Спосіб розмірної обробки тіл обертання електричною дугою
Формула / Реферат
Спосіб розмірної обробки тіл обертання електричною дугою з обертанням електрода-заготовки та радіальною подачею без обертання електрода-інструмента при нагнітанні робочої рідини в торцевий зазор під технологічним тиском крізь осьовий отвір в електроді-інструменті, який відрізняється тим, що обробку здійснюють при штучному дроселюванні (підпору) потоку на виході з торцевого міжелектродного зазору, наприклад, за рахунок контактного торцевого стиснення електродом-заготовкою трубчастої втулки з м'якої (пористої) гуми, яку щільно встановлено на зовнішню бічну поверхню електрода-інструмента.
Текст
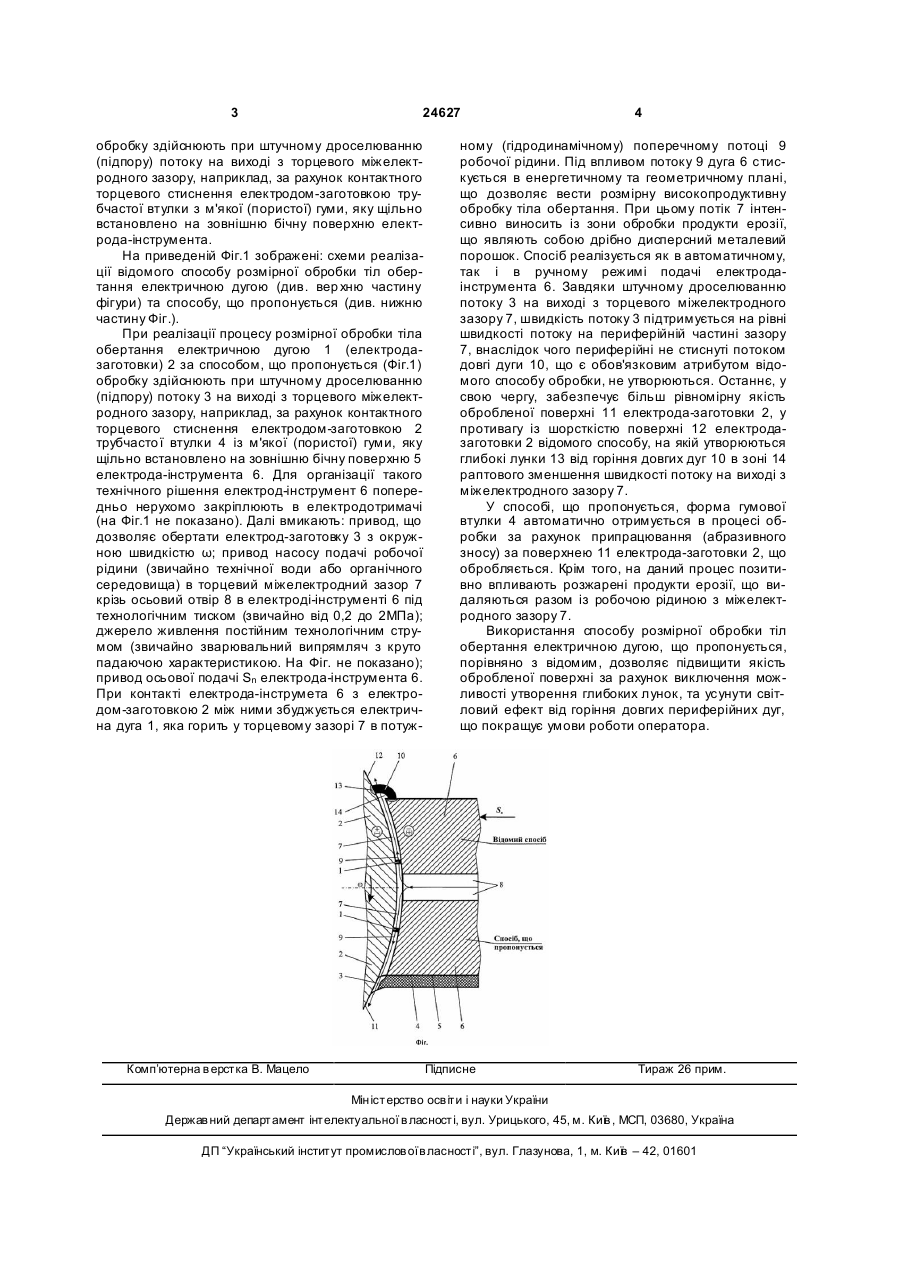
Спосіб розмірної обробки тіл обертання електричною дугою з обертанням електрода-заготовки та радіальною подачею без обертання електрода 3 24627 обробку здійснюють при штучному дроселюванню (підпору) потоку на виході з торцевого міжелектродного зазору, наприклад, за рахунок контактного торцевого стиснення електродом-заготовкою трубчастої втулки з м'якої (пористої) гуми, яку щільно встановлено на зовнішню бічну поверхню електрода-інструмента. На приведеній Фіг.1 зображені: схеми реалізації відомого способу розмірної обробки тіл обертання електричною дугою (див. вер хню частину фігури) та способу, що пропонується (див. нижню частину Фіг.). При реалізації процесу розмірної обробки тіла обертання електричною дугою 1 (електродазаготовки) 2 за способом, що пропонується (Фіг.1) обробку здійснюють при штучному дроселюванню (підпору) потоку 3 на виході з торцевого міжелектродного зазору, наприклад, за рахунок контактного торцевого стиснення електродом-заготовкою 2 трубчасто ї втулки 4 із м'якої (пористої) гуми, яку щільно встановлено на зовнішню бічну поверхню 5 електрода-інструмента 6. Для організації такого технічного рішення електрод-інструмент 6 попередньо нерухомо закріплюють в електродотримачі (на Фіг.1 не показано). Далі вмикають: привод, що дозволяє обертати електрод-заготовку 3 з окружною швидкістю ω; привод насосу подачі робочої рідини (звичайно технічної води або органічного середовища) в торцевий міжелектродний зазор 7 крізь осьовий отвір 8 в електроді-інструменті 6 під технологічним тиском (звичайно від 0,2 до 2МПа); джерело живлення постійним технологічним струмом (звичайно зварювальний випрямляч з круто падаючою характеристикою. На Фіг. не показано); привод осьової подачі Sn електрода-інструмента 6. При контакті електрода-інструмета 6 з електродом-заготовкою 2 між ними збуджується електрична дуга 1, яка горить у торцевому зазорі 7 в потуж Комп’ютерна в ерстка В. Мацело 4 ному (гідродинамічному) поперечному потоці 9 робочої рідини. Під впливом потоку 9 дуга 6 стискується в енергетичному та геометричному плані, що дозволяє вести розмірну високопродуктивну обробку тіла обертання. При цьому потік 7 інтенсивно виносить із зони обробки продукти ерозії, що являють собою дрібно дисперсний металевий порошок. Спосіб реалізується як в автоматичному, так і в ручному режимі подачі електродаінструмента 6. Завдяки штучному дроселюванню потоку 3 на виході з торцевого міжелектродного зазору 7, швидкість потоку 3 підтримується на рівні швидкості потоку на периферійній частині зазору 7, внаслідок чого периферійні не стиснуті потоком довгі дуги 10, що є обов'язковим атрибутом відомого способу обробки, не утворюються. Останнє, у свою чергу, забезпечує більш рівномірну якість обробленої поверхні 11 електрода-заготовки 2, у противагу із шорсткістю поверхні 12 електродазаготовки 2 відомого способу, на якій утворюються глибокі лунки 13 від горіння довгих дуг 10 в зоні 14 раптового зменшення швидкості потоку на виході з міжелектродного зазору 7. У способі, що пропонується, форма гумової втулки 4 автоматично отримується в процесі обробки за рахунок припрацювання (абразивного зносу) за поверхнею 11 електрода-заготовки 2, що обробляється. Крім того, на даний процес позитивно впливають розжарені продукти ерозії, що видаляються разом із робочою рідиною з міжелектродного зазору 7. Використання способу розмірної обробки тіл обертання електричною дугою, що пропонується, порівняно з відомим, дозволяє підвищити якість обробленої поверхні за рахунок виключення можливості утворення глибоких лунок, та усунути світловий ефект від горіння довгих периферійних дуг, що покращує умови роботи оператора. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dimensional machining of solids of revolution by electric arc
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ размерной обработки тел вращения электрической дугой
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23P 17/00, B23H 1/00
Мітки: обробки, обертання, спосіб, тіл, розмірної, електричною, дугою
Код посилання
<a href="https://ua.patents.su/2-24627-sposib-rozmirno-obrobki-til-obertannya-elektrichnoyu-dugoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки тіл обертання електричною дугою</a>
Спосіб розмірної обробки тіл обертання електричною дугою
Номер патенту: 24632
Опубліковано: 10.07.2007
Автор: Боков Віктор Михайлович
МПК: B23P 17/00, B23H 1/00
Мітки: електричною, дугою, тіл, обробки, розмірної, обертання, спосіб
Формула / Реферат:
Спосіб розмірної обробки тіл обертання електричною дугою з обертанням електрода-заготовки та радіальною й осьовою подачею без обертання електрода-інструмента при нагнітанні робочої рідини в торцевий зазор під технологічним тиском крізь центральний отвір в електроді-інструменті із дроселюванням потоку на виході з торцевого зазору, який відрізняється тим, що обробку здійснюють припрацьованим двошаровим електродом-інструментом з концентрично...
Спосіб розмірної обробки ступінчастих стержнів електричною дугою
Номер патенту: 69535
Опубліковано: 15.09.2004
Автори: Носуленко Віктор Іванович, Чумаченко Ольга Сергіївна, Великий Петро Миколайович, Шмельов Віталій Миколайович
Мітки: ступінчастих, дугою, спосіб, розмірної, електричною, обробки, стержнів
Формула / Реферат:
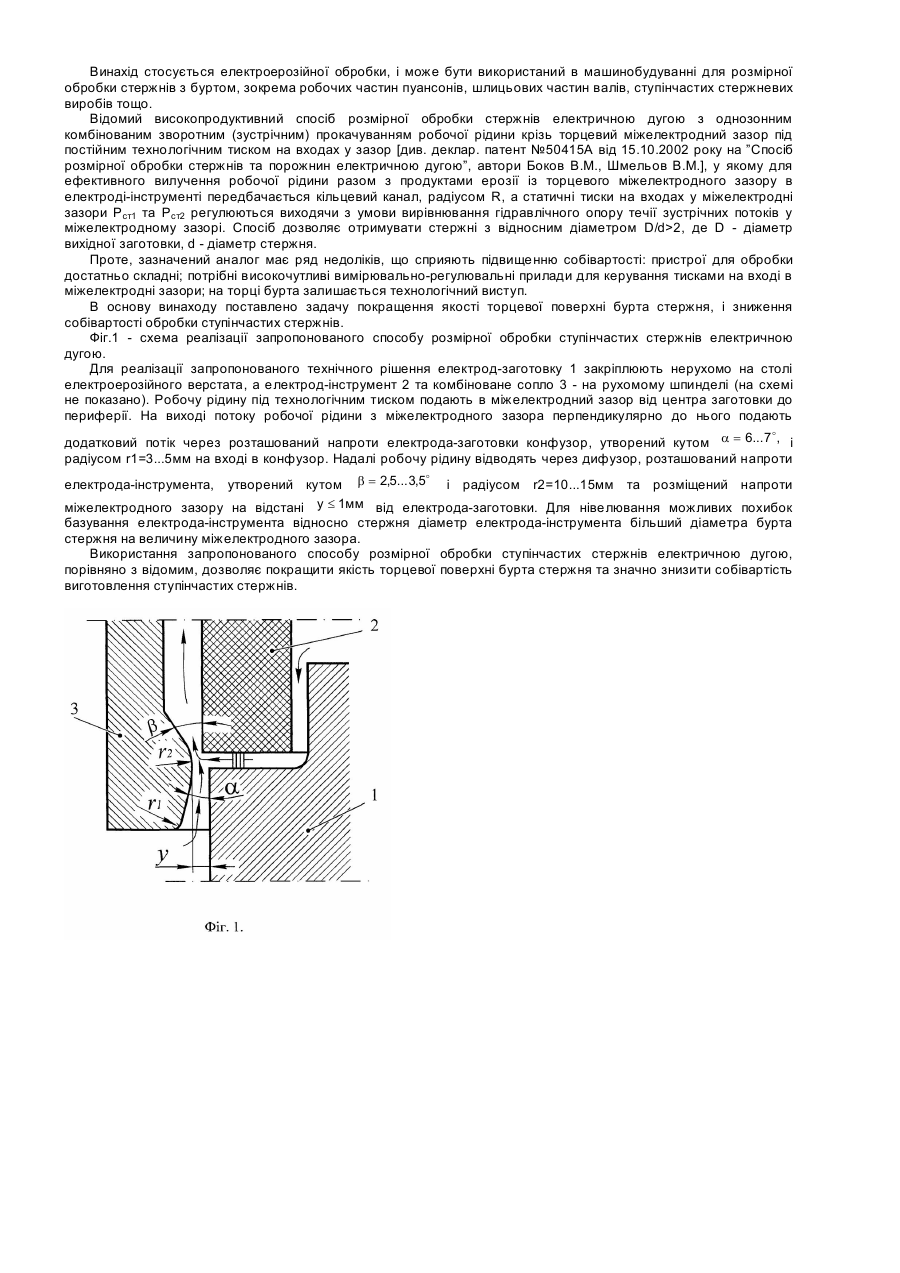
Спосіб розмірної обробки ступінчастих стержнів електричною дугою з прямим прокачуванням робочої рідини, від центра до периферії електрода, крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що на виході потоку робочої рідини з міжелектродного зазору перпендикулярно до нього подають додатковий потік за наявності конфузора, розташованого напроти електрода-заготовки, утворений кутом α, що дорівнює 6...7°, і...
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною
Номер патенту: 52085
Опубліковано: 16.12.2002
Автори: Боков Віктор Михайлович, Мельник Тетяна Олександрівна, Шмельов Віталій Миколайович
МПК: B22D 19/00, B23P 6/00
Мітки: розмірної, дугою, твірною, обробки, криволінійною, тіл, поверхонь, обертання, електричною, спосіб
Формула / Реферат:
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною, що передбачає нагнітання робочої рідини у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх поверхонь - фасонних наскрізних отворів та від центра до периферії електрода-інструмента для формоутворення зовнішніх поверхонь - фасонних стержнів, який відрізняється...
Спосіб розмірної обробки електричною дугою тіл обертання
Номер патенту: 21543
Опубліковано: 15.03.2007
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: обробки, тіл, розмірної, електричною, обертання, дугою, спосіб
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою тіл обертання, що включає обертання електрода-заготовки та радіальну подачу без обертання електрода-інструмента при нагнітанні робочої рідини в торцевий зазор під технологічним тиском крізь осьовий отвір в електроді-інструменті, який відрізняється тим, що обробку здійснюють електродом-інструментом, матеріал якого має одночасно не тільки високу електроерозійну, але й абразивну стійкість, наприклад...
Спосіб розмірної обробки стрижнів електричною дугою
Номер патенту: 44970
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23P 6/00
Мітки: дугою, спосіб, обробки, стрижнів, розмірної, електричною
Формула / Реферат:
1. Спосіб розмірної обробки стрижнів електричною дугою з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при однозонному способі комбінованого зворотного прокачування, який характеризується напрямком течії потоку на периферійній частині зазору до центру електрода-інструмента (зворотне прокачування), а в центральній частині зазору - від центру електрода-інструмента (пряме...
Попередній патент: Колодка дискового гальма
Наступний патент: Спосіб лікування патологічного стирання зубів
Випадковий патент: Фільтр для тонкого очищення води