Спосіб розмірної обробки тіл обертання електричною дугою
Формула / Реферат
Спосіб розмірної обробки тіл обертання електричною дугою з обертанням електрода-заготовки та радіальною й осьовою подачею без обертання електрода-інструмента при нагнітанні робочої рідини в торцевий зазор під технологічним тиском крізь центральний отвір в електроді-інструменті із дроселюванням потоку на виході з торцевого зазору, який відрізняється тим, що обробку здійснюють припрацьованим двошаровим електродом-інструментом з концентрично розташованими шарами, причому внутрішній шар (малого радіуса), що безпосередньо контактує в момент збудження електричної дуги з поверхнею електрода-заготовки, виготовляють із матеріалу, що має одночасно високу електроерозійну та абразивну стійкість, наприклад із вольфрамо-кобальтових сплавів марок ВК8 - ВК30, а зовнішній шар (великого радіуса), що знаходиться на деякій відстані від поверхні електрода-заготовки, - із електроерозійного матеріалу, наприклад графіту марки МПГ-7.
Текст
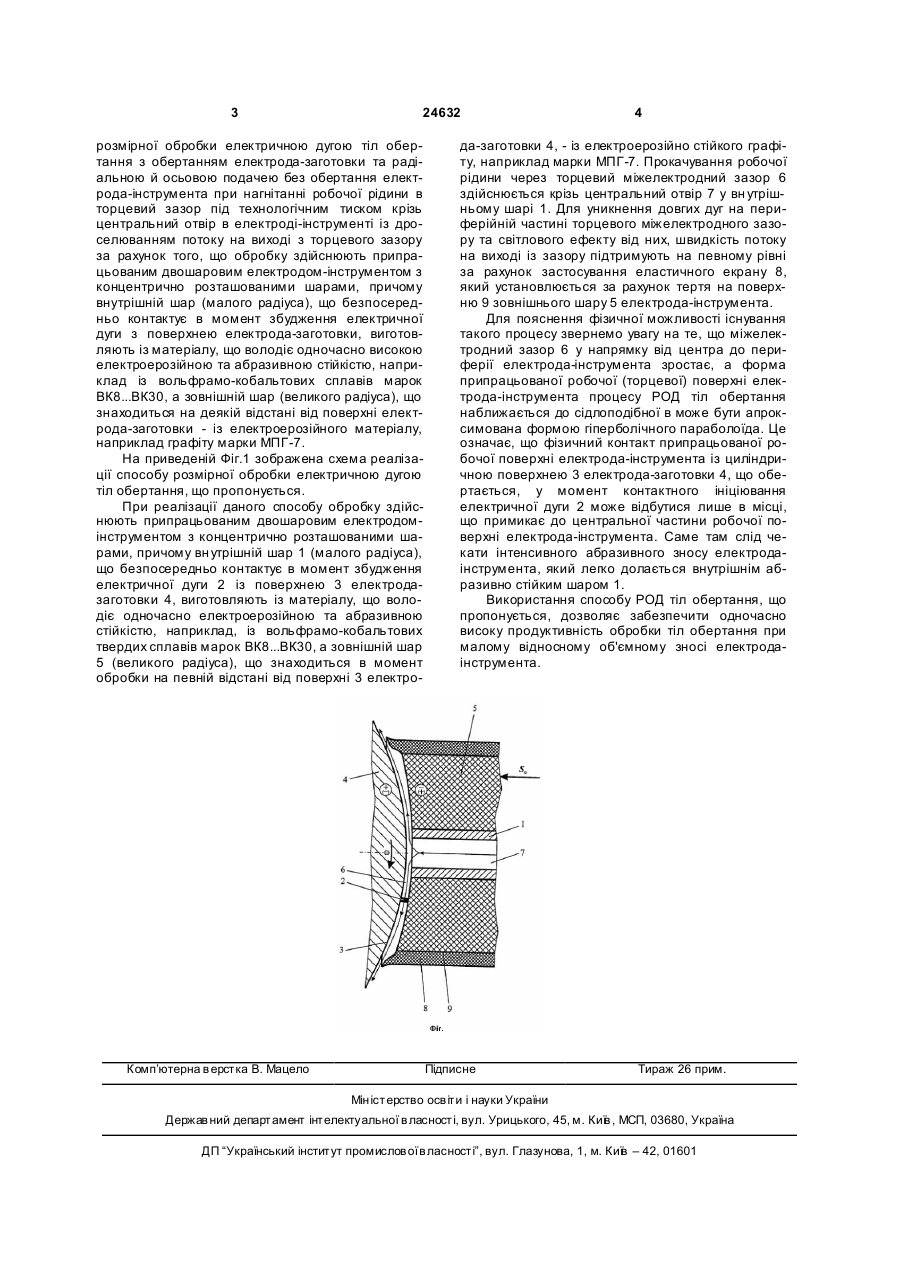
Спосіб розмірної обробки тіл обертання електричною дугою з обертанням електрода-заготовки та радіальною й осьовою подачею без обертання електрода-інструмента при нагнітанні робочої рідини в торцевий зазор під технологічним тиском крізь центральний отвір в електроді-інструменті із дроселюванням потоку на виході з торцевого за 3 24632 розмірної обробки електричною дугою тіл обертання з обертанням електрода-заготовки та радіальною й осьовою подачею без обертання електрода-інструмента при нагнітанні робочої рідини в торцевий зазор під технологічним тиском крізь центральний отвір в електроді-інструменті із дроселюванням потоку на виході з торцевого зазору за рахунок того, що обробку здійснюють припрацьованим двошаровим електродом-інструментом з концентрично розташованими шарами, причому внутрішній шар (малого радіуса), що безпосередньо контактує в момент збудження електричної дуги з поверхнею електрода-заготовки, виготовляють із матеріалу, що володіє одночасно високою електроерозійною та абразивною стійкістю, наприклад із вольфрамо-кобальтових сплавів марок ВК8...ВК30, а зовнішній шар (великого радіуса), що знаходиться на деякій відстані від поверхні електрода-заготовки - із електроерозійного матеріалу, наприклад графіту марки МПГ-7. На приведеній Фіг.1 зображена схема реалізації способу розмірної обробки електричною дугою тіл обертання, що пропонується. При реалізації даного способу обробку здійснюють припрацьованим двошаровим електродомінструментом з концентрично розташованими шарами, причому вн утрішній шар 1 (малого радіуса), що безпосередньо контактує в момент збудження електричної дуги 2 із поверхнею 3 електродазаготовки 4, виготовляють із матеріалу, що володіє одночасно електроерозійною та абразивною стійкістю, наприклад, із вольфрамо-кобальтових твердих сплавів марок ВК8...ВК30, а зовнішній шар 5 (великого радіуса), що знаходиться в момент обробки на певній відстані від поверхні 3 електро Комп’ютерна в ерстка В. Мацело 4 да-заготовки 4, - із електроерозійно стійкого графіту, наприклад марки МПГ-7. Прокачування робочої рідини через торцевий міжелектродний зазор 6 здійснюється крізь центральний отвір 7 у вн утрішньому шарі 1. Для уникнення довгих дуг на периферійній частині торцевого міжелектродного зазору та світлового ефекту від них, швидкість потоку на виході із зазору підтримують на певному рівні за рахунок застосування еластичного екрану 8, який установлюється за рахунок тертя на поверхню 9 зовнішнього шару 5 електрода-інструмента. Для пояснення фізичної можливості існування такого процесу звернемо увагу на те, що міжелектродний зазор 6 у напрямку від центра до периферії електрода-інструмента зростає, а форма припрацьованої робочої (торцевої) поверхні електрода-інструмента процесу РОД тіл обертання наближається до сідлоподібної в може бути апроксимована формою гіперболічного параболоїда. Це означає, що фізичний контакт припрацьованої робочої поверхні електрода-інструмента із циліндричною поверхнею 3 електрода-заготовки 4, що обертається, у момент контактного ініціювання електричної дуги 2 може відбутися лише в місці, що примикає до центральної частини робочої поверхні електрода-інструмента. Саме там слід чекати інтенсивного абразивного зносу електродаінструмента, який легко долається внутрішнім абразивно стійким шаром 1. Використання способу РОД тіл обертання, що пропонується, дозволяє забезпечити одночасно високу продуктивність обробки тіл обертання при малому відносному об'ємному зносі електродаінструмента. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dimensional processing of solids of revolution by electric arc
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ размерной обработки тел вращения электрической дугой
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23H 1/00, B23P 17/00
Мітки: розмірної, тіл, спосіб, обробки, електричною, обертання, дугою
Код посилання
<a href="https://ua.patents.su/2-24632-sposib-rozmirno-obrobki-til-obertannya-elektrichnoyu-dugoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки тіл обертання електричною дугою</a>
Спосіб розмірної обробки електричною дугою тіл обертання
Номер патенту: 21543
Опубліковано: 15.03.2007
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: електричною, обертання, спосіб, обробки, дугою, розмірної, тіл
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою тіл обертання, що включає обертання електрода-заготовки та радіальну подачу без обертання електрода-інструмента при нагнітанні робочої рідини в торцевий зазор під технологічним тиском крізь осьовий отвір в електроді-інструменті, який відрізняється тим, що обробку здійснюють електродом-інструментом, матеріал якого має одночасно не тільки високу електроерозійну, але й абразивну стійкість, наприклад...
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною
Номер патенту: 52085
Опубліковано: 16.12.2002
Автори: Боков Віктор Михайлович, Шмельов Віталій Миколайович, Мельник Тетяна Олександрівна
МПК: B23P 6/00, B22D 19/00
Мітки: розмірної, твірною, спосіб, поверхонь, криволінійною, тіл, електричною, обертання, дугою, обробки
Формула / Реферат:
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною, що передбачає нагнітання робочої рідини у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх поверхонь - фасонних наскрізних отворів та від центра до периферії електрода-інструмента для формоутворення зовнішніх поверхонь - фасонних стержнів, який відрізняється...
Спосіб обробки тіл обертання електричною дугою
Номер патенту: 50552
Опубліковано: 15.10.2002
Автори: Мельник Тетяна Олександрівна, Боков Віктор Михайлович, Гросул Ігор Анатолійович, Шмельов Віталій Миколайович
МПК: B23P 17/00
Мітки: спосіб, обертання, тіл, електричною, обробки, дугою
Формула / Реферат:
1. Спосіб обробки тіл обертання електричною дугою, що включає збудження дуги між електродом-заготовкою, що обертається, і електродом-інструментом, який має поступальний дискретний рух осьової подачі, з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що прокачування здійснюють за напрямком від периферії до центра електрода-інструмента.2. Спосіб за п. 1, який відрізняється тим, що осьову подачу...
Спосіб розмірної обробки ступінчастих стержнів електричною дугою
Номер патенту: 69535
Опубліковано: 15.09.2004
Автори: Великий Петро Миколайович, Чумаченко Ольга Сергіївна, Шмельов Віталій Миколайович, Носуленко Віктор Іванович
Мітки: дугою, розмірної, спосіб, електричною, обробки, стержнів, ступінчастих
Формула / Реферат:
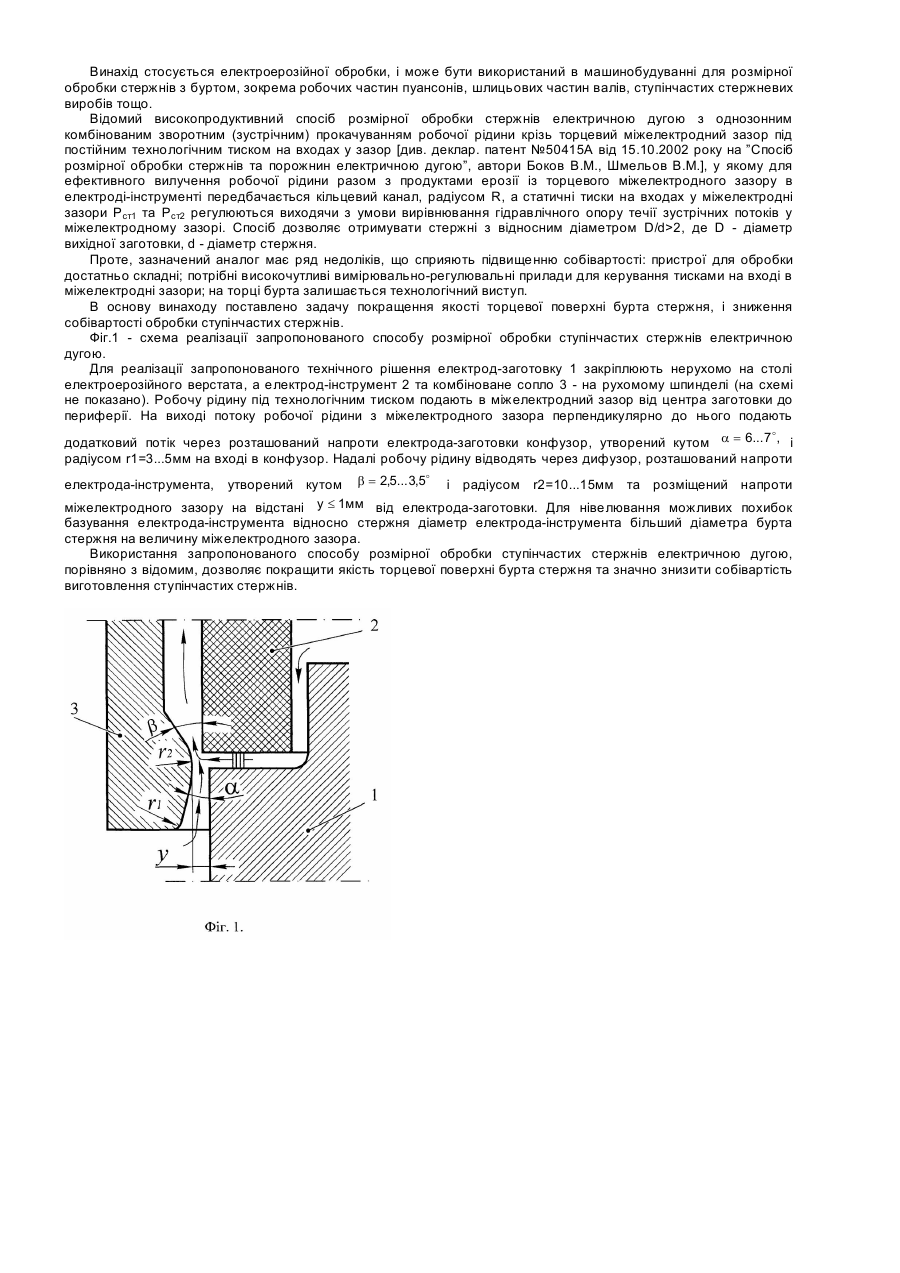
Спосіб розмірної обробки ступінчастих стержнів електричною дугою з прямим прокачуванням робочої рідини, від центра до периферії електрода, крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що на виході потоку робочої рідини з міжелектродного зазору перпендикулярно до нього подають додатковий потік за наявності конфузора, розташованого напроти електрода-заготовки, утворений кутом α, що дорівнює 6...7°, і...
Спосіб розмірної обробки стрижнів електричною дугою
Номер патенту: 44970
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23P 6/00
Мітки: дугою, стрижнів, спосіб, обробки, розмірної, електричною
Формула / Реферат:
1. Спосіб розмірної обробки стрижнів електричною дугою з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при однозонному способі комбінованого зворотного прокачування, який характеризується напрямком течії потоку на периферійній частині зазору до центру електрода-інструмента (зворотне прокачування), а в центральній частині зазору - від центру електрода-інструмента (пряме...
Попередній патент: Спосіб обробки отворів
Наступний патент: Резистивний матеріал
Випадковий патент: Спосіб діагностики розвитку остеопорозу