Технологічний інструмент для деформації зварних прямошовних труб
Номер патенту: 21998
Опубліковано: 30.04.1998
Автори: Фурманов Валерій Борисович, Лобанов Олександр Іванович, Гладченко Олександр Федорович, Сизоненко Григорій Олександрович, Сергєєв Віктор Володимирович, Новіков Леонід Миколайович, Райчук Юрій Ісакович, Хаустов Георгій Йосипович, Правдін Юрій Михайлович, Ковіка Микола Данилович
Формула / Реферат
Технологический инструмент ія деформации сварных прямошовных труб, включающий наружный деформирующий элемент и удерживаемую оправку, имеющую два разных по диаметру цилиндрических участка, соединенных между собой переходным коническим участком, и обращенную в сторону удерживающего ее стержня цилиндрическим участком меньшего диаметра, отличающийся тем, что наружный деформирующий элемент представляет собой круглый калибр, у которого величина угла наклона образующей больше нуля градусов и меньше величины угла наклона образующей конического участка оправки, и оправка имеет на боковой поверхности про дольный паз, глубина которого на коническом участке уменьшается до нулевого значения, не доходя до места сопряжения конического участка с цилиндрическим участком большего диаметра.
Текст
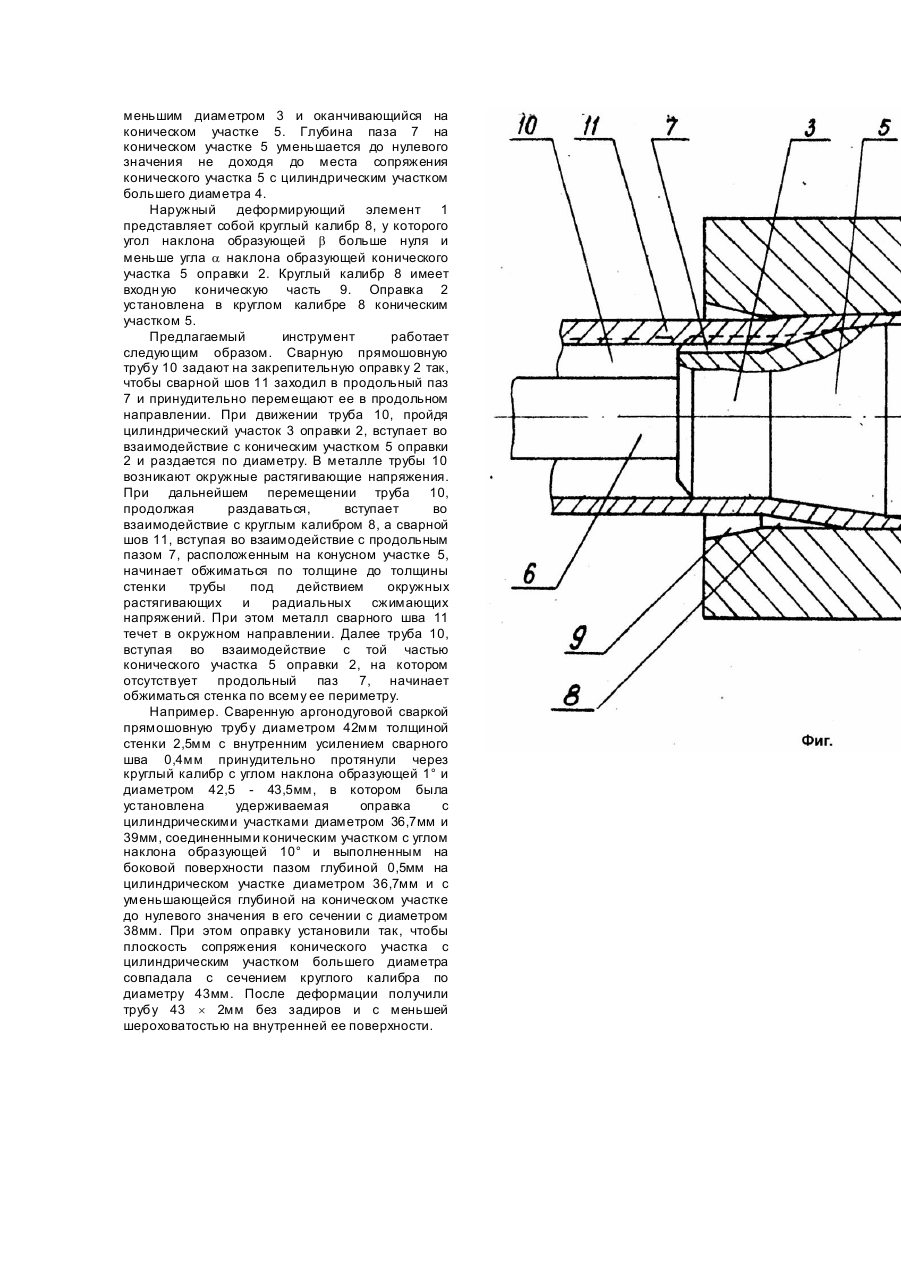
Изобретение относится к трубному производству и может быть использовано при изготовлении холоднодеформированных с повышенным качеством внутренней поверхности труб из сварной заготовки. Известен технологический инструмент для деформации сварных прямошовных труб, включающий удерживаемую оправку, расположенную в трехроликовой обойме, при этом ролики расположены под углом 120° относительно оси оправки и имеют три участка входной конус, пережимной и выходной конус (II Д, 469. Производство и применение тонкостенных прецизионных стальных тр уб // РЖ: Ме таллургия (сводный том). - №11. - 1986. - С.72). Трубы, изготовленные с использованием данного технологического инструмента имеют повышенные допуска по диаметру. Известен также технологический инструмент для деформации сварных прямошовных труб, включающий удерживаемую оправку, имеющую два разных по диаметру цилиндрических участка, соединенных между собой переходным коническим участком, и обращенную в сторону удерживающего ее стержня цилиндрическим участком меньшего диаметра, а также наружный деформирующий элемент, выполненный в виде расположенного над цилиндрическим участком меньшего диаметра нажимного ролика, снабженного пневмоцилиндром, и валка с круглым ручьем, расположенного снизу под тем же участком оправки, и волоку с плавающей оправкой (Патент США №3716908, кл. 29 - 477.7, кл. B21K31/02, 1973). Деформация трубы указанным технологическим инструментом осуществляется сначала на закрепленной оправке обжимают сварной шов и осуществляют последующую раздачу трубы, а затем в волоке деформируют трубу с обжатием стенки на плавающей оправке. Деформация трубы в двух последовательно раздельно расположенных очагах деформации сопровождается увеличением энергозатрат на ее выполнение и деформация сварного шва осуществляется при высоком удельном давлении, что ухудшает условия смазки по контактирующим поверхностям. В основу изобретения поставлена задача усовершенствования технологического инструмента для деформации сварных прямошовных труб, в котором путем изменения формы и состава его элементов обеспечивается снижение удельного давления и улучшение условий смазки по контактирующим поверхностям, что позволит исключить появление задиров на внутренней поверхности трубы, повысить стойкость инструмента и снизить энергозатраты на деформацию. Поставленная задача достигается тем, что в технологическом инструменте для деформации сварных прямошовных тр уб, включающем наружный деформирующий элемент и удерживаемую оправку, имеющую два разных по диаметру цилиндрических участка, соединенных между собой переходным коническим участком, и обращенную в сторону удерживающего ее стержня цилиндрическим участком меньшего диаметра, согласно изобретению, наружный деформирующий элемент представляет собой круглый калибр, у которого величина угла наклона образующей больше нуля градусов и меньше величины угла наклона образующей конического участка оправки, и оправка имеет на боковой поверхности продольный паз, глубина которого на коническом участке уменьшается до нулевого значения не доходя до места сопряжения конического участка с цилиндрическим участком большего диаметра. Отличие предложенного технологического инструмента от прототипа заключается в том, что деформирующий элемент представляет собой круглый калибр, у которого величина угла наклона образующей больше нуля градусов и меньше величины угла наклона образующей конического участка оправки, и оправка имеет на боковой поверхности продольный паз, глубина которого на коническом участке уменьшается до нулевого значения, не доходя до места сопряжения конического участка с цилиндрическим участком большого диаметра. Техническим результатом от использования предложенного технологического инструмента является то, что пластическая деформация сварного шва наступает при меньшем удельном давлении и улучшаются условия смазки по контактирующим поверхностям, что исключит появление задиров на внутренней поверхности трубы, повысит стойкость инструмента и снизит энергозатраты на деформацию. Это стало возможным в результате того, что при взаимодействии трубы с коническим участком оправки труба начинает раздаваться по диаметру и сварной шов, вступая во взаимодействие с круглым калибром, подвергается пластической деформации по толщи не до толщины стенки трубы под действием окружных растягивающих и радиальных сжимающих напряжений с течением металла сварного шва в окружном направлении. Снижение удельного давления происходит и потому, что при обжатии сварного шва и толщины стенки изнутри трубы образуется общий очаг деформации, у которого в месте их соединения отсутствуют жесткие концевые участки. Продольный паз, выполненный под внутреннее усиление сварного шва на цилиндрическом участке меньшего диаметра, исключает перекос оправки в очаге деформации, а цилиндрические участки оправки удерживают ее на оси трубы, создавая благоприятные условия для образования равномерного слоя смазки по контактирующим поверхностям. Снижение удельного давления и равномерное распределение смазки по контактирующим поверхностям исключают появление задиров на поверхности трубы, повышают стойкость инструмента и снижают энергозатраты на деформацию. На чертеже (фиг.) представлен технологический инструмент, общий вид, разрез. Технологический инструмент включает наружный деформирующий элемент 1 и удерживаемую оправку 2. Удерживаемая оправка 2 имеет два разных по диаметру цилиндрических участка с меньшим диаметром 3 и с большим диаметром 4, соединенных между собой коническим участком 5, и обращенную в сторону удерживающего ее стержня 6 цилиндрическим участком меньшего диаметра 3. На боковой поверхности оправки 2 выполнен продольный паз 7, начинающийся на цилиндрическом участке с меньшим диаметром 3 и оканчивающийся на коническом участке 5. Глубина паза 7 на коническом участке 5 уменьшается до нулевого значения не доходя до места сопряжения конического участка 5 с цилиндрическим участком большего диаметра 4. Наружный деформирующий элемент 1 представляет собой круглый калибр 8, у которого угол наклона образующей b больше нуля и меньше угла a наклона образующей конического участка 5 оправки 2. Круглый калибр 8 имеет входн ую коническую часть 9. Оправка 2 установлена в круглом калибре 8 коническим участком 5. Предлагаемый инструмент работает следующим образом. Сварную прямошовную трубу 10 задают на закрепительную оправку 2 так, чтобы сварной шов 11 заходил в продольный паз 7 и принудительно перемещают ее в продольном направлении. При движении труба 10, пройдя цилиндрический участок 3 оправки 2, вступает во взаимодействие с коническим участком 5 оправки 2 и раздается по диаметру. В металле трубы 10 возникают окружные растягивающие напряжения. При дальнейшем перемещении труба 10, продолжая раздаваться, вступает во взаимодействие с круглым калибром 8, а сварной шов 11, вступая во взаимодействие с продольным пазом 7, расположенным на конусном участке 5, начинает обжиматься по толщине до толщины стенки трубы под действием окружных растягивающих и радиальных сжимающих напряжений. При этом металл сварного шва 11 течет в окружном направлении. Далее труба 10, вступая во взаимодействие с той частью конического участка 5 оправки 2, на котором отсутствует продольный паз 7, начинает обжиматься стенка по всему ее периметру. Например. Сваренную аргонодуговой сваркой прямошовную трубу диаметром 42мм толщиной стенки 2,5мм с внутренним усилением сварного шва 0,4мм принудительно протянули через круглый калибр с углом наклона образующей 1° и диаметром 42,5 - 43,5мм, в котором была установлена удерживаемая оправка с цилиндрическими участками диаметром 36,7мм и 39мм, соединенными коническим участком с углом наклона образующей 10° и выполненным на боковой поверхности пазом глубиной 0,5мм на цилиндрическом участке диаметром 36,7мм и с уменьшающейся глубиной на коническом участке до нулевого значения в его сечении с диаметром 38мм. При этом оправку установили так, чтобы плоскость сопряжения конического участка с цилиндрическим участком большего диаметра совпадала с сечением круглого калибра по диаметру 43мм. После деформации получили трубу 43 ´ 2мм без задиров и с меньшей шероховатостью на внутренней ее поверхности.
ДивитисяДодаткова інформація
Назва патенту англійськоюProcessing tool for deformation of longitudinal welded tubes
Автори англійськоюSyzonenko Hryhorii Oleksandrovych, Lobanov Oleksandr Ivanovych, Serhieiev Viktor Volodymyrovych, Khaustov Heorhii Yosypovych, Pravdin Yurii Mykhailovych, Furmanov Valerii Borysovych, Raichuk Yurii Isakovych, Kovika Mykola Danylovych, Hladchenko Oleksandr Fedorovych, Novikov Leonid Mykolaiovych
Назва патенту російськоюТехнологический инструмент для деформации сварных прямошовных труб
Автори російськоюСизоненко Григорий Александрович, Лобанов Александр Иванович, Сергеев Виктор Владимирович, Хаустов Георгий Иосифович, Правдин Юрий Михайлович, Фурманов Валерий Борисович, Райчук Юрий Исаакович, Ковика Николай Данилович, Гладченко Александр Федорович, Новиков Леонид Николаевич
МПК / Мітки
МПК: B21C 37/06, B21C 3/00
Мітки: прямошовних, деформації, інструмент, технологічний, труб, зварних
Код посилання
<a href="https://ua.patents.su/2-21998-tekhnologichnijj-instrument-dlya-deformaci-zvarnikh-pryamoshovnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Технологічний інструмент для деформації зварних прямошовних труб</a>
Спосіб виробництва зварних прямошовних труб великого діаметра
Номер патенту: 20326
Опубліковано: 15.07.1997
Автори: Спірідонов Віталій Дмитрович, Гончар Володимир Олександрович, Новіков Леонід Миколайович, Стома Генріх Францович, Іванов Євген Іванович, Горяний Сергій Андрійович, Лебідь Генадій Олександрович, Хоменко Анатолій Федорович, Коломенський Володимир Костянтинович, Соболевський Едуард Йосипович, Ковіка Микола Данилович, Заплаткин Юрій Ананьйович, Омелін Олександр Дмитрович
МПК: B21C 37/08
Мітки: труб, виробництва, спосіб, прямошовних, діаметра, зварних, великого
Формула / Реферат:
Способ производства сварных прямошовных труб большого диаметра, включающий строжку продольных кромок листа, подгибку прикромочных участков, формовку трубной заготовки на вальцах, сварку сборочного шва, сварку внутреннего рабочего шва, сварку наружного рабочего шва и калибрование трубы на гидравлическом прессе-расширителе, отличающийся тем, что после сварки внутреннего рабочего шва зону сварного соединения принудительно охлаждают по всей ее...
Спосіб виготовлення зварних прямошовних труб з серпоподібної заготовки
Номер патенту: 10021
Опубліковано: 30.09.1996
Автори: Клепанда Володимир Вікторович, Павленко Владислав Максимович, Ксаверчук Леонід Петрович, Босий Андрій Володимирович, Куцін Володимир Семенович, Соболенко Олександр Вікторович, Гончар Володимир Павлович, Сапригін Хразален Михайлович
МПК: B21C 37/06, B21C 37/08
Мітки: серпоподібної, заготовки, труб, спосіб, прямошовних, зварних, виготовлення
Формула / Реферат:
Способ изготовления сварных прямошовных труб из серповидной заготовки, включающий поперечный гиб заготовки в валках и ее скручивание, при этом величина деформации скручивания равна величине упругой деформации материала труб, отличающийся тем, что по меньшей мере на первом межпереходном участке заготовку скручивают вокруг вогнутой кромки и одновременно прикладывают поперечное сжимающее усилие со стороны выпуклой кромки.
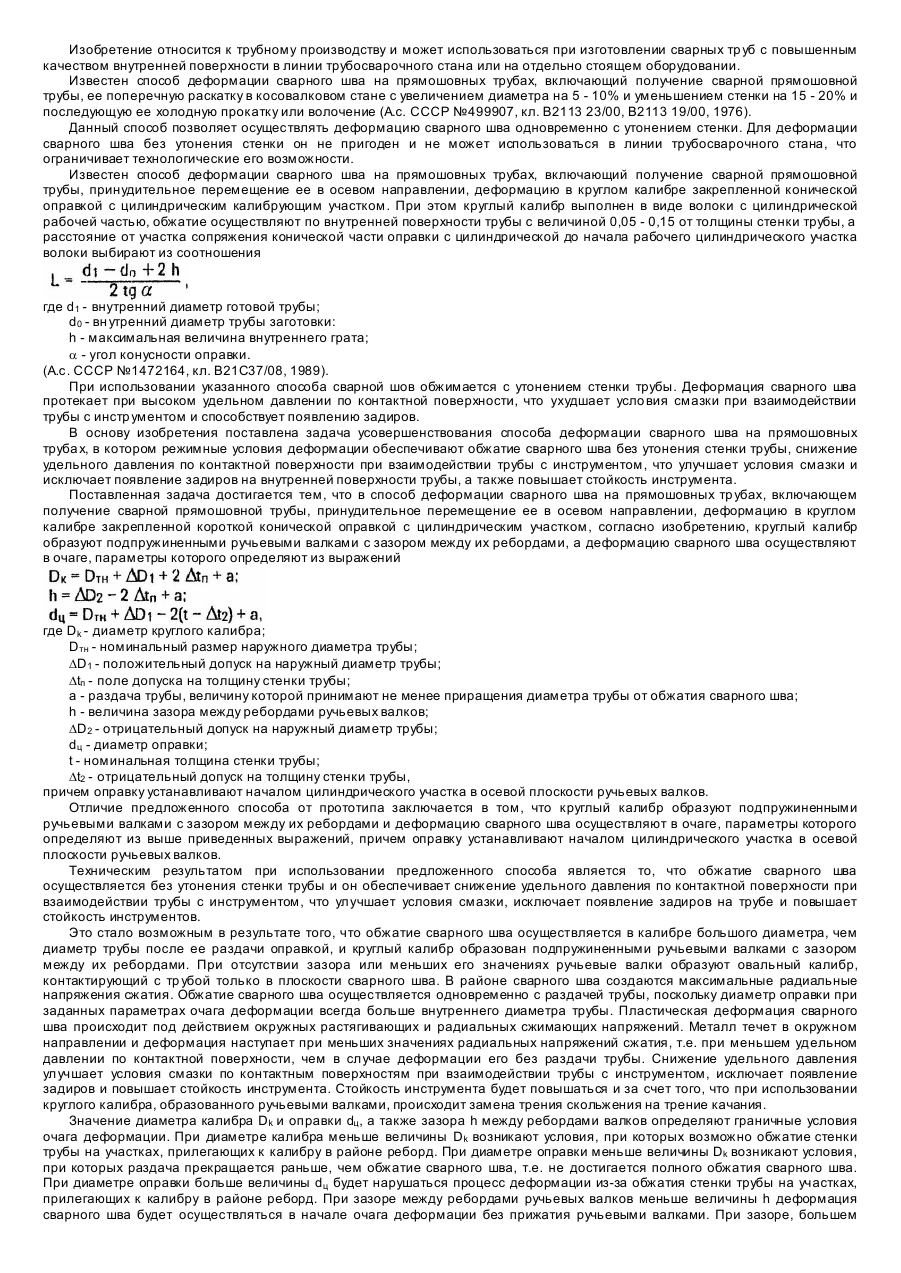
Спосіб деформування зварного шва на прямошовних трубах
Номер патенту: 20464
Опубліковано: 15.07.1997
Автори: Новіков Леонід Миколайович, Ковіка Микола Данилович, Гладченко Олександр Федорович, Сизоненко Григорій Олександрович, Сергєєв Віктор Володимирович, Райчук Юрій Ісакович, Правдін Юрій Михайлович, Хаустов Георгій Йосипович, Лобанов Олександр Іванович, Туренков Микола Мусійович
МПК: B21B 19/00, B21B 23/00
Мітки: прямошовних, зварного, спосіб, шва, деформування, трубах
Формула / Реферат:
Способ деформации сварного шва на прямо-шовных трубах, включающий получение сварной прямошовной трубы, принудительное перемещение ее в осевом направлении, деформацию в круглом калибре закрепленной короткой конической оправкой с цилиндрическим участком, отличающийся тем, что круглый калибр образуют подпружиненными ручьевыми валками с зазором между их ребордами, а деформацию сварного шва осуществляют в очаге, параметры которого определяют...
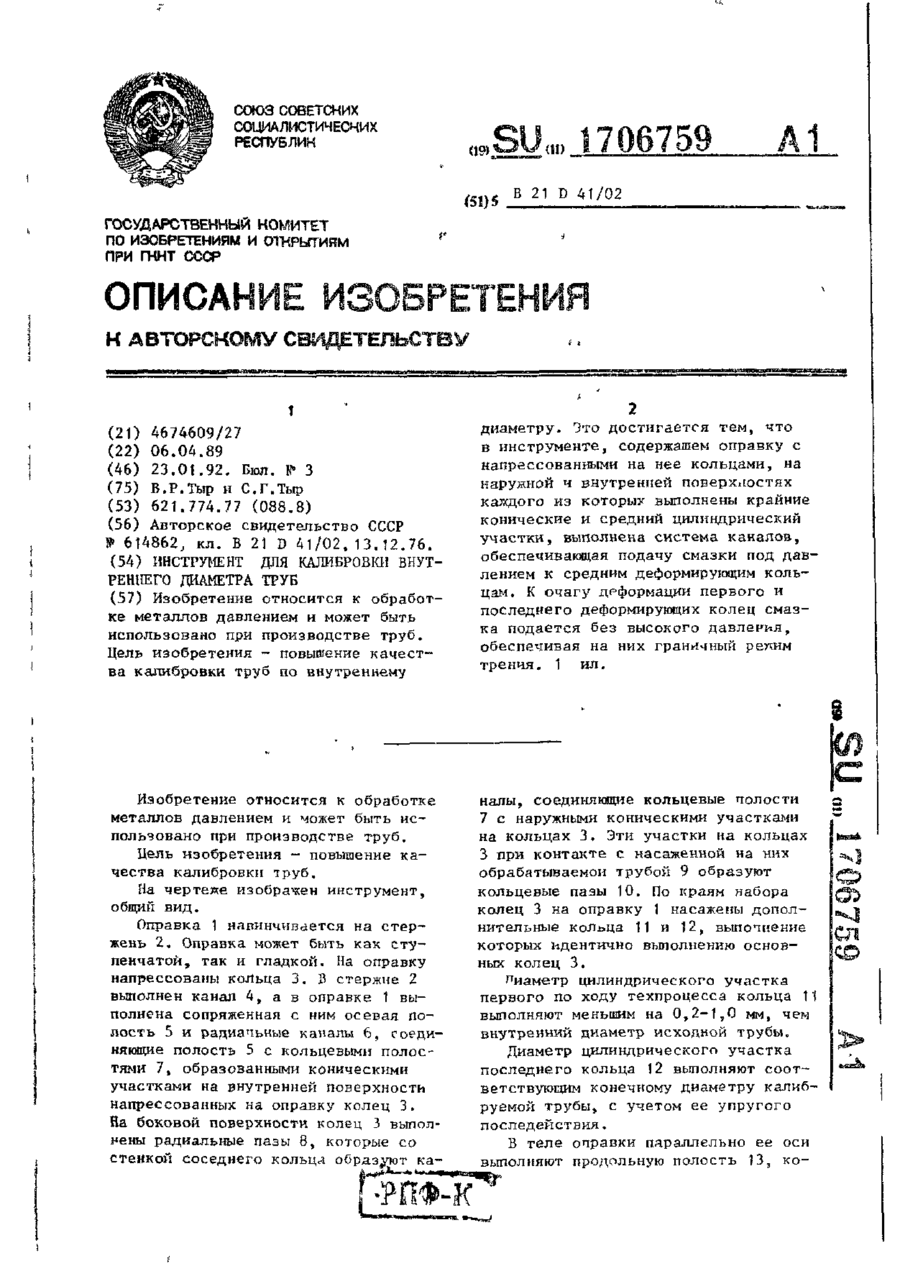
Інструмент для калібровки внутрішнього діаметра труб
Номер патенту: 14085
Опубліковано: 25.04.1997
Автори: Тир Валентин Рудольфович, Тир Світлана Гаврилівна
МПК: B21D 41/00
Мітки: інструмент, внутрішнього, калібровки, діаметра, труб
Формула / Реферат:
Инструмент для калибровки внутреннего диаметра труб, содержащий оправку со сквозными радиальными каналами и осевой полостью, связанной с источником давления, и напрессованные на нее кольца, наружная и внутренняя поверхности каждого из которых выполнены в виде крайних конических и среднего цилиндрического участков, а на торцах каждого кольца выполнены радиальные пазы, отличающийся тем, что, с целью повышения качества калибровки труб, он...
Спосіб калібрування зварних двошовних труб великого діаметру
Номер патенту: 4947
Опубліковано: 28.12.1994
Автори: Фурса Віталій Григорович, Андреєв Юрій Петрович, Коломенський Володимир Констянтинович, Стома Генріх Францевич, Іванов Євген Іванович, Соболевський Едуард Йосипович, Танічев Олексій Григорійович, Осоченко Іван Мойсейович, Котов Ігор Іванович, Дейнека Анатолій Якович
МПК: B21C 37/06
Мітки: спосіб, калібрування, діаметру, двошовних, зварних, великого, труб
Формула / Реферат:
Способ калибрования сварных двушовных труб большого диаметра, включающий калибрование трубы повторяющимися цикутами раздачи по диаметру на величину заданной остаточной деформации и перемещение трубы между циклами вдоль ее продольной оси с обеспечением перекрытия раздаваемых участков по длине трубы, отличающийся тем, что, с целью повышения качества труб за счет снижения их продольной кривизны, предварительно калибровку осуществляют со...
Попередній патент: Ківш скрепера
Наступний патент: Спосіб діагностики порушення кровообігу верхніх кінцівок
Випадковий патент: Спосіб лікування хронічного панкреатиту, поєднаного з ожирінням