Ролик рольганга трубопрокатного стана
Номер патенту: 25692
Опубліковано: 30.10.1998
Автори: Дубкова Валентина Іванівна, Федоров Юрій Констянтинович, Буря Олександр Іванович, Бедін Андрій Степанович, Кобець Анатолій Степанович

Формула / Реферат
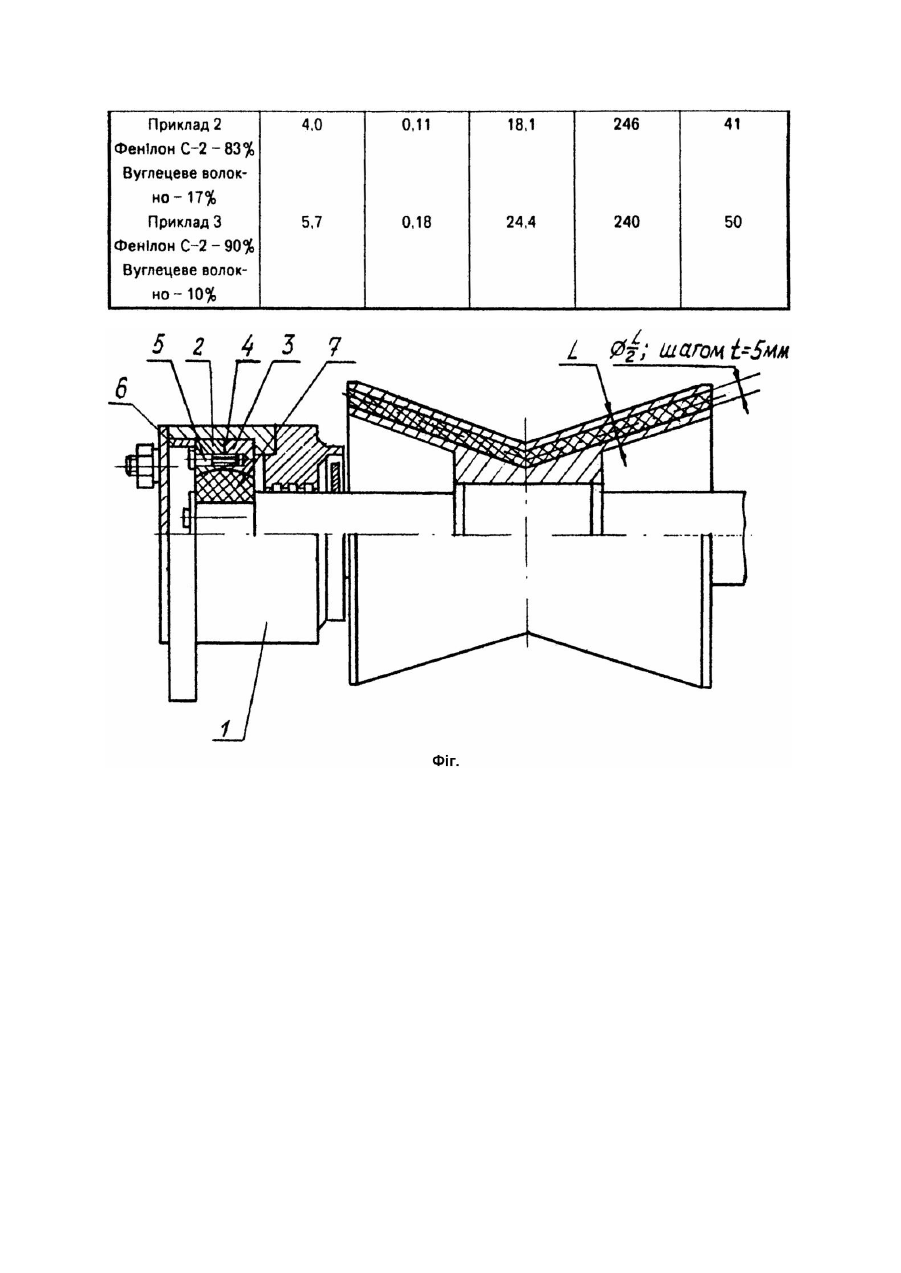
Ролик рольганга трубопрокатного стана, який складається із гладенької порожнистої бочки і двох підшипникових опор, який відрізняється тим, що бочка виконана у вигляді двох порожнистих зрізаних конусів, з'єднаних меншими основами, в тілі бочки виконані з осями, паралельними утворюючим, отвори, заповнені пінополіуретаном, одночасно підшипникова опора являє собою сферичний підшипник ковзання, виконаний із ароматичного поліаміду, армованого елементовмісними волокнами.
Текст
Винахід відноситься до прокатного виробництва, а саме до рольгангів трубопрокатних станів, і може бути використаний в чорній і кольоровій металургії для зниження шуму, який виникає при транспортуванні труб по рольгангам трубопрокатних станів. Відомий ролик, який характеризується наявністю гладенької порожнистої бочки, а також опорних елементів, які забезпечують стійке пониження пристрою під час роботи (Авт. св. СРСР №199072, кл. B21B35/10, 1967). Недоліком такого пристрою є сильне випромінювання звуку при співударі транспортуємого матерілу з поверхнею роликів, причому рівень шуму на 10 - 15дБ перевищує допустимий по нормам (85дБ). Відомий також ролик, який включає гладеньку порожнисту циліндричну бочку і два опорних елементи для встановлення підшипників, в бочці ролика, виконані отвори в вигляді гвинтовидних шліців (Авт. св. СРСР №850245, кл. B21B35/00, 1981 - прототип). Недоліком відомого пристрою є низька ефективність зниження шуму, який виникає при експлуатації рольгангу (9 - 11дБ). В основу винаходу поставлена задача підвищення довговічності і зниження шуму, який виникає при співударі транспортуємо труби з поверхнею бочки ролика і при обертанні ролика в підшипникових опорах. Поставлена задача вирішується тим, що бочка ролика виконана в вигляді двох порожнистих зрізаних конусів, з'єднаних меншими основами, в тілі бочки виконані з осями, паралельними утворюючим, отвори діаметром, який рівний половині товщини стінки бочки, з кроком 5мм, заповнені пінополіуретаном, одночасно підшипникова опора представляє собою сферичний підшипник ковзання, виконаний із ароматичного поліаміду, армованого елементвміщуючими вуглецевими волокнами. На кресленні (фіг.) зображено ролик рольганга прокатного стану з підшипниковою опорою, загальний вигляд. Ролик рольганга містить підшипникову опору, яка представляє собою збірну конструкцію, запресовану в корпус 11 включає зовнішню обойму, яка складається із деталей 2, 3 і регулювальної прокладки 4, скріплених стяжними гвинтами 5, стопорне кільце 6, сферичний підшипник 7, виконаний із ароматичного поліаміду, армованого елементвміщуючими вуглецевими волокнами. Для виготовлення сферичного підшипника використовували ароматичний поліамід (наприклад, фенілон С2) і рублені нікельвміщуючі вуглецеві волокна. Компоненти полімерного матеріалу для виготовлення підшипника брали в такому співвідношенні, мас.%: Ароматичний поліамід 83 Вуглецеві волокна, вміщуючі 7,8 10мас.% Ni 17 Нікельвміщуюче вуглецеве волокно отримували пропитуванням в 1н. розчині хлористого Ni: гідратцелюлозних волокон з наступним віджиманням, сушкою на повітрі, карбонізацією в струмі інертного газу при нагріванні з швидкістю піднімання температури 2°C в хвилину до температури 600°C. Змішування компонентів проводили на протязі 45 - 120с в електромагнітному обертальному полі шляхом введення феромагнітних часток в змішувальну композицію з наступним виділенням їх магнітною сепарацією. Величина магнітної індукції складала 0,15 - 0,20 тесла, розмір феромагнітних часток не перевищував в діаметрі 1мм, по довжині 7 - 8мм. Приготовлений таким чином матеріал таблетували в заготовки при температурі 18 - 30°C і питомим тиском P = 80МПа. Одержані заготовки загружали в попередньо нагріту до 250 - 270°C прес-форму закритого типу і піднімали температуру до 320 - 350°C (із швидкістю підвищення температури 10°C в хвилину). При цій температурі матеріал витримували 1 - 2 хвилини на 1мм товщини заготовки, після чого піднімали тиск до 50 70МПа і витримували заготовки протягом 1 - 1,5 хвилин на 1мм товщини заготовки. Потім знімали тиск, охолоджували прес-форму до 100°C і проводили розпресування. Нижче приведені приклади конкретного виконання матеріалу для виготовлення підшипника. Приклад 1. Матеріал, який складається з ароматичного поліаміду 75мас.%; вуглецевого волокна (вміщуючого 7,8мас.% Ni) 25мас.%, змішували в обертальному електромагнітному полі протягом 120сек і пресували вищеописаним методом. Приклад 2. Матеріал, який складається з ароматичної поліаміду 83мас.% і вуглецевого волокна (вміщуючого 9,1мас.% Ni) 17мас.%, змішували в обертальному електромагнітному полі протягом 90сек і пресували вищеописаним методом. Приклад 3. Матеріал, який складається з ароматичного поліаміду 90мас.% і вуглецевого волокна (вміщуючого 10мас.% Ni) 10мас.% змішували в обертальному електромагнітному полі протягом 45сек і пресували вищеописаним способом. Характеристики підшипників ковзання, виготовлених із матеріалів по прикладах 1, 2 і 3, приведені в таблиці.
ДивитисяДодаткова інформація
Автори англійськоюBuria Oleksandr Ivanovych, Bedin Andrii Stepanovych, Kobets Anatolii Stepanovych
Автори російськоюБуря Александр Иванович, Бедин Андрей Степанович, Кобец Анатолий Степанович
МПК / Мітки
МПК: B21B 39/00
Мітки: ролик, рольганга, стана, трубопрокатного
Код посилання
<a href="https://ua.patents.su/2-25692-rolik-rolganga-truboprokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Ролик рольганга трубопрокатного стана</a>
Пічний ролик

Номер патенту: 2587
Опубліковано: 26.12.1994
Автори: Легенченко Геннадій Степанович, Руденко Олександр Олександрович
МПК: F27D 3/02
Формула / Реферат:
Печной ролик, содержащий водоохлаждаемый вал с опорным кольцом, секционную жаростойкую бочку, узел соединения секций которой с валом выполнен в виде пазов на торце каждой секции и кулачков на валу, отличающийся тем, что, с целью повышения надежности ролика, между торцовыми поверхностями кулачков и примыкающих к ним секций бочки выполнен зазор, при этом узел соединения секции с валом экранирован бочкой соседней секции.
Ролик машинибезперервного литва

Номер патенту: 16299
Опубліковано: 29.08.1997
Автори: Глух Володимир Степанович, Ніколаєв Геннадій Андрійович, Лепіхов Леонід Сергійович, Голубев Володимир Іванович, Шевченко Анатолій Іванович, Бородін Олександр Васильович, Сабанський Микола Володимирович, Кузнецов Борис Григорович, Матюхін Олександр Васильович, Кравченко Геннадій Федорович
МПК: B22D 11/12
Мітки: литва, машинибезперервного, ролик
Формула / Реферат:
1. Ролик машины непрерывного литья, содержащий ось с цапфами и насаженную на нее с натягом бочку, закрепленную с торцов и выполненную по крайней мере из одного кольца, отличающийся тем, что, с целью увеличения долговечности и ремонтопригодности ролика, ось и бочка выполнены с коническими посадочными поверхностями с углом а. наклона их образующих к горизонтальной оси ролика, равным
Ролик машини безперервного литва заготовок
Номер патенту: 8675
Опубліковано: 30.09.1996
Автори: Кудачков Олег Вікторович, Лепіхов Леонід Сергійович, Склярський Григорій Михайлович, Педан Микола Прокофійович, Ніколаев Геннадій Андрійович, Кравченко Анатолій Петрович, Матюхін Олександр Васильович, Сагінор Олександр Григорович
МПК: B22D 11/12, B21B 27/02
Мітки: заготовок, литва, безперервного, машини, ролик
Формула / Реферат:
Ролик машины непрерывного литья заготовок, содержащий цапфы и бочку с выполненными на ее поверхности многозаходными винтовыми канавками левого и правого направления, отличающийся тем, что, с целью повышения стойкости ролика, канавки выполнены глубиной 0,0025-0,008 диаметра бочки, а шаг канавок составляет 0,03-0,10 длины бочки.
Валкова кліть трубопрокатного стану
Номер патенту: 14757
Опубліковано: 18.02.1997
Автори: Попов Марат Васильович, Чуб Анатолій Васильович, Борисенко Юрій Миколайович, Островський Ігор Петрович, Кореняк Юрій Костянтинович, Сандульский Борис Степанович, Верещагін Олександр Давидович, Вольфович Георгій Вольфович, Ісаков Євген Борисович, Більдін Костянтин Михайлович, Черкащенко Тетяна Володимирівна, Чеха Віктор Миколайович
МПК: B21B 21/00, B21B 13/18
Мітки: кліть, трубопрокатного, стану, валкова
Формула / Реферат:
Валковая клеть трубопрокатного стана, содержащая возвратно-поступательно перемещаемый корпус, размещенные в нем вертикальные приводные валки с ручьями переменного профиля и имеющие бочки, опорные катки, снабженные механизмом поворота относительно их вертикальных осей, отличающаяся тем, что корпус клети выполнен разъемным в виде двух горизонтальных плит, соединенных по углам с помощью жестких опор, а механизм поворота каждого из опорных катков...
Ролик машини безперервного литва
Номер патенту: 8676
Опубліковано: 30.09.1996
Автори: Сілютін Віктор Миколайович, Суський Микола Вітальович, Сурженко Валентин Дмитрович, Склярський Григорій Миколайович, Шусторович Віктор Меерович, Лепіхов Леонід Сергійович, Іванченко Іван Федорович, Матюхін Олександр Васильович, Бородін Олександр Васильович, Буланов Леонід Володимирович
МПК: B22D 11/124
Мітки: литва, безперервного, машини, ролик
Формула / Реферат:
1. Ролик машины непрерывного литья, содержащий опорные цапфы и бандаж в виде набора спиралей на бочке, отличающийся тем, что, с целью увеличения надежности и долговечности ролика, крайние витки каждой спирали на длине (0,03...0,1)D, где D - наружный диаметр бандажа, выполнены толщиной 0,4...0,8 толщины средних витков.2. Ролик по п. 1, отличающийся тем, что он снабжен втулками, в которые заведены крайние витки спиралей, при этом...
Попередній патент: Спосіб захисту кабельної мережі від струмів витоку з компенсацією ємнісних складових і пристрій для здійснення способу
Наступний патент: Спосіб відкритої розробки родовищ з елементами підземних робіт
Випадковий патент: Пристрій для контролю вологості тканини