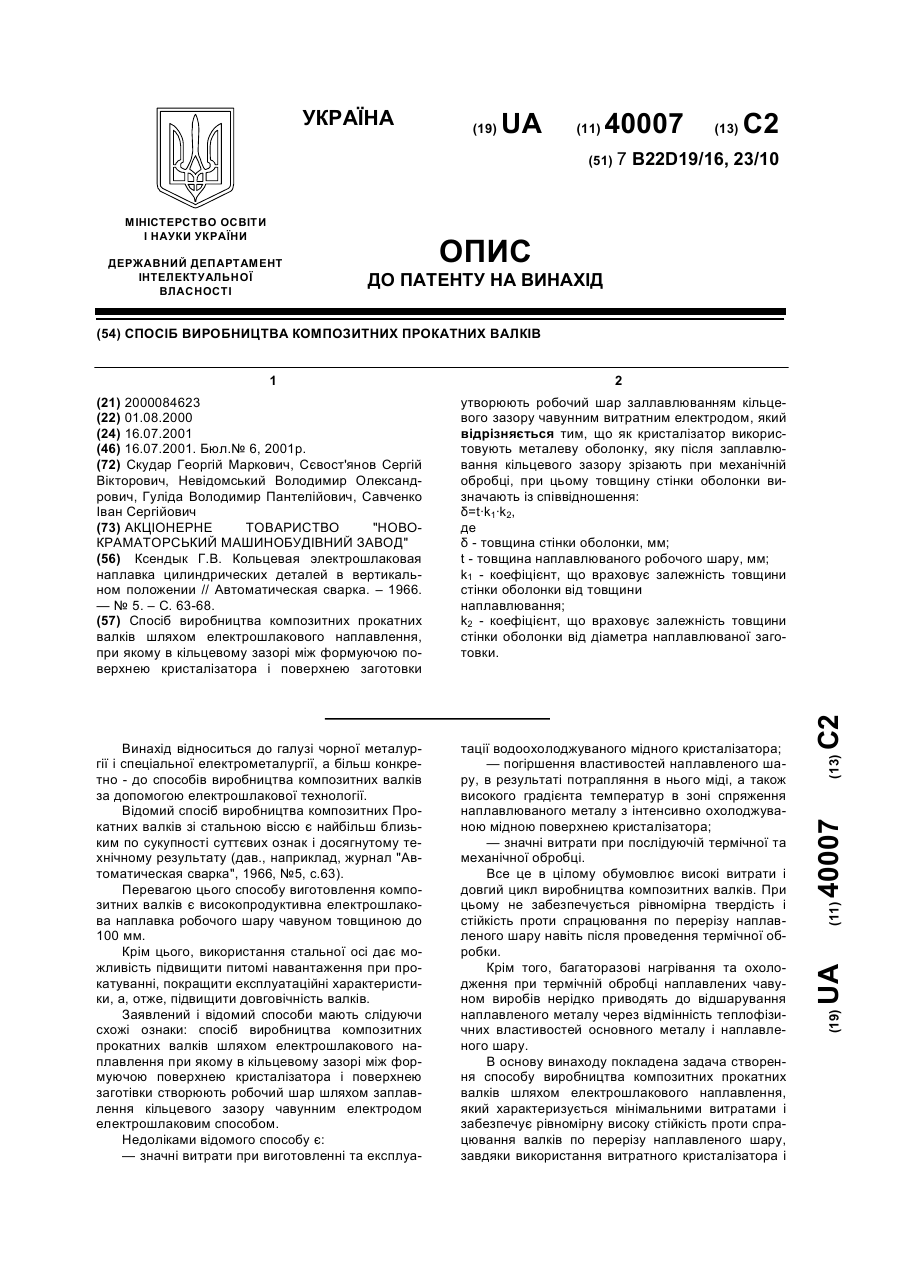
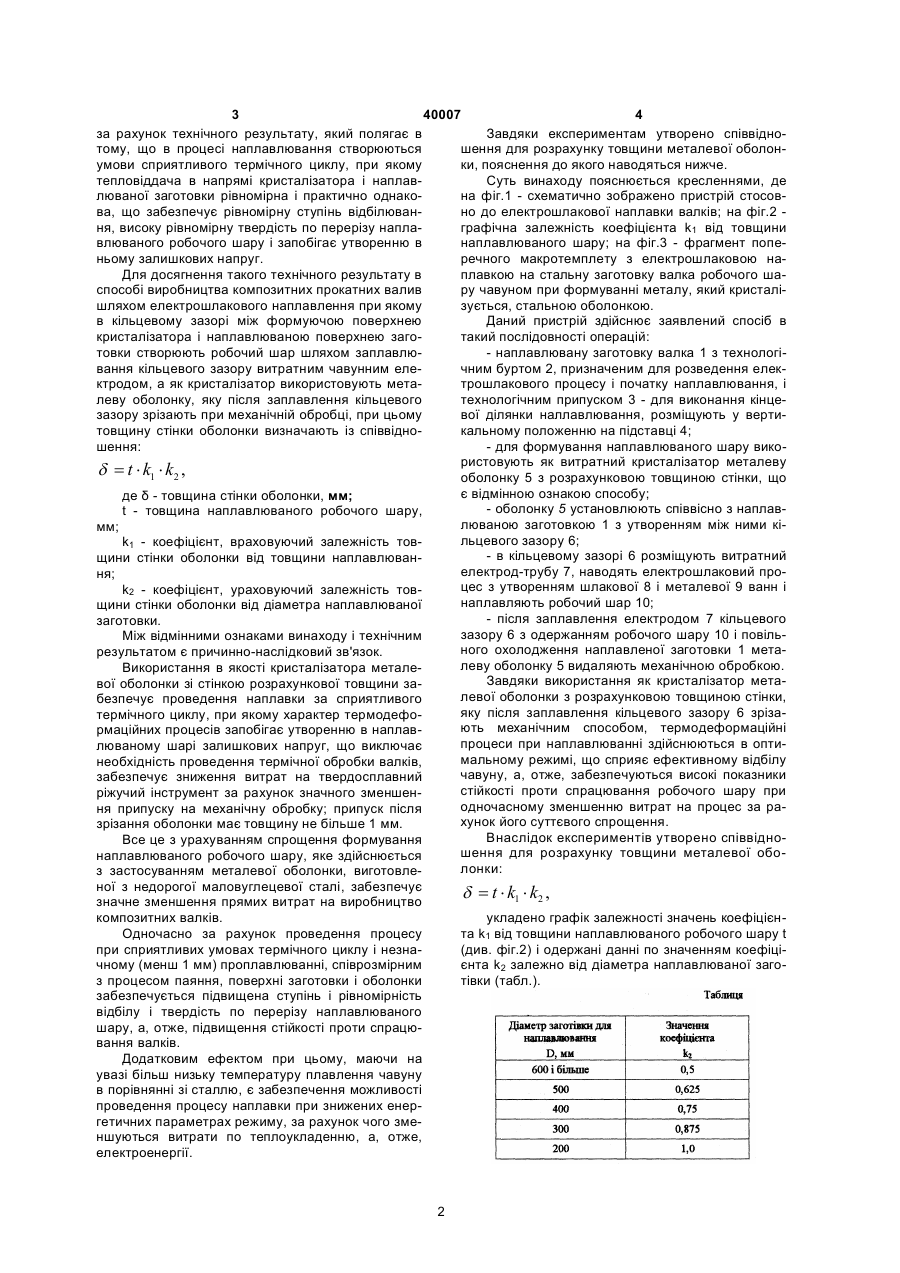
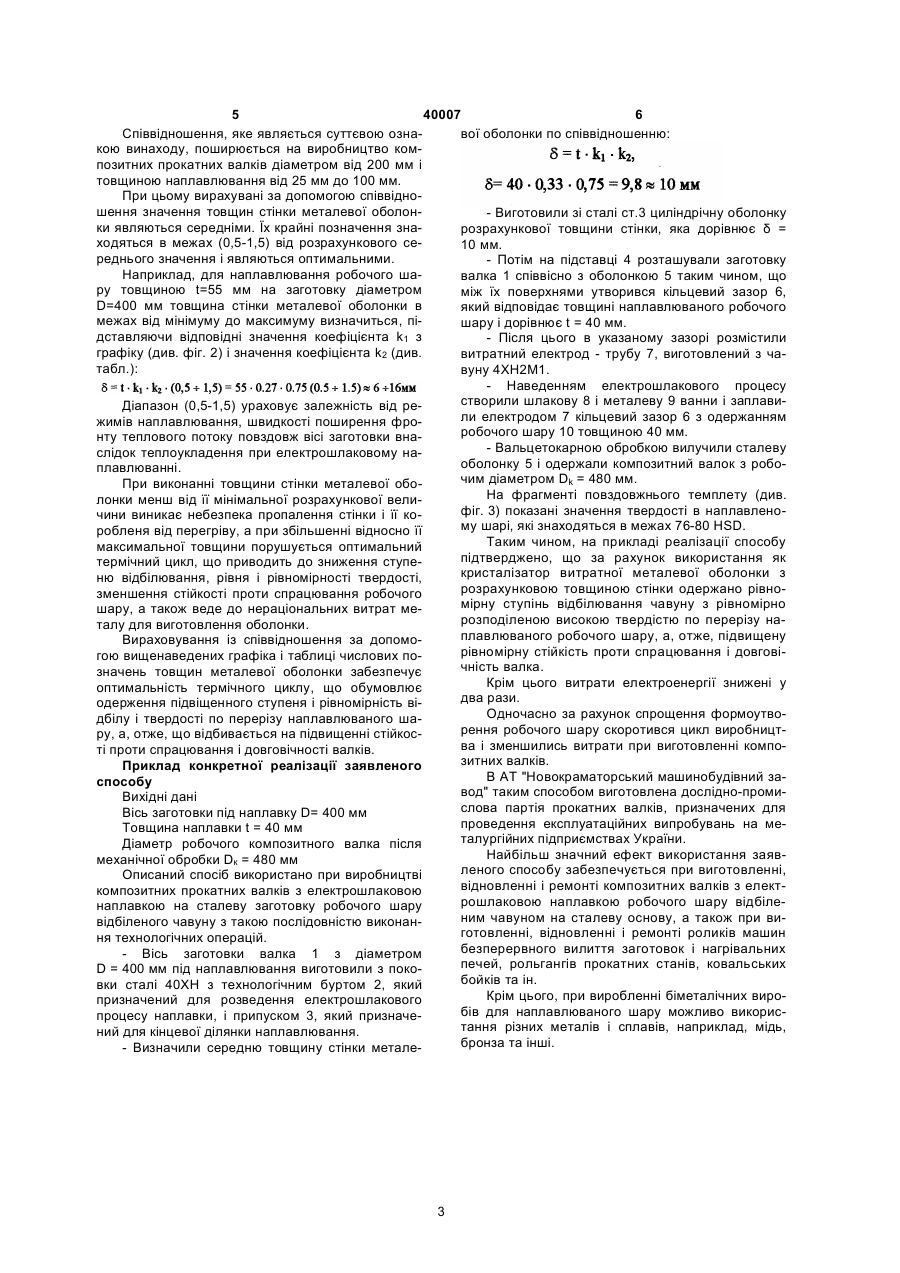
Спосіб виробництва композитних прокатних валків шляхом електрошлакового наплавлення, при якому в кільцевому зазорі між формуючою поверхнею кристалізатора і поверхнею заготовки 3 40007 4 за рахунок технічного результату, який полягає в Завдяки експериментам утворено співвіднотому, що в процесі наплавлювання створюються шення для розрахунку товщини металевої оболонумови сприятливого термічного циклу, при якому ки, пояснення до якого наводяться нижче. тепловіддача в напрямі кристалізатора і наплавСуть винаходу пояснюється кресленнями, де люваної заготовки рівномірна і практично однакона фіг.1 - схематично зображено пристрій стосовва, що забезпечує рівномірну ступінь відбілюванно до електрошлакової наплавки валків; на фіг.2 ня, високу рівномірну твердість по перерізу наплаграфічна залежність коефіцієнта k1 від товщини влюваного робочого шару і запобігає утворенню в наплавлюваного шару; на фіг.3 - фрагмент попеньому залишкових напруг. речного макротемплету з електрошлаковою наДля досягнення такого технічного результату в плавкою на стальну заготовку валка робочого шаспособі виробництва композитних прокатних валив ру чавуном при формуванні металу, який кристалішляхом електрошлакового наплавлення при якому зується, стальною оболонкою. в кільцевому зазорі між формуючою поверхнею Даний пристрій здійснює заявлений спосіб в кристалізатора і наплавлюваною поверхнею заготакий послідовності операцій: товки створюють робочий шар шляхом заплавлю- наплавлювану заготовку валка 1 з технологівання кільцевого зазору витратним чавунним елечним буртом 2, призначеним для розведення елекктродом, а як кристалізатор використовують метатрошлакового процесу і початку наплавлювання, і леву оболонку, яку після заплавлення кільцевого технологічним припуском 3 - для виконання кінцезазору зрізають при механічній обробці, при цьому вої ділянки наллавлювання, розміщують у вертитовщину стінки оболонки визначають із співвіднокальному положенню на підставці 4; шення: - для формування наплавлюваного шару використовують як витратний кристалізатор металеву d = t × k1 × k2 , оболонку 5 з розрахунковою товщиною стінки, що є відмінною ознакою способу; де δ - товщина стінки оболонки, мм; - оболонку 5 установлюють співвісно з наплавt - товщина наплавлюваного робочого шару, люваною заготовкою 1 з утворенням між ними кімм; льцевого зазору 6; k1 - коефіцієнт, враховуючий залежність тов- в кільцевому зазорі 6 розміщують витратний щини стінки оболонки від товщини наплавлюванелектрод-трубу 7, наводять електрошлаковий проня; цес з утворенням шлакової 8 і металевої 9 ванн і k2 - коефіцієнт, ураховуючий залежність товнаплавляють робочий шар 10; щини стінки оболонки від діаметра наплавлюваної - після заплавлення електродом 7 кільцевого заготовки. зазору 6 з одержанням робочого шару 10 і повільМіж відмінними ознаками винаходу і технічним ного охолодження наплавленої заготовки 1 метарезультатом є причинно-наслідковий зв'язок. леву оболонку 5 видаляють механічною обробкою. Використання в якості кристалізатора металеЗавдяки використання як кристалізатор метавої оболонки зі стінкою розрахункової товщини залевої оболонки з розрахунковою товщиною стінки, безпечує проведення наплавки за сприятливого яку після заплавлення кільцевого зазору 6 зрізатермічного циклу, при якому характер термодефоють механічним способом, термодеформаційні рмаційних процесів запобігає утворенню в наплавпроцеси при наплавлюванні здійснюються в оптилюваному шарі залишкових напруг, що виключає мальному режимі, що сприяє ефективному відбілу необхідність проведення термічної обробки валків, чавуну, а, отже, забезпечуються високі показники забезпечує зниження витрат на твердосплавний стійкості проти спрацювання робочого шару при ріжучий інструмент за рахунок значного зменшенодночасному зменшенню витрат на процес за раня припуску на механічну обробку; припуск після хунок його суттєвого спрощення. зрізання оболонки має товщину не більше 1 мм. Внаслідок експериментів утворено співвідноВсе це з урахуванням спрощення формування шення для розрахунку товщини металевої обонаплавлюваного робочого шару, яке здійснюється лонки: з застосуванням металевої оболонки, виготовленої з недорогої маловуглецевої сталі, забезпечує d = t × k1 × k2 , значне зменшення прямих витрат на виробництво укладено графік залежності значень коефіцієнкомпозитних валків. та k1 від товщини наплавлюваного робочого шару t Одночасно за рахунок проведення процесу (див. фіг.2) і одержані данні по значенням коефіціпри сприятливих умовах термічного циклу і незнаєнта k2 залежно від діаметра наплавлюваної загочному (менш 1 мм) проплавлюванні, співрозмірним тівки (табл.). з процесом паяння, поверхні заготовки і оболонки забезпечується підвищена ступінь і рівномірність відбілу і твердість по перерізу наплавлюваного шару, а, отже, підвищення стійкості проти спрацювання валків. Додатковим ефектом при цьому, маючи на увазі більш низьку температуру плавлення чавуну в порівнянні зі сталлю, є забезпечення можливості проведення процесу наплавки при знижених енергетичних параметрах режиму, за рахунок чого зменшуються витрати по теплоукладенню, а, отже, електроенергії. 2 5 40007 6 Співвідношення, яке являється суттєвою ознавої оболонки по співвідношенню: кою винаходу, поширюється на виробництво композитних прокатних валків діаметром від 200 мм і товщиною наплавлювання від 25 мм до 100 мм. При цьому вирахувані за допомогою співвідношення значення товщин стінки металевої оболон- Виготовили зі сталі ст.3 циліндрічну оболонку ки являються середніми. Їх крайні позначення знарозрахункової товщини стінки, яка дорівнює δ = ходяться в межах (0,5-1,5) від розрахункового се10 мм. реднього значення і являються оптимальними. - Потім на підставці 4 розташували заготовку Наприклад, для наплавлювання робочого шавалка 1 співвісно з оболонкою 5 таким чином, що ру товщиною t=55 мм на заготовку діаметром між їх поверхнями утворився кільцевий зазор 6, D=400 мм товщина стінки металевої оболонки в який відповідає товщині наплавлюваного робочого межах від мінімуму до максимуму визначиться, пішару і дорівнює t = 40 мм. дставляючи відповідні значення коефіцієнта k1 з - Після цього в указаному зазорі розмістили графіку (див. фіг. 2) і значення коефіцієнта k2 (див. витратний електрод - трубу 7, виготовлений з чатабл.): вуну 4ХН2М1. - Наведенням електрошлакового процесу створили шлакову 8 і металеву 9 ванни і заплавиДіапазон (0,5-1,5) ураховує залежність від рели електродом 7 кільцевий зазор 6 з одержанням жимів наплавлювання, швидкості поширення фроробочого шару 10 товщиною 40 мм. нту теплового потоку повздовж вісі заготовки вна- Вальцетокарною обробкою вилучили сталеву слідок теплоукладення при електрошлаковому наоболонку 5 і одержали композитний валок з робоплавлюванні. чим діаметром Dk = 480 мм. При виконанні товщини стінки металевої обоНа фрагменті повздовжнього темплету (див. лонки менш від її мінімальної розрахункової велифіг. 3) показані значення твердості в наплавленочини виникає небезпека пропалення стінки і її кому шарі, які знаходяться в межах 76-80 HSD. робленя від перегріву, а при збільшенні відносно її Таким чином, на прикладі реалізації способу максимальної товщини порушується оптимальний підтверджено, що за рахунок використання як термічний цикл, що приводить до зниження ступекристалізатор витратної металевої оболонки з ню відбілювання, рівня і рівномірності твердості, розрахунковою товщиною стінки одержано рівнозменшення стійкості проти спрацювання робочого мірну ступінь відбілювання чавуну з рівномірно шару, а також веде до нераціональних витрат мерозподіленою високою твердістю по перерізу наталу для виготовлення оболонки. плавлюваного робочого шару, а, отже, підвищену Вираховування із співвідношення за допоморівномірну стійкість проти спрацювання і довговігою вищенаведених графіка і таблиці числових почність валка. значень товщин металевої оболонки забезпечує Крім цього витрати електроенергії знижені у оптимальність термічного циклу, що обумовлює два рази. одерження підвіщенного ступеня і рівномірність віОдночасно за рахунок спрощення формоутводбілу і твердості по перерізу наплавлюваного шарення робочого шару скоротився цикл виробництру, а, отже, що відбивається на підвищенні стійкосва і зменшились витрати при виготовленні компоті проти спрацювання і довговічності валків. зитних валків. Приклад конкретної реалізації заявленого В AT "Новокраматорський машинобудівний заспособу вод" таким способом виготовлена дослідно-промиВихідні дані слова партія прокатних валків, призначених для Вісь заготовки під наплавку D= 400 мм проведення експлуатаційних випробувань на меТовщина наплавки t = 40 мм талургійних підприємствах України. Діаметр робочого композитного валка після Найбільш значний ефект використання заявмеханічної обробки Dк = 480 мм леного способу забезпечується при виготовленні, Описаний спосіб використано при виробництві відновленні і ремонті композитних валків з електкомпозитних прокатних валків з електрошлаковою рошлаковою наплавкою робочого шару відбіленаплавкою на сталеву заготовку робочого шару ним чавуном на сталеву основу, а також при вивідбіленого чавуну з такою послідовністю виконанготовленні, відновленні і ремонті роликів машин ня технологічних операцій. безперервного вилиття заготовок і нагрівальних - Вісь заготовки валка 1 з діаметром печей, рольгангів прокатних станів, ковальських D = 400 мм під наплавлювання виготовили з покобойків та ін. вки сталі 40ХН з технологічним буртом 2, який Крім цього, при виробленні біметалічних виропризначений для розведення електрошлакового бів для наплавлюваного шару можливо викориспроцесу наплавки, і припуском 3, який призначетання різних металів і сплавів, наприклад, мідь, ний для кінцевої ділянки наплавлювання. бронза та інші. - Визначили середню товщину стінки метале 3 7 40007 8 Фіг. 1 Фіг. 2 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 456-20-90 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ __________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 __________________________________________________________ 4
ДивитисяДодаткова інформація
Автори англійськоюSkudar Heorhii Markovych, Selostianov Serhii Viktorovych, Nevidomskyi Volodymyr Oleksandrovych, Hulida Volodymyr Panteliiovych, Savchenko Ivan Serhiiovych
Автори російськоюСкударь Георгий Маркович, Севостьянов Сергей Викторович, Невидомский Владимир Александрович, Гулида Владимир Пантелеевич, Савченко Иван Сергеевич
МПК / Мітки
МПК: B22D 23/00, B22D 19/16
Мітки: прокатних, композитних, валків, спосіб, виробництва
Код посилання
<a href="https://ua.patents.su/4-40007-sposib-virobnictva-kompozitnikh-prokatnikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва композитних прокатних валків</a>
Спосіб виробництва композитних валків з калібрами
Номер патенту: 32476
Опубліковано: 15.12.2000
Автори: Савченко Іван Сергійович, Скудар Георгій Маркович, Гуліда Володимир Пантелійович, Невідомський Володимир Олександрович, Сєвост'янов Сергій Вікторович
МПК: B22D 19/00
Мітки: спосіб, калібрами, композитних, валків, виробництва
Текст:
...утворюють профільну поверхню, відповідну профілю калібрів валка; на фіг. 2 показано валок після електрошлакової наплавки профільованого робочого шару; на фіг. З показано той же валок після нарізання на його поверхні калібрів; на фіг. 4 показано структуру матеріалу валка в перерізі, виробленого заявленим способом; на фо тографії по казано макрошліф з нанесеними на ньому показниками замірів твердості, цифрами позначено твердість наплавленого...
Спосіб зміцнення поверхні прокатних валків
Номер патенту: 35063
Опубліковано: 15.03.2001
Автори: Путнокі Олександр Юліусович, Вербицький Валерій Абрамович, Тилик Василь Трохимович, Васильєв Олександр Геннадійович, Мовшович Вілорд Соломонович, Мацко Сергій Володимирович, Штехно Олег Миколайович, Трофімов Віталій Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/00
Мітки: прокатних, зміцнення, поверхні, спосіб, валків
Формула / Реферат:
Спосіб зміцнення поверхні прокатних валків, що включає попереднє шліфування на потрібний діаметр, обкатку поверхні валка роликом при обертанні валка навколо осі в горизонтальній площині відрізняється тим, що обкатку поверхні шийок валка виконують шляхом диференціювання величин пластичної деформації в залежності від початкової твердості шийок, при цьому величину обтиску встановлюють за виразомде - абсолютний пластичний обтиск...
Спосіб зміцнення металевої поверхні, переважно прокатних валків
Номер патенту: 36525
Опубліковано: 16.04.2001
Автори: Бузов Володимир Валентинович, Зозуля Володимир Леонідович, Нікітін Ігорь Владіміровіч, Александров Сергій Миколайович, Зозуля Сергій Леонідович, Гамідов Ельмін Аббас-огли
МПК: B21B 28/00
Мітки: валків, зміцнення, металевої, спосіб, поверхні, прокатних, переважно
Формула / Реферат:
1. Спосіб зміцнення металевої поверхні, переважно прокатних валків, який включає їх обробку пружньою щіткою, яка взаємодіє з джерелом модифікуючої речовини, який відрізняється тим, що після попередньої очистки поверхні охолодженого валка віброщіткою, її обробляють іншою пружньою щіткою, на яку подають суспензію, яка містить порошок, виготовлений з природних мінералів або суміші природних мінералів, обраних з ряду шаруватих силікатів,...
Спосіб відновлення зношених валків прокатних станів
Номер патенту: 21584
Опубліковано: 06.01.1998
Автори: Босий Володимир Миколайович, Полещук Валентин Михайлович, Шалімов Володимир Дмитрович, Дьомічев Сергій Володимирович, Нечепоренко Володимир Андрійович, Горяний Анатолій Григорович, Шапаренко Олександр Володимирович, Деркач Дмитро Олександрович, Силін Микола Василійович, Морозов Валерій Іванович, Шеремет Володимир Олександрович
МПК: B23K 9/04
Мітки: валків, станів, прокатних, спосіб, зношених, відновлення
Формула / Реферат:
1. Спосіб відновлення зношених валків прокатних станів, що включає попередній нагрів валка, електродугове наплавлення поверхні, що відновлюється, та сповільнене охолодження валка, який відрізняється тим, що після сповільненого охолодження валка на наплавлену поверхню діють мікроплазмовою дугою, нагріваючи поверхню валка у зоні нагріву до оплавлення, з послідовним зміщенням зони нагріву по поверхні, що обробляється.2. Спосіб по п....
Спосіб нанесення теплоізоляційного покриття на кокілі для лиття чавунних прокатних валків
Номер патенту: 21317
Опубліковано: 15.11.2000
Автори: Гольдштейн Леонід Борисович, Філіпов Валентин Семенович, Будаг'янц Микола Абрамович, Сирота Олександр Олексійович, Балаклієць Ігор Альбінович
МПК: C23C 18/00, B22C 23/00, B22D 25/00, C23C 20/00
Мітки: нанесення, валків, лиття, кокілі, спосіб, теплоізоляційного, прокатних, покриття, чавунних
Формула / Реферат:
Способ нанесения теплоизолирующих покрытий на кокили при литье чугунных прокатных валков, включающий его подогрев до 50 - 90°C и нанесение на его рабочую поверхность теплоизолирующего покрытия с помощью центробежного распылителя, перемещаемого в вертикальной плоскости, отличающийся тем, что подогрев кокиля осуществляется до 50 - 90°, а расход теплоизолирующего покрытия составляет 0,257 - 0,78л/с при частоте вращения распылителя определяемой...
Попередній патент: Спосіб з’єднання поліетиленових труб
Наступний патент: Спосіб виготовлення зварювальних плавлених флюсів
Випадковий патент: Корпус вуличного світлодіодного світильника