Спосіб деформації прямошовних зварних труб
Номер патенту: 25087
Опубліковано: 30.10.1998
Автори: Сергєєв Віктор Володимирович, Правдін Юрій Михайлович, Новіков Леонід Миколайович, Хаустов Георгій Йосипович, Фурманов Валерій Борисович, Райчук Юрій Ісакович, Гладченко Олександр Федорович, Сизоненко Григорій Олександрович, Лобанов Олександр Іванович, Ковіка Микола Данилович
Формула / Реферат
Способ деформации прямошовных сварных труб, включающий обжатие сварного шва прямошовной сварной трубы, раздачу трубы по диаметру и последующее обжатие ее стенки в круглом калибре, при этом все указанные операции осуществляют на оправке при продольном перемещении трубы, отличающийся тем, что обжатие сварного шва и обжатие стенки трубы выполняют в неразрывной последовательности на удерживаемой оправке, и обжатие сварного шва производят при раздаче трубы.
Текст
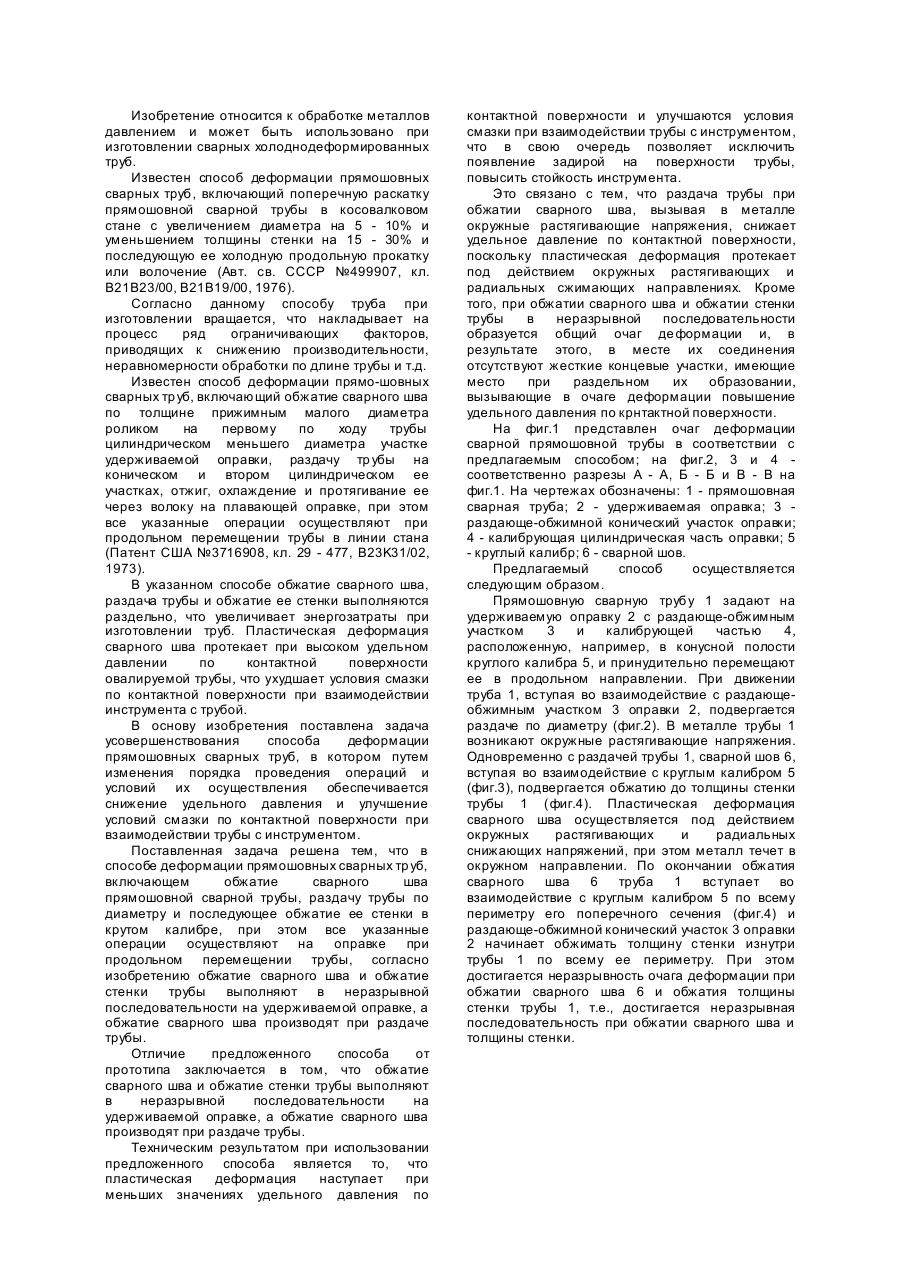
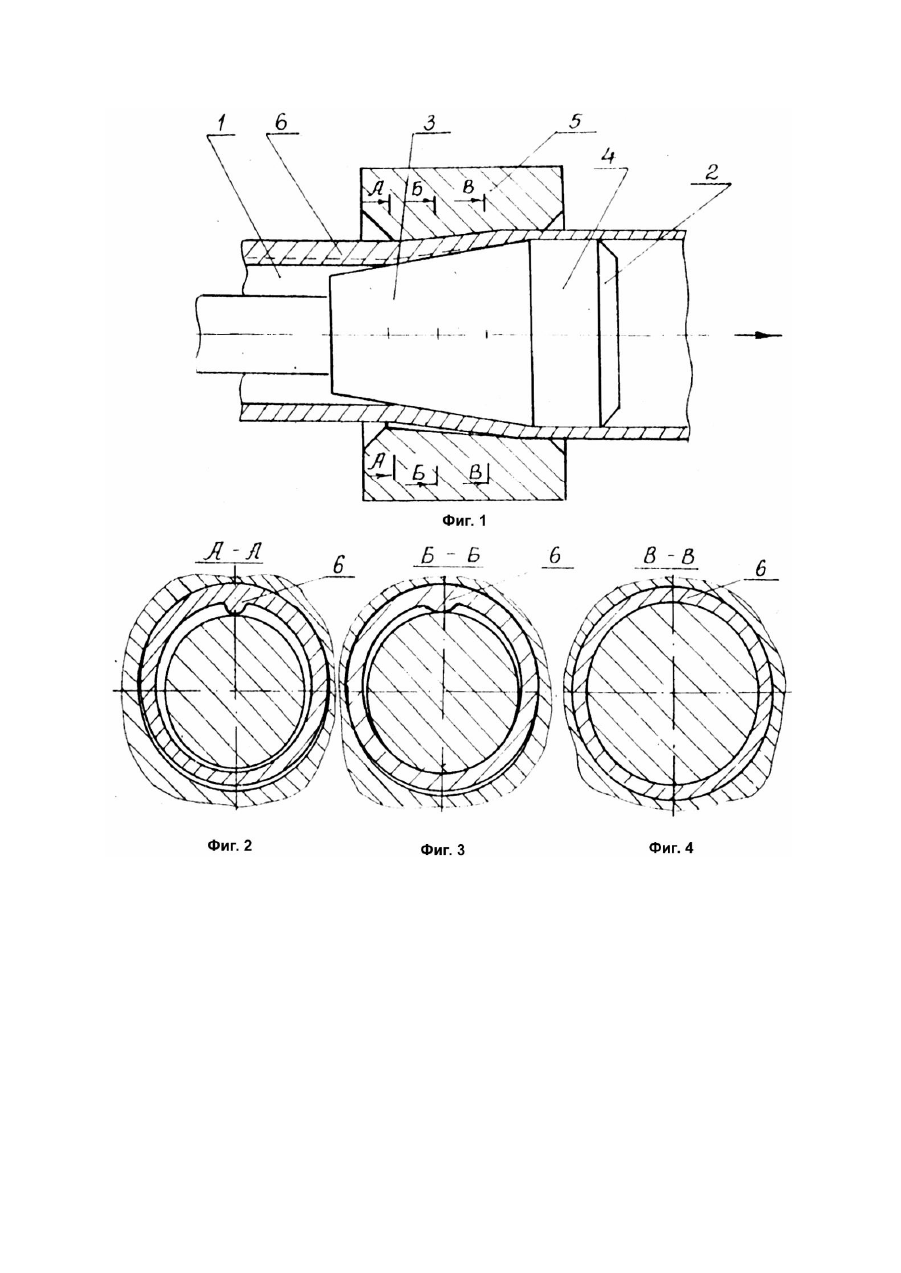
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении сварных холоднодеформированных труб. Известен способ деформации прямошовных сварных труб, включающий поперечную раскатку прямошовной сварной трубы в косовалковом стане с увеличением диаметра на 5 - 10% и уменьшением толщины стенки на 15 - 30% и последующую ее холодную продольную прокатку или волочение (Авт. св. СССР №499907, кл. B21B23/00, B21B19/00, 1976). Согласно данному способу труба при изготовлении вращается, что накладывает на процесс ряд ограничивающих факторов, приводящих к снижению производительности, неравномерности обработки по длине трубы и т.д. Известен способ деформации прямо-шовных сварных тр уб, включающий обжатие сварного шва по толщине прижимным малого диаметра роликом на первому по ходу трубы цилиндрическом меньшего диаметра участке удерживаемой оправки, раздачу тр убы на коническом и втором цилиндрическом ее участках, отжиг, охлаждение и протягивание ее через волоку на плавающей оправке, при этом все указанные операции осуществляют при продольном перемещении трубы в линии стана (Патент США №3716908, кл. 29 - 477, B23K31/02, 1973). В указанном способе обжатие сварного шва, раздача трубы и обжатие ее стенки выполняются раздельно, что увеличивает энергозатраты при изготовлении труб. Пластическая деформация сварного шва протекает при высоком удельном давлении по контактной поверхности овалируемой трубы, что ухудшает условия смазки по контактной поверхности при взаимодействии инструмента с трубой. В основу изобретения поставлена задача усовершенствования способа деформации прямошовных сварных труб, в котором путем изменения порядка проведения операций и условий их осуществления обеспечивается снижение удельного давления и улучшение условий смазки по контактной поверхности при взаимодействии трубы с инструментом. Поставленная задача решена тем, что в способе деформации прямошовных сварных тр уб, включающем обжатие сварного шва прямошовной сварной трубы, раздачу трубы по диаметру и последующее обжатие ее стенки в крутом калибре, при этом все указанные операции осуществляют на оправке при продольном перемещении трубы, согласно изобретению обжатие сварного шва и обжатие стенки трубы выполняют в неразрывной последовательности на удерживаемой оправке, а обжатие сварного шва производят при раздаче трубы. Отличие предложенного способа от прототипа заключается в том, что обжатие сварного шва и обжатие стенки трубы выполняют в неразрывной последовательности на удерживаемой оправке, а обжатие сварного шва производят при раздаче трубы. Техническим результатом при использовании предложенного способа является то, что пластическая деформация наступает при меньших значениях удельного давления по контактной поверхности и улучшаются условия смазки при взаимодействии трубы с инструментом, что в свою очередь позволяет исключить появление задирой на поверхности трубы, повысить стойкость инструмента. Это связано с тем, что раздача трубы при обжатии сварного шва, вызывая в металле окружные растягивающие напряжения, снижает удельное давление по контактной поверхности, поскольку пластическая деформация протекает под действием окружных растягивающих и радиальных сжимающих направлениях. Кроме того, при обжатии сварного шва и обжатии стенки трубы в неразрывной последовательности образуется общий очаг де формации и, в результате этого, в месте их соединения отсутствуют жесткие концевые участки, имеющие место при раздельном их образовании, вызывающие в очаге деформации повышение удельного давления по крнтактной поверхности. На фиг.1 представлен очаг деформации сварной прямошовной трубы в соответствии с предлагаемым способом; на фиг.2, 3 и 4 соответственно разрезы А - А, Б - Б и В - В на фиг.1. На чертежах обозначены: 1 - прямошовная сварная труба; 2 - удерживаемая оправка; 3 раздающе-обжимной конический участок оправки; 4 - калибрующая цилиндрическая часть оправки; 5 - круглый калибр; 6 - сварной шов. Предлагаемый способ осуществляется следующим образом. Прямошовную сварную трубу 1 задают на удерживаемую оправку 2 с раздающе-обжимным участком 3 и калибрующей частью 4, расположенную, например, в конусной полости круглого калибра 5, и принудительно перемещают ее в продольном направлении. При движении труба 1, вступая во взаимодействие с раздающеобжимным участком 3 оправки 2, подвергается раздаче по диаметру (фиг.2). В металле трубы 1 возникают окружные растягивающие напряжения. Одновременно с раздачей трубы 1, сварной шов 6, вступая во взаимодействие с круглым калибром 5 (фиг.3), подвергается обжатию до толщины стенки трубы 1 (фиг.4). Пластическая деформация сварного шва осуществляется под действием окружных растягивающих и радиальных снижающих напряжений, при этом металл течет в окружном направлении. По окончании обжатия сварного шва 6 труба 1 вступает во взаимодействие с круглым калибром 5 по всему периметру его поперечного сечения (фиг.4) и раздающе-обжимной конический участок 3 оправки 2 начинает обжимать толщину стенки изнутри трубы 1 по всему ее периметру. При этом достигается неразрывность очага деформации при обжатии сварного шва 6 и обжатия толщины стенки трубы 1, т.е., достигается неразрывная последовательность при обжатии сварного шва и толщины стенки.
ДивитисяДодаткова інформація
Автори англійськоюSyzonenko Hryhorii Oleksandrovych, Lobanov Oleksandr Ivanovych, Serhieiev Viktor Volodymyrovych, Khaustov Heorhii Yosypovych, Pravdin Yurii Mykhailovych, Furmanov Valerii Borysovych, Raichuk Yurii Isakovych, Kovika Mykola Danylovych, Hladchenko Oleksandr Fedorovych, Novikov Leonid Mykolaiovych
Автори російськоюСизоненко Григорий Александрович, Лобанов Александр Иванович, Сергеев Виктор Владимирович, Хаустов Георгий Иосифович, Правдин Юрий Михайлович, Фурманов Валерий Борисович, Райчук Юрий Исаакович, Ковика Николай Данилович, Гладченко Александр Федорович, Новиков Леонид Николаевич
МПК / Мітки
МПК: B21C 37/08, B21C 37/06
Мітки: труб, спосіб, прямошовних, деформації, зварних
Код посилання
<a href="https://ua.patents.su/2-25087-sposib-deformaci-pryamoshovnikh-zvarnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб деформації прямошовних зварних труб</a>
Технологічний інструмент для деформації зварних прямошовних труб
Номер патенту: 21998
Опубліковано: 30.04.1998
Автори: Гладченко Олександр Федорович, Сизоненко Григорій Олександрович, Правдін Юрій Михайлович, Хаустов Георгій Йосипович, Райчук Юрій Ісакович, Новіков Леонід Миколайович, Ковіка Микола Данилович, Лобанов Олександр Іванович, Фурманов Валерій Борисович, Сергєєв Віктор Володимирович
МПК: B21C 3/00, B21C 37/06
Мітки: деформації, труб, інструмент, прямошовних, технологічний, зварних
Формула / Реферат:
Технологический инструмент ія деформации сварных прямошовных труб, включающий наружный деформирующий элемент и удерживаемую оправку, имеющую два разных по диаметру цилиндрических участка, соединенных между собой переходным коническим участком, и обращенную в сторону удерживающего ее стержня цилиндрическим участком меньшего диаметра, отличающийся тем, что наружный деформирующий элемент представляет собой круглый калибр, у которого...
Спосіб деформації зварного шва на прямошовних трубах
Номер патенту: 25186
Опубліковано: 30.10.1998
Автори: Сизоненко Григорій Олександрович, Фурманов Валерій Борисович, Сергєєв Віктор Володимирович, Новіков Леонід Миколайович, Райчук Юрій Ісакович, Правдін Юрій Михайлович, Хаустов Георгій Йосипович, Ковіка Микола Данилович, Гладченко Олександр Федорович, Лобанов Олександр Іванович
МПК: B23K 31/00, B21C 37/08, B21C 37/06
Мітки: деформації, шва, спосіб, зварного, прямошовних, трубах
Формула / Реферат:
Способ деформации сварного шва на прямошовных трубах, включающий обжатие сварного шва по толщине на удерживаемой оправке самоустанавливающимся деформирующим элементом при продольном перемещении трубы, отличающийся тем, что обжатие сварного шва осуществляют изнутри трубы с раздачей ее по диаметру на величину не менее величины максимального приращения диаметра трубы от обжатия сварного шва.
Технологічний інструмент для деформації зварного шва прямошовних труб
Номер патенту: 23962
Опубліковано: 31.08.1998
Автори: Правдін Юрій Михайлович, Новіков Леонід Миколайович, Ковіка Микола Данилович, Сергєєв Віктор Володимирович, Гладченко Олександр Федорович, Райчук Юрій Ісакович, Сизоненко Григорій Олександрович, Хаустов Георгій Йосипович, Лобанов Олександр Іванович, Фурманов Валерій Борисович
МПК: B21C 37/06, B21C 37/08, B23K 31/00
Мітки: прямошовних, зварного, шва, деформації, інструмент, труб, технологічний
Формула / Реферат:
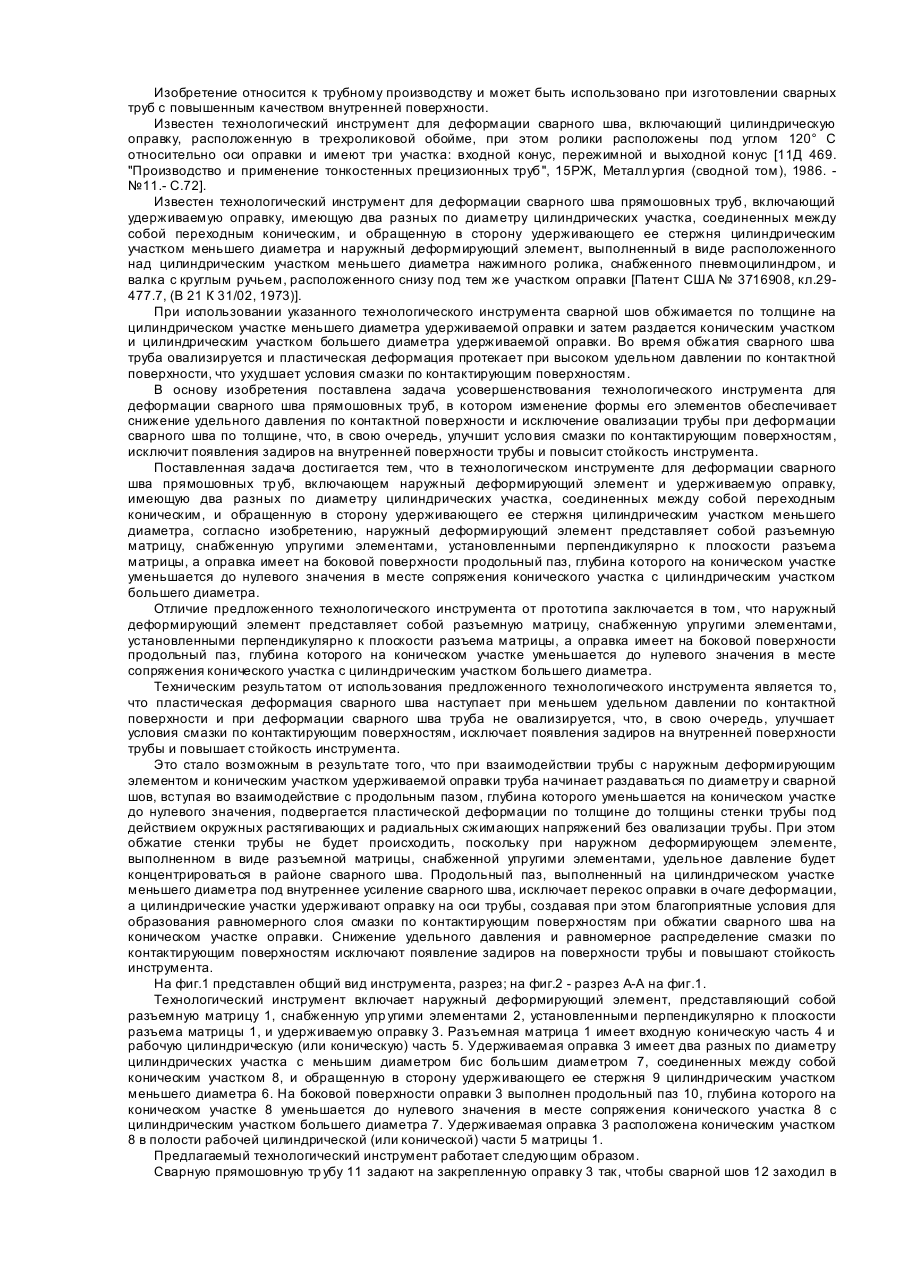
Технологический инструмент для деформации сварного шва прямошовных труб, включающий наружный деформирующий элемент и удерживаемую оправку, имеющую два разных по диаметру цилиндрических участка, соединенных между собой переходным коническим, и обращенную в сторону удерживающего ее стержня цилиндрическим участком меньшего диаметра, отличающийся тем, что наружный деформирующий элемент представляет собой разъемную матрицу, снабженную упругими...
Спосіб виробництва зварних прямошовних труб великого діаметра
Номер патенту: 20326
Опубліковано: 15.07.1997
Автори: Ковіка Микола Данилович, Лебідь Генадій Олександрович, Соболевський Едуард Йосипович, Омелін Олександр Дмитрович, Новіков Леонід Миколайович, Спірідонов Віталій Дмитрович, Стома Генріх Францович, Гончар Володимир Олександрович, Коломенський Володимир Костянтинович, Горяний Сергій Андрійович, Іванов Євген Іванович, Заплаткин Юрій Ананьйович, Хоменко Анатолій Федорович
МПК: B21C 37/08
Мітки: зварних, прямошовних, виробництва, діаметра, великого, труб, спосіб
Формула / Реферат:
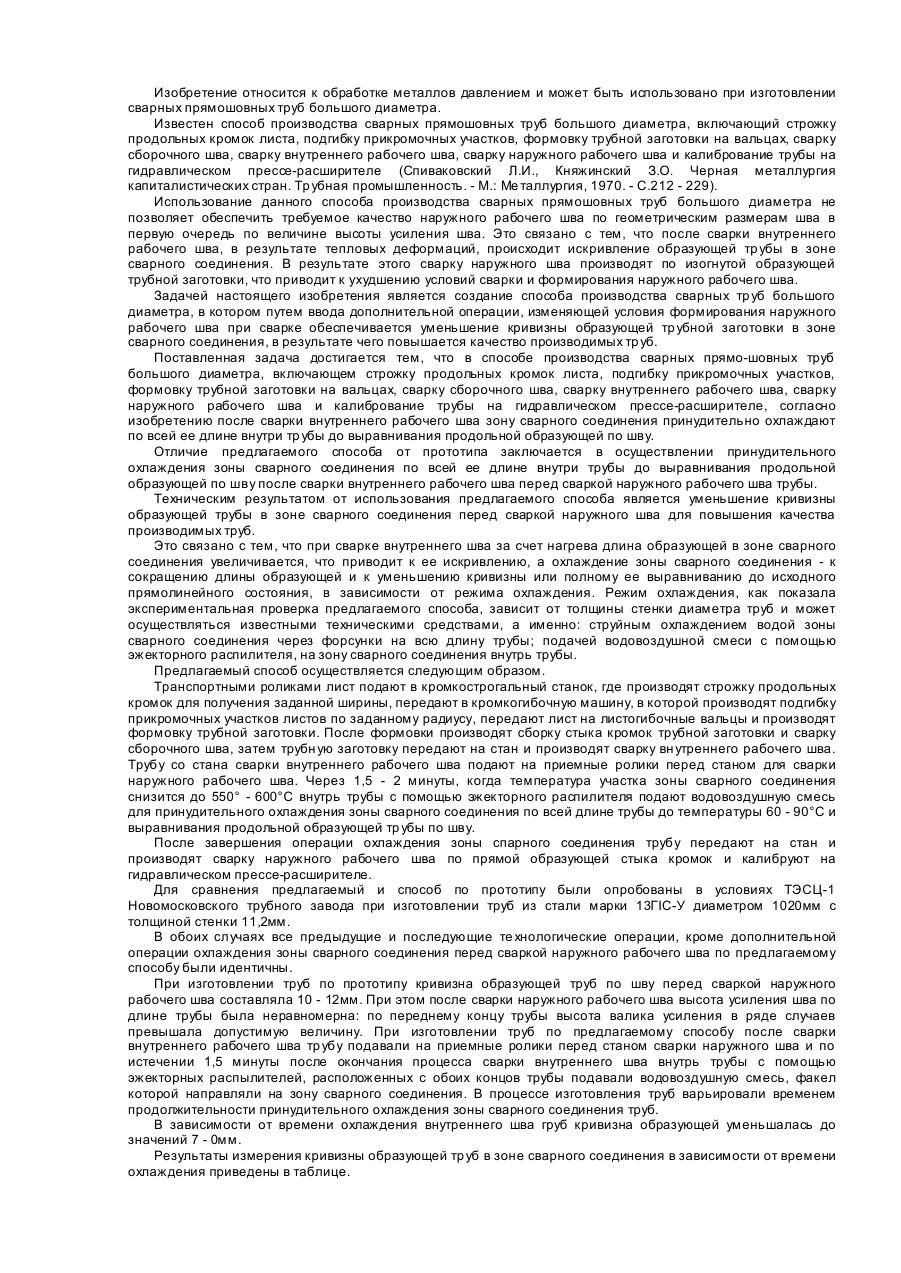
Способ производства сварных прямошовных труб большого диаметра, включающий строжку продольных кромок листа, подгибку прикромочных участков, формовку трубной заготовки на вальцах, сварку сборочного шва, сварку внутреннего рабочего шва, сварку наружного рабочего шва и калибрование трубы на гидравлическом прессе-расширителе, отличающийся тем, что после сварки внутреннего рабочего шва зону сварного соединения принудительно охлаждают по всей ее...
Спосіб виготування зварних холоднодеформованих труб
Номер патенту: 24270
Опубліковано: 07.07.1998
Автори: Гладченко Олександр Федорович, Сергєєв Віктор Володимирович, Туренков Микола Мусійович, Лобанов Олександр Іванович, Сизоненко Григорій Олександрович, Новіков Леонід Миколайович, Райчук Юрій Ісакович, Хаустов Георгій Йосипович, Правдін Юрій Михайлович, Ковіка Микола Данилович
МПК: B21B 21/00, B21B 17/00
Мітки: спосіб, зварних, виготування, холоднодеформованих, труб
Формула / Реферат:
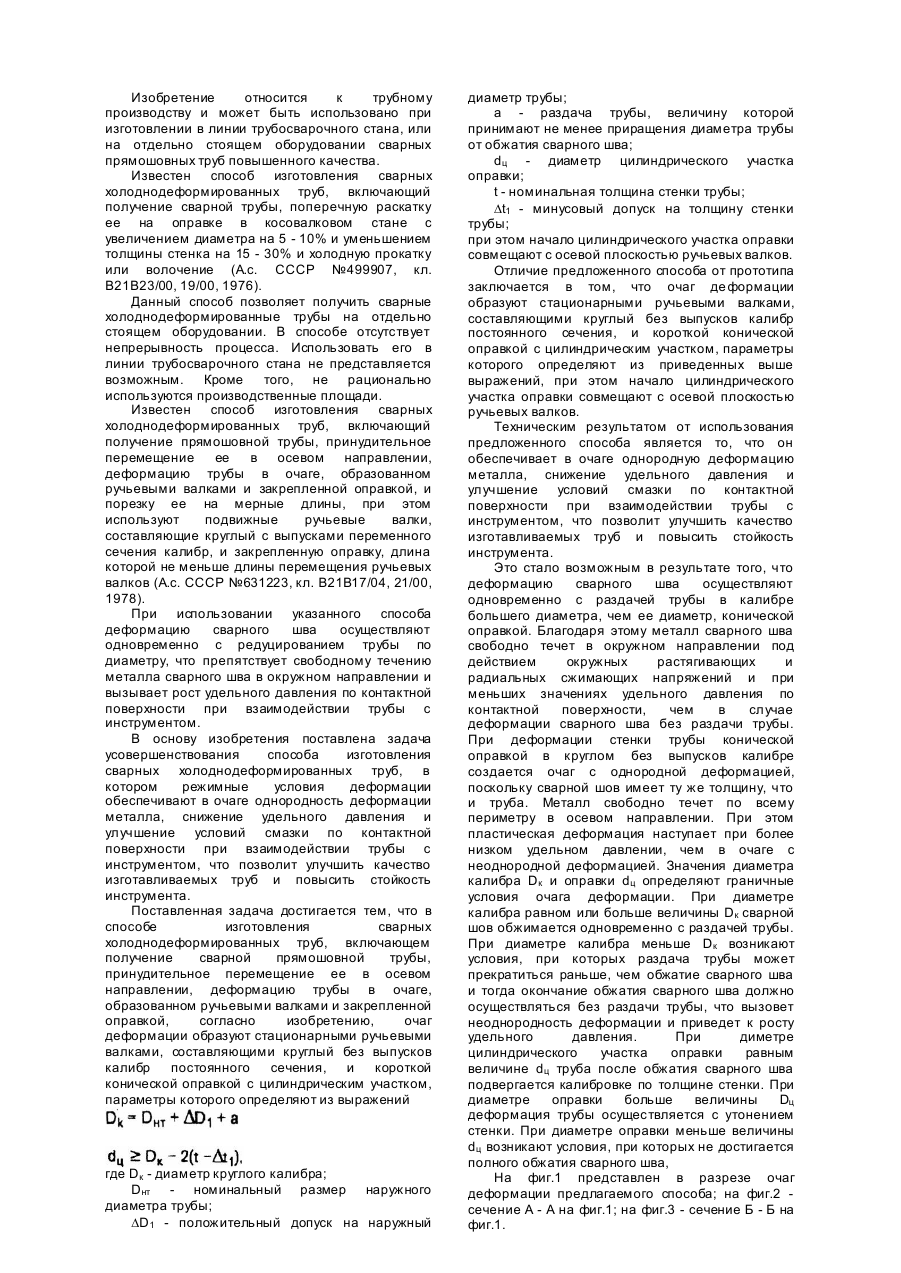
Способ изготовления холоднодеформированных труб, включающий получение сварной прямошовной трубы, принудительное перемещение ее в осевом направлении, деформацию трубы в очаге, образованном ручьевыми валками и закрепленной оправкой, отличающийся тем, что очаг деформации образуют стационарными ручьевыми валками, составляющими круглый без выпусков калибр постоянного сечения, и короткой конической оправкой с цилиндрическим участком, параметры...
Попередній патент: Спосіб знищення рослин
Наступний патент: Пристрій для ліквідації прихоплень бурильної колони
Випадковий патент: Спосіб прогнозування розвитку остеопорозу у хворих на системний червоний вовчак