Спосіб виготовлення видовжених свердел
Номер патенту: 27198
Опубліковано: 25.10.2007
Автори: Гевко Богдан Матвійович, Брощак Івана Іванович, Гевко Мирослав Романович, Гевко Іван Богданович
Формула / Реферат
Спосіб виготовлення видовжених свердел, при якому видовження свердел здійснюється за допомогою подовжувача, при якому відрізають заготовку свердла необхідної довжини з центруванням з двох кінців, виконують фрезерування фасок з неробочого кінця, чорнове і чистове шліфування по зовнішньому діаметру, заточування, який відрізняється тим, що першою операцією є виготовлення подовжувача свердла необхідної довжини діаметром, більшим від діаметра свердла, яке необхідно видовжити на (0,5..1,5)Dотв мм, сюди відносяться переходи свердління отвору в подовжувачі свердла довжиною, рівною (0,5..1,5)Dотв, а по зовнішньому діаметру знімають фаски під кутом 45°, одна з яких іде під зварювання, другою операцією є відрізання хвостовика свердла, яке необхідно видовжити з залишком його довжини (4-6)Dотв діаметра отвору, який просвердлено у подовжувачі, і проточування залишку хвостовика до діаметру отвору подовжувача довжиною l=(0,5..1,5)Dотв, так, щоб їх можна було з'єднати при складанні по посадці з натягом, а також зняття фаски під кутом 45° на непроточеній частині хвостовика, третьою операцією є запресовування кінця хвостовика в отвір подовжувача і кругове зварювання по фасках 45° з відповідним зачищенням і рихтуванням в разі потреби, четверта операція - шліфування свердла з подовжувачем по зовнішньому діаметру з установкою в лівий рифлений центр зі сторони шпинделя верстата, а правий - в обернений конус пінолю задньої бабки з підтримкою опорою-люнетом, який жорстко з'єднаний з поздовжнім супортом, причому поздовжні рухи шліфувального круга і опори-люнета зблоковані і синхронно здійснюють осьові переміщення подач.
Текст
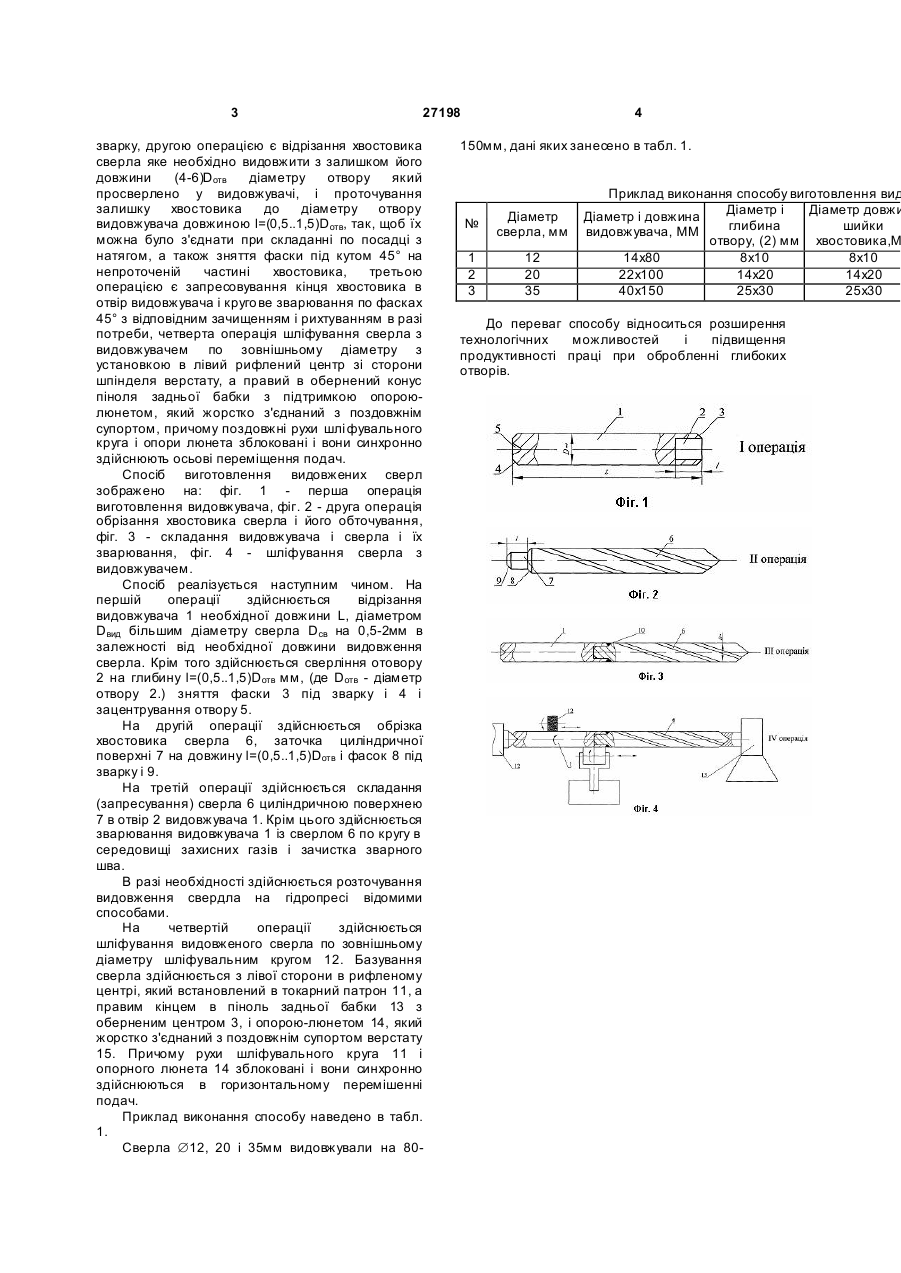
Спосіб виготовлення видовжених свердел, при якому видовження свердел здійснюється за допомогою подовжувача, при якому відрізають заготовку свердла необхідної довжини з центруванням з двох кінців, виконують фрезерування фасок з неробочого кінця, чорнове і чистове шлі фування по зовнішньому діаметру, заточування, який відрізняється тим, що першою операцією є виготовлення подовжувача свердла необхідної довжини діаметром, більшим від діаметра свердла, яке необхідно видовжити на (0,5..1,5)Dотв мм, сюди відносяться переходи свердління отвору в подовжувачі свердла U 2 (19) 1 3 27198 зварку, другою операцією є відрізання хвостовика сверла яке необхідно видовжити з залишком його довжини (4-6)Dотв діаметру отвору який просверлено у видовжувачі, і проточування залишку хвостовика до діаметру отвору видовжувача довжиною l=(0,5..1,5)Dотв, так, щоб їх можна було з'єднати при складанні по посадці з натягом, а також зняття фаски під кутом 45° на непроточеній частині хвостовика, третьою операцією є запресовування кінця хвостовика в отвір видовжувача і круго ве зварювання по фасках 45° з відповідним зачищенням і рихтуванням в разі потреби, четверта операція шліфування сверла з видовжувачем по зовнішньому діаметру з установкою в лівий рифлений центр зі сторони шпінделя верстату, а правий в обернений конус піноля задньої бабки з підтримкою опороюлюнетом, який жорстко з'єднаний з поздовжнім супортом, причому поздовжні рухи шлі фувального круга і опори люнета зблоковані і вони синхронно здійснюють осьові переміщення подач. Спосіб виготовлення видовжених сверл зображено на: фіг. 1 - перша операція виготовлення видовжувача, фіг. 2 - друга операція обрізання хвостовика сверла і його обточування, фіг. 3 - складання видовжувача і сверла і їх зварювання, фіг. 4 - шліфування сверла з видовжувачем. Спосіб реалізується наступним чином. На першій операції здійснюється відрізання видовжувача 1 необхідної довжини L, діаметром Dвид більшим діаметру сверла Dсв на 0,5-2мм в залежності від необхідної довжини видовження сверла. Крім того здійснюється сверління отовору 2 на глибину l=(0,5..1,5)Dотв мм, (де Dотв - діаметр отвору 2.) зняття фаски 3 під зварку і 4 і зацентрування отвору 5. На другій операції здійснюється обрізка хвостовика сверла 6, заточка циліндричної поверхні 7 на довжину l=(0,5..1,5)Dотв і фасок 8 під зварку і 9. На третій операції здійснюється складання (запресування) сверла 6 циліндричною поверхнею 7 в отвір 2 видовжувача 1. Крім цього здійснюється зварювання видовжувача 1 із сверлом 6 по кругу в середовищі захисних газів і зачистка зварного шва. В разі необхідності здійснюється розточування видовження свердла на гідропресі відомими способами. На четвертій операції здійснюється шліфування видовженого сверла по зовнішньому діаметру шліфувальним кругом 12. Базування сверла здійснюється з лівої сторони в рифленому центрі, який встановлений в токарний патрон 11, а правим кінцем в піноль задньої бабки 13 з оберненим центром 3, і опорою-люнетом 14, який жорстко з'єднаний з поздовжнім супортом верстату 15. Причому рухи шліфувального круга 11 і опорного люнета 14 зблоковані і вони синхронно здійснюються в горизонтальному перемішенні подач. Приклад виконання способу наведено в табл. 1. Сверла Æ12, 20 і 35мм видовжували на 80 4 150мм, дані яких занесено в табл. 1. № Діаметр сверла, мм 1 2 3 12 20 35 Приклад виконання способу виготовлення вид Діаметр і Діаметр довжи Діаметр і довжина глибина шийки видовжувача, MM отвору, (2) мм хвостовика,M 14х80 8х10 8х10 22х100 14х20 14х20 40х150 25х30 25х30 До переваг способу відноситься розширення технологічних можливостей і підвищення продуктивності праці при обробленні глибоких отворів.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing elongated drills
Автори англійськоюHevko Bohdan Matviiovych, Hevko Ivan Bohdanovych, Broschak Ivan Ivanovych, Hevko Myroslav Romanovych
Назва патенту російськоюСпособ изготовления удлиненных сверл
Автори російськоюГевко Богдан Матвеевич, Гевко Иван Богданович, Брощак Иван Иванович, Гевко Мирослав Романович
МПК / Мітки
МПК: B21C 37/00
Мітки: видовжених, свердел, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/2-27198-sposib-vigotovlennya-vidovzhenikh-sverdel.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення видовжених свердел</a>
Спосіб заточування задніх поверхонь свердел
Номер патенту: 76237
Опубліковано: 17.07.2006
Автори: Запорожець Олег В'ячеславович, Коротун Микола Миколайович
МПК: B24B 3/00
Мітки: поверхонь, свердел, спосіб, задніх, заточування
Формула / Реферат:
Спосіб заточування задніх поверхонь свердел, при якому свердло встановлюють відносно шліфувального круга і проводять послідовне заточування кожної задньої поверхні, який відрізняється тим, що шліфувальний круг встановлюють по головній різальній кромці на одній із задніх поверхонь, а на вільній задній поверхні на незношеній частині головної різальної кромки і перпендикулярно їй установлюють щуп, який жорстко з'єднують із шліфувальним кругом і...
Верстат для заточування свердел
Номер патенту: 6184
Опубліковано: 15.04.2005
Автор: Срипченко Володимир Іванович
МПК: B24B 3/00
Мітки: заточування, верстат, свердел
Формула / Реферат:
Верстат для заточування свердел, що містить опорну плиту зі стійкою для вузла кріплення та установки свердла і колону з обробляючим механізмом, який включає привідну шліфувальну бабку, вузол підйому шліфувальної бабки з упорним регулювальним гвинтом, вузол горизонтального переміщення шліфувальної бабки з упорним регулювальним гвинтом, який відрізняється тим, що вузол підйому шліфувальної бабки виконано як маятниковий двоплечий важіль, на...
Напрямляч свердел для остеотомії трубчастих кісток
Номер патенту: 13325
Опубліковано: 15.03.2006
Автори: Куценко Сергій Миколайович, Никифоров Ростіслав Ростіславович
МПК: A61B 17/17
Мітки: трубчастих, свердел, остеотомії, напрямляч, кісток
Формула / Реферат:
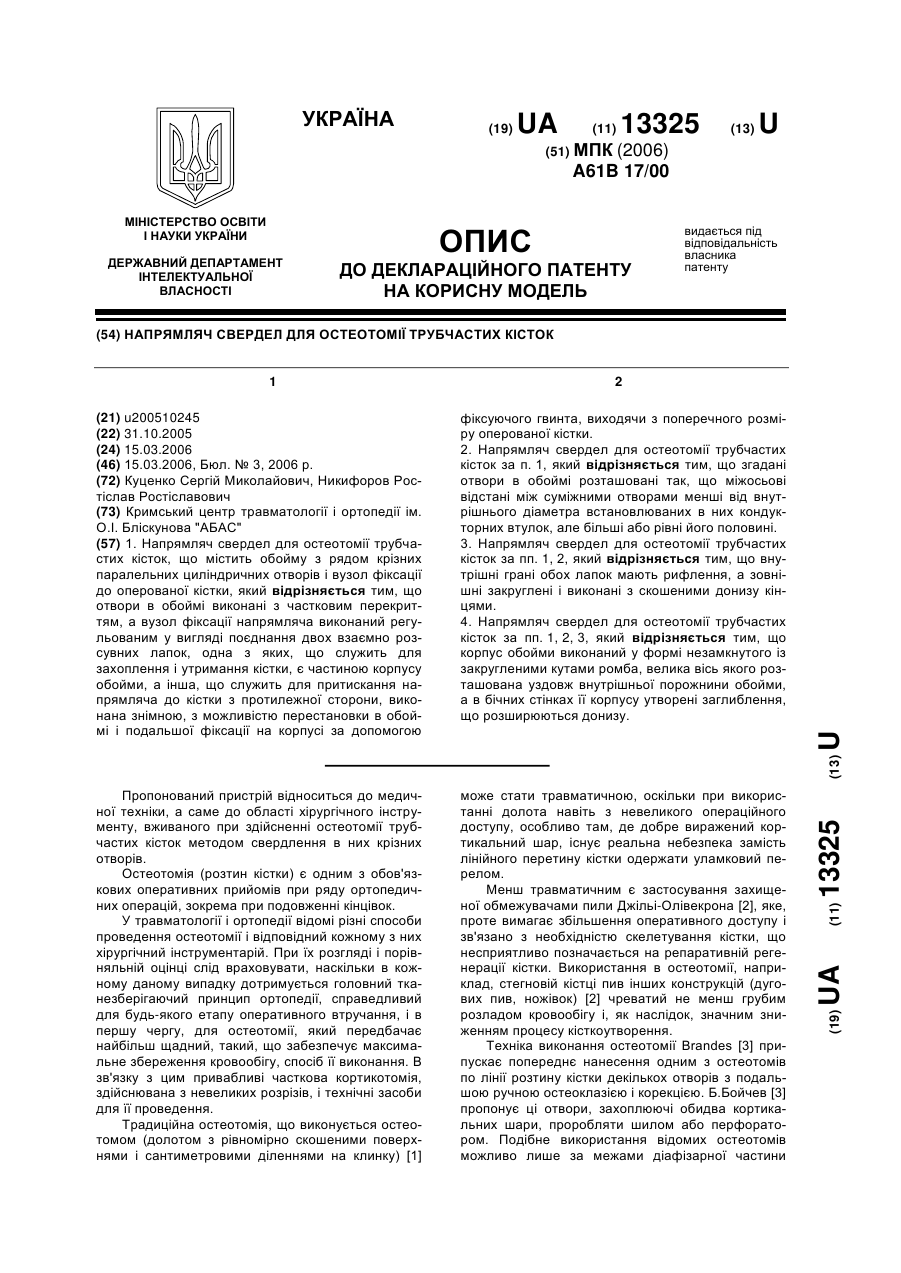
1. Напрямляч свердел для остеотомії трубчастих кісток, що містить обойму з рядом крізних паралельних циліндричних отворів і вузол фіксації до оперованої кістки, який відрізняється тим, що отвори в обоймі виконані з частковим перекриттям, а вузол фіксації напрямляча виконаний регульованим у вигляді поєднання двох взаємно розсувних лапок, одна з яких, що служить для захоплення і утримання кістки, є частиною корпусу обойми, а інша, що служить...
Пристрій для намотування на барабан і розмотування з нього видовжених виробів, монтажна машина та проміжний утримуючий засіб.
Номер патенту: 43915
Опубліковано: 15.01.2002
Автори: Ліндборг Томас, Каллдін Ганс-Олуф, Йоганссон Кеннет, Баклунд Алберті, Лейон Матс
МПК: B65H 67/04
Мітки: барабан, намотування, монтажна, пристрій, нього, проміжний, засіб, видовжених, машина, утримуючий, виробів, розмотування
Формула / Реферат:
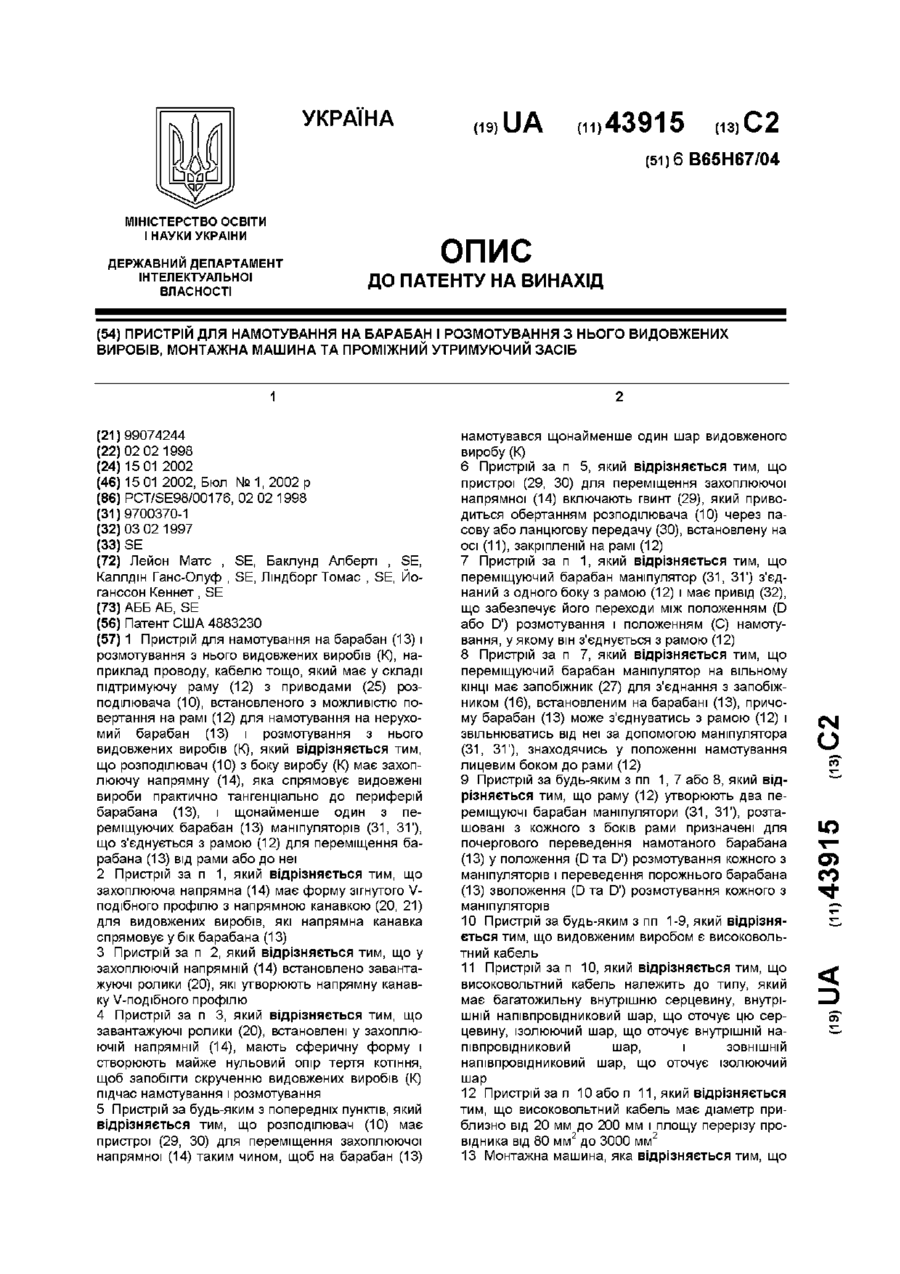
1. Пристрій для намотування на барабан (13) і розмотування з нього видовжених виробів (К), наприклад проводу, кабелю тощо, який має у складі підтримуючу раму (12) з приводами (25) розподілювача (10), встановленого з можливістю повертання на рамі (12) для намотування на нерухомий барабан (13) і розмотування з нього видовжених виробів (К), який відрізняється тим, що розподілювач (10) з боку виробу (К) має захоплюючу напрямну (14), яка спрямовує...
Спосіб виготовлення гофрованих гвинтових заготовок
Номер патенту: 6431
Опубліковано: 16.05.2005
Автори: Драган Андрій Петрович, Дячун Андрій Євгенович, Гевко Іван Богданович
МПК: B21H 3/00
Мітки: заготовок, гофрованих, спосіб, виготовлення, гвинтових
Формула / Реферат:
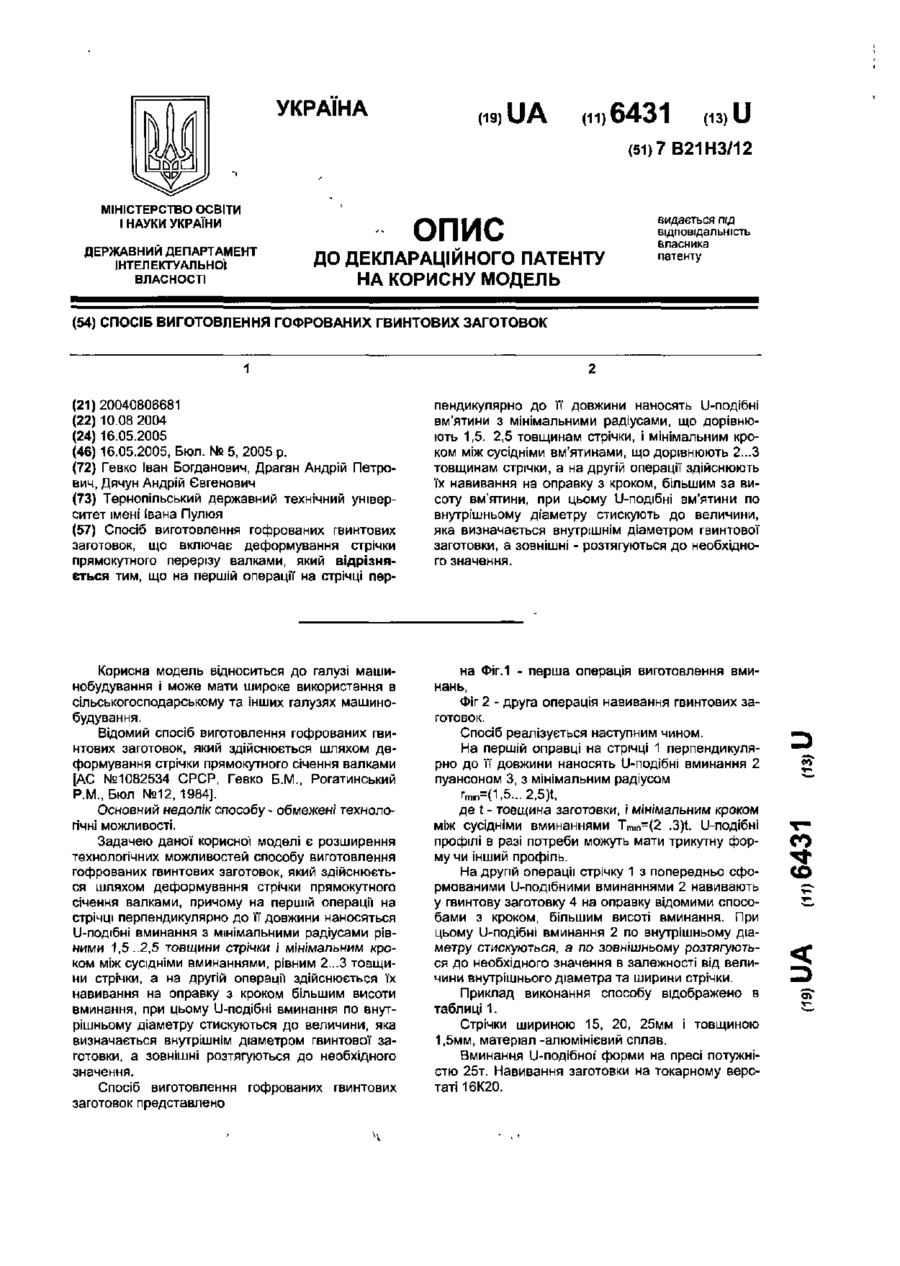
Спосіб виготовлення гофрованих гвинтових заготовок, що включає деформування стрічки прямокутного перерізу валками, який відрізняється тим, що на першій операції на стрічці перпендикулярно до її довжини наносять U-подібні вм’ятини з мінімальними радіусами, що дорівнюють 1,5...2,5 товщинам стрічки, і мінімальним кроком між сусідніми вм’ятинами, що дорівнюють 2...3 товщинам стрічки, а на другій операції здійснюють їх навивання на оправку з...