Спосіб розмірної обробки електричною дугою тіл обертання
Формула / Реферат
1. Спосіб розмірної обробки електричною дугою тіл обертання, що включає обертання електрода-заготовки та радіальну подачу без обертання електрода-інструмента при нагнітанні робочої рідини в торцевий зазор під технологічним тиском крізь осьовий отвір в електроді-інструменті, який відрізняється тим, що обробку здійснюють електродом-інструментом, матеріал якого має одночасно не тільки високу електроерозійну, але й абразивну стійкість, наприклад вольфрамово-кобальтові тверді сплави марок від ВК8 до ВК30.
2. Спосіб за п. 1, який відрізняється тим, що обробку здійснюють електродом-інструментом складеної конструкції.
3. Спосіб за пп. 1, 2, який відрізняється тим, що обробку здійснюють електродом-інструментом, робоча частина якого являє собою відпрацьовану твердосплавну пластинку з центральним отвором, наприклад чашечну круглу або багатогранну.
Текст
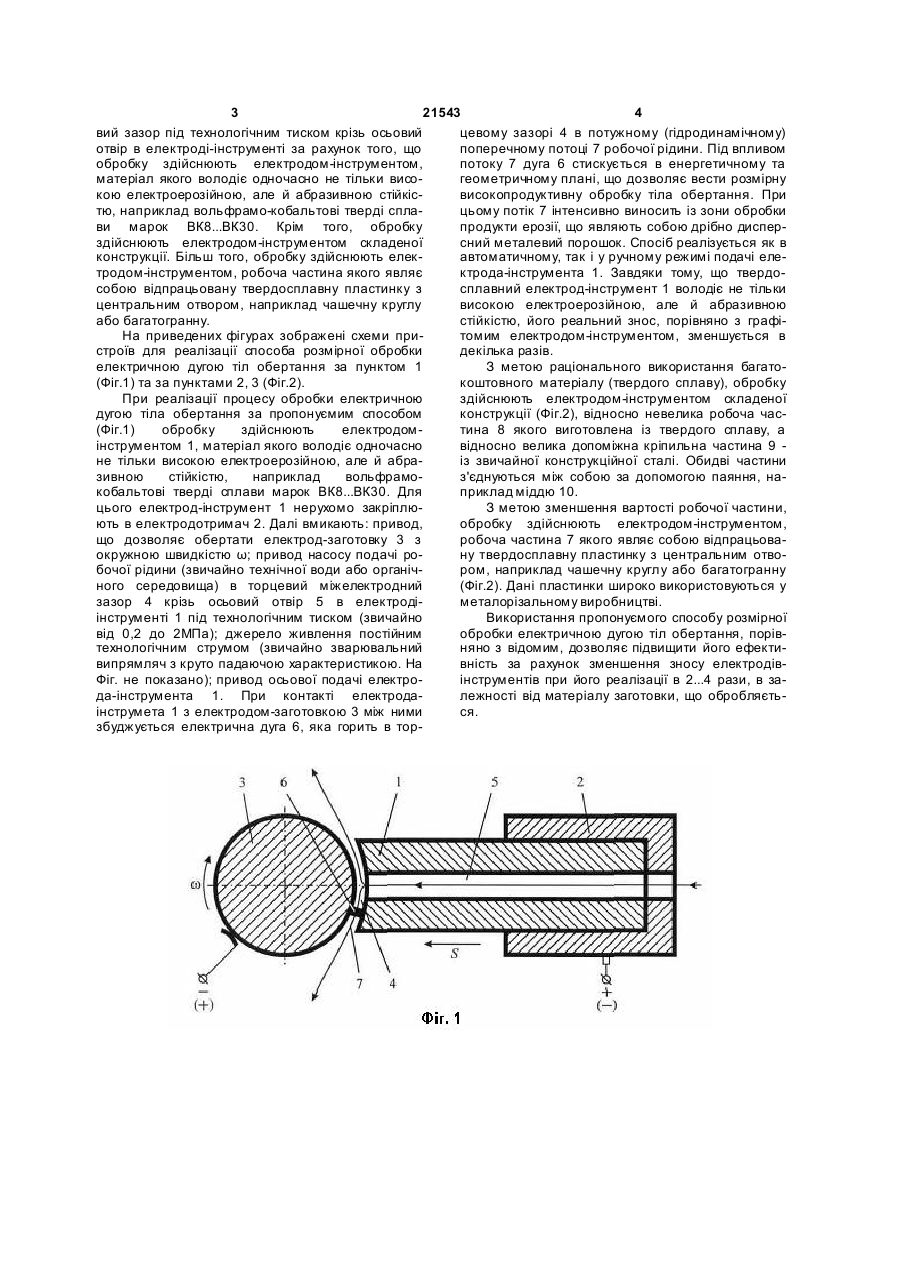
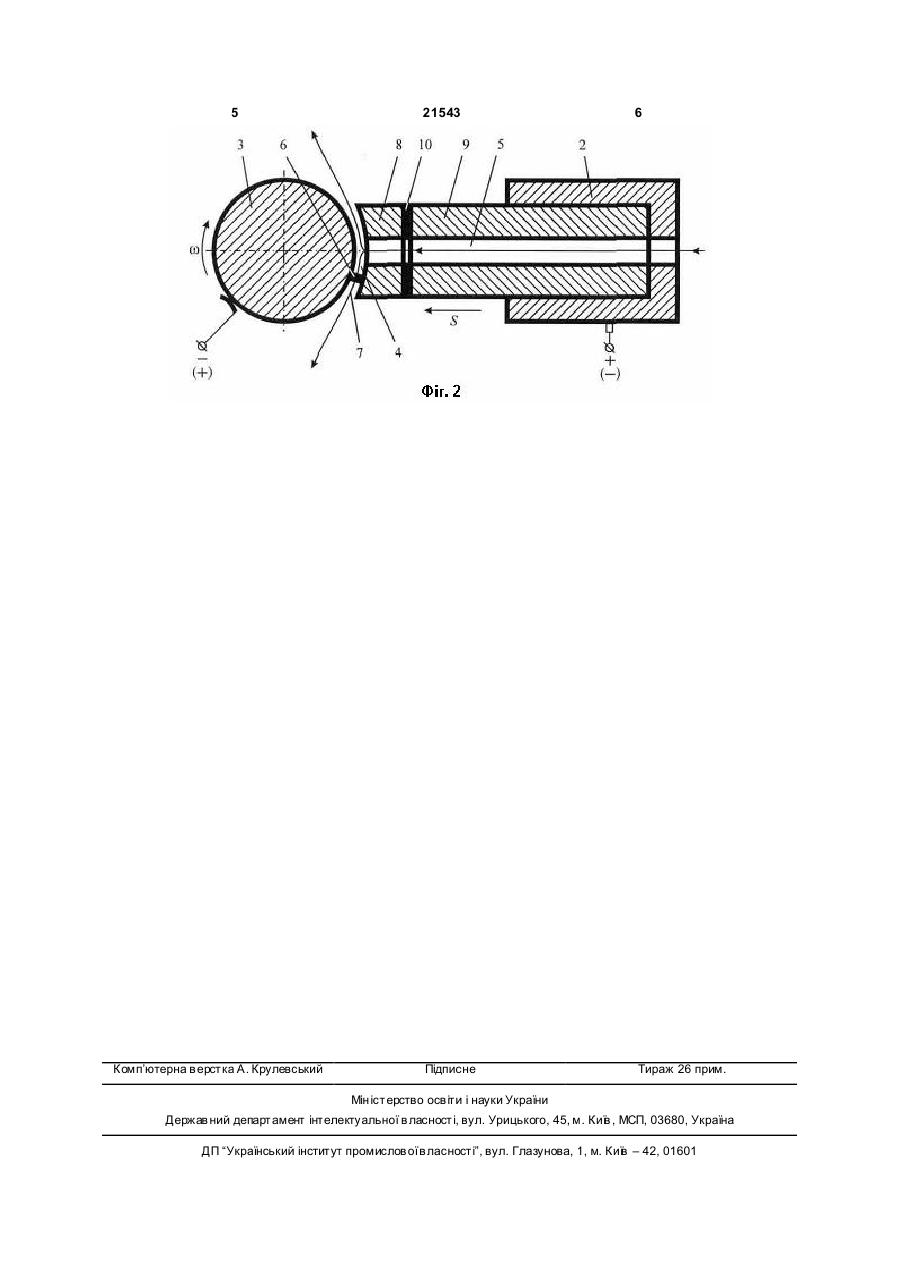
1. Спосіб розмірної обробки електричною дугою тіл обертання, що включає обертання електрода-заготовки та радіальну подачу без обертання електрода-інструмента при нагнітанні робочої рідини в торцевий зазор під технологічним тиском крізь осьовий отвір в електроді-інструменті, який 3 21543 4 вий зазор під технологічним тиском крізь осьовий цевому зазорі 4 в потужному (гідродинамічному) отвір в електроді-інструменті за рахунок того, що поперечному потоці 7 робочої рідини. Під впливом обробку здійснюють електродом-інструментом, потоку 7 дуга 6 стискується в енергетичному та матеріал якого володіє одночасно не тільки висогеометричному плані, що дозволяє вести розмірну кою електроерозійною, але й абразивною стійкісвисокопродуктивну обробку тіла обертання. При тю, наприклад вольфрамо-кобальтові тверді сплацьому потік 7 інтенсивно виносить із зони обробки ви марок ВК8...ВК30. Крім того, обробку продукти ерозії, що являють собою дрібно дисперздійснюють електродом-інструментом складеної сний металевий порошок. Спосіб реалізується як в конструкції. Більш того, обробку здійснюють елекавтоматичному, так і у ручному режимі подачі елетродом-інструментом, робоча частина якого являє ктрода-інструмента 1. Завдяки тому, що твердособою відпрацьовану твердосплавну пластинку з сплавний електрод-інструмент 1 володіє не тільки центральним отвором, наприклад чашечну круглу високою електроерозійною, але й абразивною або багатогранну. стійкістю, його реальний знос, порівняно з графіНа приведених фігурах зображені схеми притомим електродом-інструментом, зменшується в строїв для реалізації способа розмірної обробки декілька разів. електричною дугою тіл обертання за пунктом 1 З метою раціонального використання багато(Фіг.1) та за пунктами 2, 3 (Фіг.2). коштовного матеріалу (твердого сплаву), обробку При реалізації процесу обробки електричною здійснюють електродом-інструментом складеної дугою тіла обертання за пропонуємим способом конструкції (Фіг.2), відносно невелика робоча час(Фіг.1) обробку здійснюють електродомтина 8 якого виготовлена із твердого сплаву, а інструментом 1, матеріал якого володіє одночасно відносно велика допоміжна кріпильна частина 9 не тільки високою електроерозійною, але й абраіз звичайної конструкційної сталі. Обидві частини зивною стійкістю, наприклад вольфрамоз'єднуються між собою за допомогою паяння, накобальтові тверді сплави марок ВК8...ВК30. Для приклад міддю 10. цього електрод-інструмент 1 нерухомо закріплюЗ метою зменшення вартості робочої частини, ють в електродотримач 2. Далі вмикають: привод, обробку здійснюють електродом-інструментом, що дозволяє обертати електрод-заготовку 3 з робоча частина 7 якого являє собою відпрацьоваокружною швидкістю ω; привод насосу подачі рону твердосплавну пластинку з центральним отвобочої рідини (звичайно технічної води або органічром, наприклад чашечну круглу або багатогранну ного середовища) в торцевий міжелектродний (Фіг.2). Дані пластинки широко використовуються у зазор 4 крізь осьовий отвір 5 в електродіметалорізальному виробництві. інструменті 1 під технологічним тиском (звичайно Використання пропонуємого способу розмірної від 0,2 до 2МПа); джерело живлення постійним обробки електричною дугою тіл обертання, порівтехнологічним струмом (звичайно зварювальний няно з відомим, дозволяє підвищити його ефективипрямляч з круто падаючою характеристикою. На вність за рахунок зменшення зносу електродівФіг. не показано); привод осьової подачі електроінструментів при його реалізації в 2...4 рази, в зада-інструмента 1. При контакті електродалежності від матеріалу заготовки, що обробляєтьінструмета 1 з електродом-заготовкою 3 між ними ся. збуджується електрична дуга 6, яка горить в тор 5 Комп’ютерна в ерстка А. Крулевський 21543 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dimensional processing by electric arc of solids of revolution
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ размерной обработки электрической дугой тел вращения
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23P 17/00
Мітки: електричною, тіл, спосіб, обертання, обробки, розмірної, дугою
Код посилання
<a href="https://ua.patents.su/3-21543-sposib-rozmirno-obrobki-elektrichnoyu-dugoyu-til-obertannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки електричною дугою тіл обертання</a>
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною
Номер патенту: 52085
Опубліковано: 16.12.2002
Автори: Боков Віктор Михайлович, Шмельов Віталій Миколайович, Мельник Тетяна Олександрівна
МПК: B22D 19/00, B23P 6/00
Мітки: дугою, поверхонь, електричною, тіл, спосіб, обертання, криволінійною, розмірної, твірною, обробки
Формула / Реферат:
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною, що передбачає нагнітання робочої рідини у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх поверхонь - фасонних наскрізних отворів та від центра до периферії електрода-інструмента для формоутворення зовнішніх поверхонь - фасонних стержнів, який відрізняється...
Спосіб обробки тіл обертання електричною дугою
Номер патенту: 50552
Опубліковано: 15.10.2002
Автори: Гросул Ігор Анатолійович, Шмельов Віталій Миколайович, Мельник Тетяна Олександрівна, Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: дугою, спосіб, тіл, електричною, обертання, обробки
Формула / Реферат:
1. Спосіб обробки тіл обертання електричною дугою, що включає збудження дуги між електродом-заготовкою, що обертається, і електродом-інструментом, який має поступальний дискретний рух осьової подачі, з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що прокачування здійснюють за напрямком від периферії до центра електрода-інструмента.2. Спосіб за п. 1, який відрізняється тим, що осьову подачу...
Спосіб поверхневої розмірної обробки електричною дугою
Номер патенту: 44974
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: дугою, спосіб, електричною, розмірної, поверхневої, обробки
Формула / Реферат:
Спосіб поверхневої розмірної обробки електричною дугою з прокачуванням робочої рідини під технологічний тиском крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при постійній швидкості потоку в торцевому міжелектродному зазорі шляхом застосування плоскопаралельного бічного режиму прокачування.
Спосіб розмірної обробки електричною дугою дрібних отворів та щілин

Номер патенту: 19986
Опубліковано: 15.01.2007
Автори: Боков Віктор Михайлович, Павленко Олег Вікторович
МПК: B23P 6/00
Мітки: обробки, дрібних, щілин, дугою, спосіб, розмірної, отворів, електричною
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою дрібних отворів та щілин при прокачуванні робочої рідини під технологічним тиском через торцевий міжелектродний зазор за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що обробку здійснюють при видаленні робочої рідини разом з продуктами ерозії із технологічного каналу в електроді-інструменті за напрямком зверху вниз, тобто з використанням гравітаційної...
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів
Номер патенту: 51049
Опубліковано: 15.11.2002
Автори: Боков Віктор Михайлович, Шмельов Віталій Миколайович, Попова Маргарита Іванівна
МПК: B23P 6/00
Мітки: стрижнів, обробки, розмірної, наскрізних, дугою, отворів, спосіб, електричною
Формула / Реферат:
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів з прокачуванням робочої рідини крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одним двоступінчастим електродом-інструментом послідовно в три етапи: на першому етапі (чорнова обробка нижнім ступенем: знімання основного за об'ємом припуску) силу технологічного струму підтримують на максимально можливому рівні (I =...
Попередній патент: Зубчаста передача з профільно модифікованими головками та ніжками зубів
Наступний патент: Вертикальна вібраційна сушарка
Випадковий патент: Пристрій для вилучення шламу з ванни електрогідравлічної установки