Спосіб одержання металу з регулярною диференційованою макроструктурою
Формула / Реферат
1. Спосіб одержання металу з регулярною диференційованою макроструктурою, який включає попередню загальну обробку усього об'єму металу і подальшу обробку заданих ділянок та відрізняється тим, що подальшу обробку здійснюють до переходу міцної і твердої структури у пластичну і в'язку, або навпаки.
2. Спосіб згідно з п.1, який відрізняється тим, що для середньо- і високовуглецевих сталей перлитного і мартенситного класів попередню загальну обробку усього об'єму металу здійснюють гартуванням з подальшим високим відпусканням, а наступною обробкою заданих ділянок буде гартування з використанням джерел концентрованої енергії.
3. Спосіб згідно з п.1, який відрізняється тим, що для маловуглецевих сталей перед гартуванням усього об'єму металу здійснюють хімікотермічну обробку (наприклад, цементацію) поверхні.
4. Спосіб за п.1, який відрізняється тим, що для мартенситностаріючих сталей попередню загальну обробку усього об'єму металу здійснюють гартуванням і старінням, а подальшу обробку заданих ділянок - гартуванням.
5. Спосіб за п.1, який відрізняється тим, що для аустенітних сталей попередню загальну обробку усього металу здійснюють деформацією при температурі нижче Mg або охолодженням до негативних температур нижче за Мн, а подальшу обробку заданих ділянок проводять нагріванням до температури, що на 200 - 250°C перевищує інтервал a ® g перетворення.
6. Спосіб за п.1, який відрізняється тим, що для двофазних аустенітно-мартенситних (g + a) сталей попередню, загальну обробку здійснюють деформацією в гладких валках при температурах на 100 - 200°C вище за Mg, а подальшу обробку заданих ділянок проводять гартуванням завикористанням джерел концентрованої енергії.
7. Спосіб за п.1, який відрізняється тим, що для мартенситностаріючих сталей попередню загальну обробку здійснюють гартуванням і старінням, а подальшу обробку заданих ділянок проводять гартуванням з використанням джерел концентрованої енергії.
8. Спосіб за пп.1 - 7, який відрізняється тим, щор у процесі подальшої обробки здійснюють чергування міцних і пластичних ділянок по поверхні або по глибині металу.
9. Спосіб за пп.1 і 7, який відрізняється тим, що для отримання міцних і пластичних ділянок по глибині чергують зміцнюючі та розміцнюючі обробки тих самих ділянок, при цьому використовують градієнтний нагрів і кожну наступну обробку проводять на меншу глибину, ніж попередню.
10. Спосіб за пп.1 і 9, який відрізняється тим, що міцні і пластичні шари одержують, чергуючи навуглецьовування -зневуглецювання для маловуглецевих сталей або навпаки - зневуглецювання - навуглецьовування для високовуглецевих.
Текст
Винахід має відношення до металургії, конкретно - до способів одержання металу з регулярною диференційованою макроструктурою, що являє собою чергування у заданій послідовності різнорідних за структурою та властивостями (механічними, фізичними) ділянок металу (сплаву). Відомим є спосіб одержання регулярної диференційованої макроструктури, який полягає у тому, що у виливниці установлюють вставки армуючого матеріалу і заливають їх матричним сплавом, після чого здійснюють прокатування при високих температурах [1]. У відомому способі для одержання потрібної структури використовуються різнорідні за властивостями матеріали, а також технологічні процеси (залив у виливниці, прокатка), що при чималих енерговитратах ускладнює одержання потрібної структури. Відомим є також спосіб одержання регулярної диференційованої макроструктури, що полягає у нанесенні на поверхню сталі армуючого матеріалу методом наплавлення [2]. Реалізація цього способу потребує застосовування армуючого матеріалу, який має добре наплавлюватися, щоб запобігти тріщин та відколин. Крім того, армуючий матеріал має бути виготовлений у виді дроту чи стрічки, що також ускладнює реалізацію і обмежує його застосування. Відомим є спосіб (прийнятий за прототип) одержання регулярної диференційованої макроструктури, що полягає у комбінації загальної обробки і деформації заданих ділянок у профільованих валках метастабільної аустенітної сталі при температурі, нижчій за Mg. Це забезпечує одержання високоміцних, ділянок мартенситу, перемінних з пластичними аустенітними [3]. Відомий спосіб застосовується лише для певного класу сталей, а саме - метастабільних аустенітних. Крім того, внаслідок деформації товщина заготовки у профільованих валках буде неоднаковою, що у ряді випадків недопустимо. В основу винаходу поставлена задача розробити спосіб одержання металу з регулярною диференційованою макроструктурою, який дозволить через нові умови здійснення процесів та їх різноманітну комбінацію одержати у одному матеріалі потрібну макроструктуру будь-якої геометрії. Це спрощує технологію одержання матеріалів з регулярною диференційованою макроструктурою для сталей та сплавів різноманітних структурних класів і зменшує їх собівартість. Поставлена задача одержання у металах регулярної диференційованої макроструктури розв'язується через спосіб, що включає попередню загальну обробку усього металу з подальшою обробкою заданих ділянок, згідно з винаходом, подальшу обробку здійснюють до переходу міцної і твердої структури металу у зоні обробки в пластичну і в'язку або навпаки. При цьому для середньо- і високовуглецевих сталей перлитного і мартенситного класів попередню обробку здійснюють гартуванням з подальшим високим відпусканням, а подальшу обробку заданих ділянок - шляхом гартування з використанням джерел концентрованої енергії. Крім того, для маловуглецевих сталей перед гартуванням здійснюють хіміко-термічну обробку, наприклад, цементацію поверхні. Для мартенситностаріючих сталей попередню загальну обробку здійснюють гартуванням окремих ділянок. Для аустенітних сталей попередню загальну обробку здійснюють деформацією при температурі, що нижче за Mg, або охолодженням до негативних температур, а подальшу обробку заданих ділянок проводять нагріванням до температури, що на 200 - 250°C перевищує інтервал завершення (a - g) перетворення. Для двофазних аустенітно-мартенситних (a - g) сталей здійснюють загальну деформацію у гладких валках при температурах на 100 - 200°C вищих, ніж Mg, a подальшу обробку ділянок проводять гартуванням з використанням джерел концентрованої енергії. При цьому чергування міцних і пластичних ділянок робиться по поверхні або по глибині, крім того, у останньому випадку чергують зміцнюючі та розміцнюючі обробки тих самих ділянок. До того ж кожну наступну обробку проводять на меншу глибину, ніж попередню. Щоб одержати перемінні по глибині міцні та пластичні шари у низьковуглецевих сталях, використовують процеси навуглецьовування -зневуглецювання, а для високовуглецевих навпаки: зневуглецювання - навуглецьовування. Запропонований спосіб одержання регулярної диференційованої макроструктури на відміну від відомих аналогів передбачає утворення різнорідної структури у одному матеріалі за рахунок використання неоднакових структурних і фазових перетворювань, що відбуваються при загальній обробці усього об'єму металу та його окремих заданих ділянок. Це спрощує технологію одержання матеріалів з регулярною диференційованою структурою, зменшує енергоємність і матеріалоємність при їх виробництві. У порівнянні з прототипом запропонований спосіб виключає локальну деформацію - надто трудоємну операцію, яку до того ж для аустенітних сталей слід проводити при негативних температурах. Він не потребує складного та трудоемкого виготовлення профільованих валків, тому що загальну деформацію проводять у гладких валках. Приклад 1. Спосіб здійснюють таким чином. Конструкційну сталь 45 у вигляді листової заготовки товщиною 2мм гартують від температури 860°C у воді і відпускають при 650°C. В усьому об'ємі одержують структуру сорбіту відпускання. Потім задані ділянки шириною 1,5 - 2мм, розташовані на такій же відстані одна від одної, гартують лазерною або електронною променевою обробкою, одержуючи в них мартенсит. Мікротвердість у мартенситних і сорбітних ділянках становить відповідно Ho 0,980 = 5600 та 2300МПа. Після гартування з високого відпускання усього об'єму металу одержують невисокі міцносні властивості (s0,2 = 325Мпа, sв = 650МПа), але підвищену пластичність (d = 17%). Запропонований спосіб обробки, включаючий попереднє гартування і високе відпускання усього об'єму металу, а також подальше гартування заданих ділянок з використанням лазерного та електронного променів, забезпечують підвищений рівень міцносних властивостей (s0,2 = 1050МПа, sв = 1200МПа) і пластичності (d = 10%). Для створення перемінних міцних і пластичних структур на поверхні маловуглецевої сталі 20Х спочатку проводять цементацію при 930°C 10 год, гартування від 800°C і високе відпускання при 650°C, а потім задані ділянки поверхні гартують лазерним та електронним променями. При терті ковзання із мастилом така структура забезпечує підвищену стійкість проти спрацювання, тому що м'які ділянки спрацьовуються раніше твердих і служать своєрідними "кишенями", в яких утримується мастило. Це дозволяє реалізувати принцип Шарпі. Приклад 2. За пропонованим способом сталь 03Р24ТЮ у вигляді листової заготовки товщиною 2мм спочатку гартують від 860°C і старять при 480°C 1год, після чого задані ділянки шириною 1,5 - 2мм, розташовані на такій же відстані одна від одної, гартують, використовуючи лазерну або електронно-променеву обробку. В результаті одержують такий рівень механічних властивостей: s0,2 = 1650МПа, sв = 1800МПа, d = 12%. Після звичайної обробки (гартування від 860°C і старіння при 480°C 1год) одержують трохи більші властивості міцності (s0,2 = 1700МПа, sв = 1870МПа), але значно меншу пластичність (d = 7%). Приклад 3. За пропонованим способом листову заготовку товщиною 3мм із сталі 15Х14Г12 прокатують у гладких валках при кімнатній температурі (Mg = 150°C) з обтисненням 40% і одержують в структурі поряд з аустенітом ~60% мартенситу. Потім лазерним або електронним променем нагрівають до 750°C (вище завершення a - g перетворення) ділянки шириною 1,5 - 2мм, розташовані на такій же відстані одна від одної. В результаті одержують такий рівень механічних властивостей: s0,2 = 1000МПа, sв = 1200МПа, d = 15%. Після холодної пластичної деформації на 40% при кімнатній температурі без додаткової лазерної або електронно-променевої обробки одержані такі властивості: s0,2 = 1200МПа, sв = 1450МПа, d = 4%. Отримання перемінних міцних і пластичних структур через запропонований спосіб дозволяє при високій міцності одержати в аустенітній сталі підвищену пластичність. В листовій заготовці товщиною 2мм із сталі 60Н20, що має Мн = 50°C, через охолодження у рідкому азоті та подальшу деформацію при кімнатній температурі було отримано 80% мартенситу. Локальний нагрів проводився до 750°C з таким розрахунком, щоб мартенсит перетворився в аустеніт, а після охолодження було отримане чергування полос мартенситу і аустеніту шириною 1,5 - 2мм, які розташовані упродовж листової заготовки на такій же відстані одна від одної. В результаті одержані такі механічні властивості: s0,2 = 1380Мпа, sв = 1800МПа, d = 19%. Обробка за запропонованим способом забезпечує п'ятикратне підвищення пластичності у порівнянні з обробкою, внаслідок якої отримується переважно мартенситна структура, і більш, ніжу 2 рази, високу міцність, ніж обробка, після якої сталь набуває аустенітної структури в усьому об'ємі. Приклад 4. Листову заготовку із двофазної аустенітно-мартенситної (g + a) сталі Г22 піддають попередній загальній деформації в гладких валках при 400°C (вище за Mg) з обтисненням 20 - 30%. Таким чином у всьому об'ємі сталі була отримана структура метастабільного аустеніту. Подальшою лазерною обробкою здійснювали гартування полос шириною 1,5 - 2мм, розташованих на такій же відстані одна від одної уподовж листової заготовки. В результаті одержано чергування аустенітних і переважно мартенситних полос. Кінець кінцем отримано такий рівень властивостей: s0,2 = 570МПа, sв = 930МПа, d = 25%. Це вище, ніж у вихідному стані (до обробки за запропонованим способом): s0,2 = 390МПа, sв = 730МПа, d = 23%. Приклад 5. За запропонованим способом одержують багатошарову структуру, наприклад, тришарову, в мартенситностаріючій сталі 03Н24ТЮ. Так листову заготовку товщиною 3мм гартують від 860°C і одержують в усьому об'ємі структуру низьковуглецевого мартенситу. Його мікротвердість дорівнює Ho 0,980 = 2500МПа. Градієнтний нагрів поверхні здійснюють швидкісним пічним нагріванням, лазерним або електронними променями до температури, що забезпечує старіння мартенситу до заданої глибини (~1мм). Мікротвердість поверхні збільшилась більш, ніж у 2 рази (Ho 0,980 = 5200МПа). Стійкість поверхні проти спрацювання підвищилась у 1,7 рази. При цьому збереглася пластичність середини. Багатошарову регулярну диференційовану макроструктуру у цій сталі з шарів зістареного та незістареного мартенситу отримують через чергування гартування і старіння. Так після гартування від 860°C зразків товщиною 6мм їх піддають градієнтному нагріву в печі, отримуючи зістарений мартенсит підвищеної твердості на глибині 2мм. Потім знову здійснюють гартування поверхні до глибини 1мм. Багатошарову регулярну диференційовану структуру, що уявляє собою чергування мартенситних і аустенітних шарів по глибині, одержують через комбінацію процесів навуглецьовування - зневуглецювання. Так зразки із сталі 08Г7 товщиною 6мм спочатку цементують до глибини 1мм, що приводить до отримання на поверхні шару аустеніту. Подальше зневуглецювання поверхні до глибини 0,5мм знов приводить до отримання мартенситної структури. У зразках високовуглецевої аустенітної сталі 120Г7 перемінні аустенітні і мартенситні шари по глибині отримують через комбінацію зневуглецювання - навуглецьовування. Після нагріву до 1000°C та витримки 10год одержують зневуглецьований шар з переважно мартенситною структурою товщиною ~1мм. Потім цементацією при 950°C протягом 3год і подальшим гартуванням з температури цементаційного нагріву одержують на глибині ~0,5мм аустенітну структуру. Наведені приклади показують, що запропонований спосіб в усіх випадках дозволяє одержати регулярну диференційовану макроструктуру в одному матеріалі, що відкриває нові можливості для підвищення механічних властивостей. Слід підкреслити, що фізичні властивості різнорідних структур також, як і механімні, дуже відрізняються. Наприклад, мартенсит і аустеніт мають різні магнітні властивості, істотно відрізнені коефіцієнти лінійного розширу, теплопровідність та ін. Запропонований спосіб дозволяє в одному і тому ж матеріалі одержувати магнітні і немагнітні ділянки, створювати біметали з різним коефіцієнтом лінійного розширу шарів. Це може мати застосування в електротехніці.
ДивитисяДодаткова інформація
Автори англійськоюMalinov Leonid Solomonovych
Автори російськоюМалинов Леонид Соломонович
МПК / Мітки
МПК: C21D 1/09, C21D 1/02, C21D 1/74
Мітки: металу, макроструктурою, спосіб, диференційованою, регулярною, одержання
Код посилання
<a href="https://ua.patents.su/2-25265-sposib-oderzhannya-metalu-z-regulyarnoyu-diferencijjovanoyu-makrostrukturoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання металу з регулярною диференційованою макроструктурою</a>
Спосіб одержання металу з регулярною диференційованою макроструктурою
Номер патенту: 25264
Опубліковано: 30.10.1998
Автор: Малінов Леонід Соломонович
МПК: C21D 1/09, C21D 1/74, C21D 1/02
Мітки: регулярною, одержання, макроструктурою, металу, диференційованою, спосіб
Формула / Реферат:
1. Спосіб одержання металу з регулярною диференційованою макроструктурою, що включає загальну обробку усього об'єму металу та розплавлення його заданих локальних ділянок з використанням джерела концентрованої енергії, який відрізняється тим, що в зону розплавлення попередньо уводять або наносять присадні матеріали (дріт, стрічку, порошки, пасту, хімічні, гальванічні, дифузійні, плазменні покриття, відходи металів та ін.).2. Спосіб за...
Спосіб одержання розчину полісульфіду лужного металу
Номер патенту: 18495
Опубліковано: 25.12.1997
Автори: Міхайлов Ігорь Івановіч, Чєрнов Валєрій Павловіч, Вайда Марія Степанівна, Гуглич Іван Григорович, Мальований Мирослав Степанович, Колесникова Світлана Олександрівна
МПК: C01B 17/34
Мітки: полісульфіду, одержання, металу, спосіб, лужного, розчину
Формула / Реферат:
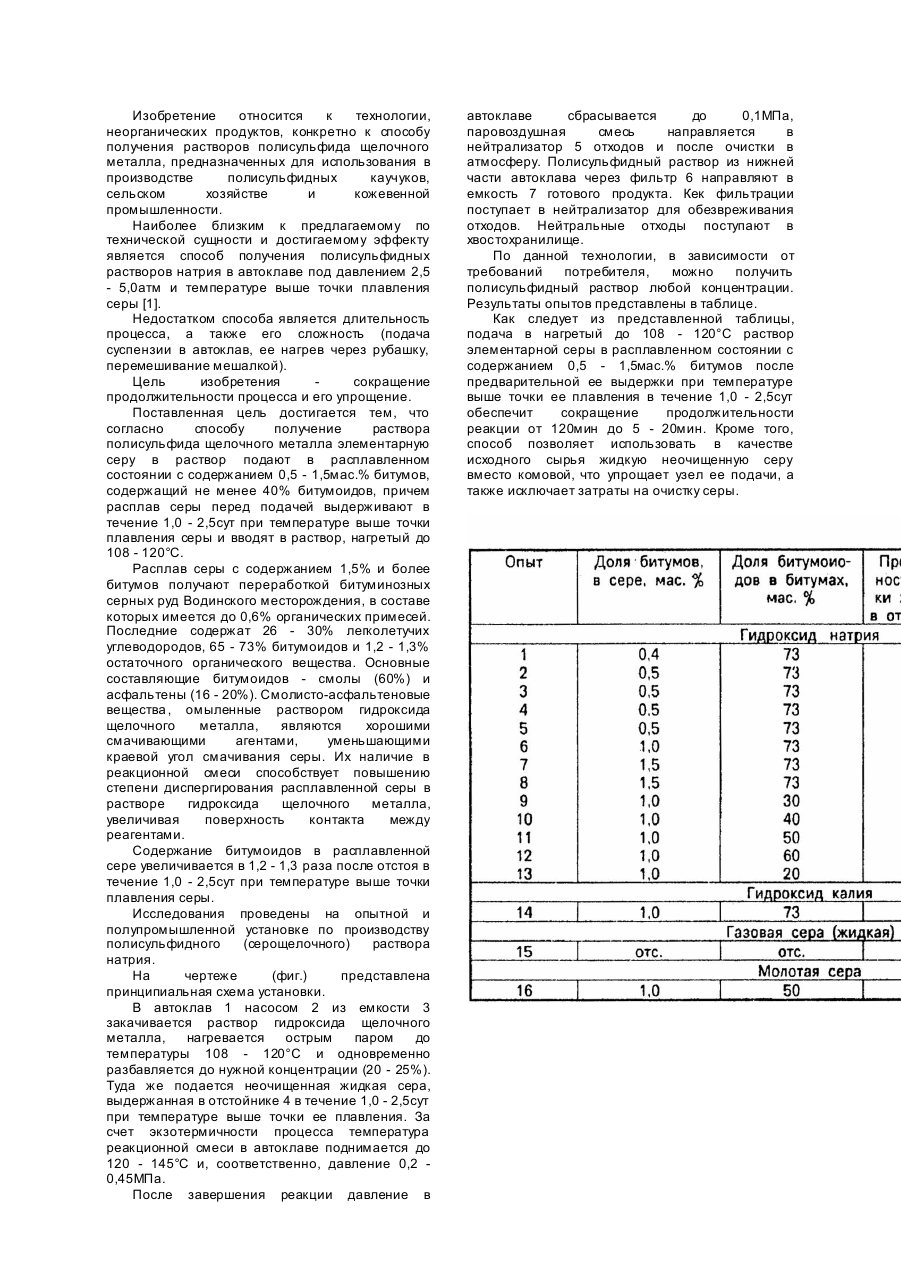
Способ получения раствора полисульфида щелочного металла, включающий взаимодействие элементарной серы с раствором щелочного агента при повышенных температуре и давлении, отличающийся тем, что элементарную серу в раствор подают в расплавленном состоянии с содержанием 0,5 - 1,5% масс. битумов, содержащий не менее 40% битумоидов, причем расплав серы перед подачей выдерживают при температуре выше точки ее плавления в течение 1,0 - 2,5 суток и...
Спосіб одержання нітріту лужного металу
Номер патенту: 3795
Опубліковано: 27.12.1994
Автори: Пукіш Михайло Данилович, Смалій Микола Іванович, Ферд Максим Львович, Кисільов Віктор Ксенофонтович, Радченко Олександр Андрійович, Бельцер Іосип Ісаакович, Удовенко Олександр Григорович, Гусак Іван Петрович
МПК: C01B 21/50
Мітки: одержання, спосіб, лужного, металу, нітріту
Формула / Реферат:
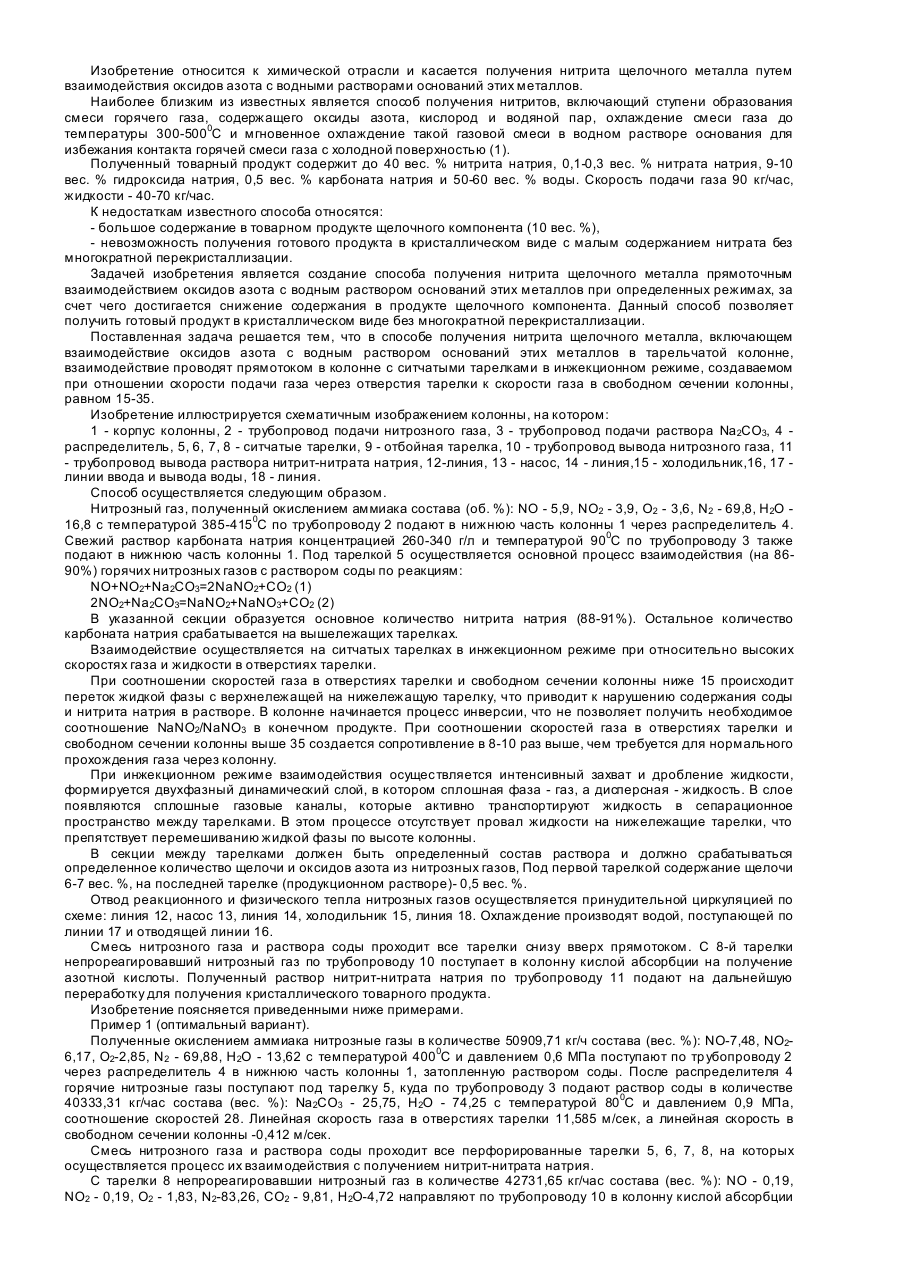
Способ получения нитрита щелочного металла, включающий взаимодействие оксидов азота с водным раствором оснований этих металлов в тарельчатой колонне, отличающийся тем, что взаимодействие проводят прямотоком в колонне с ситчатыми тарелками в инжекционном режиме, создаваемом при отношений скорости подачи газа через отверстия тарелки к скорости газа в свободном сечении колонны, равном 15-35.
Спосіб прямого одержання рідкого металу
Номер патенту: 21273
Опубліковано: 04.11.1997
Автори: Ткаченко Григорій Трофимович, Платонов Георгій Михайлович, Підберезний Микола Петрович
МПК: C21B 13/02, C21B 11/00
Мітки: прямого, спосіб, рідкого, металу, одержання
Формула / Реферат:
Способ прямого получения жидкого металла, включающий сжигание твердого топлива, металлизацию шихтовых материалов, их восстановление и непрерывное плавление, отличающийся тем, что процессы металлизации шихтовых материалов, восстановления и плавления проводят непрерывно в одной шахтной печи, при этом в качестве шихтовых материалов используют тонко-измельченные концентраты, некоксующиеся угли и железосодержащие отходы металлургического...
Спосіб одержання рисунку в шарі оксиду рідкоземельного металу
Номер патенту: 11366
Опубліковано: 25.12.1996
Автори: Андреєва Ася Фантинівна, Зарембо Віталій Антонович, Лисенко Станіслав Самуілович, Рець Віталій Кузьмич, Глебова Лариса Іосифна, Масенко Валентин Костантинович
МПК: G03F 1/00, H01L 21/312
Мітки: металу, рисунку, рідкоземельного, оксиду, спосіб, шарі, одержання
Формула / Реферат:
Способ получения рисунка в слое оксида редкоземельного металла, включающий химическую обработку поверхности слоя оксида, нанесение на нее слоя фоторезиста, формирование фоторезистивной маски и перенос рисунка маски в слой оксида путем химического травления в растворе, содержащем серную, ортофосфорную кислоты и поверхностно-активное вещество, отличающийся тем, что, с целью улучшения качества получаемого рисунка за счет повышения...
Попередній патент: Спосіб одержання металу з регулярною диференційованою макроструктурою
Наступний патент: Сталь, що цементується
Випадковий патент: Система безперебійного електроживлення з використанням сонячної панелі