Спосіб виготовлення конусного з`єднання
Номер патенту: 27341
Опубліковано: 25.10.2007
Автори: Стремовський Андрій Олександрович, Калініченко Ірина Олександрівна, Іщенко Анатолій Олексійович, Грішко Василь Петрович
Формула / Реферат
Спосіб виготовлення конусного з'єднання, що включає нанесення на хвостовик і втулку фіксуючого матеріалу перед їх з'єднанням, який відрізняється тим, що як фіксуючий матеріал використовують металополімер, а нанесення здійснюють після з'єднання хвостовика і втулки шляхом нагнітання металополімеру через центральний і радіальний отвори в хвостовику, що з'єднані між собою і сполучені з проточкою на втулці і хвостовику, причому поверхню втулки на хвостовику виконують із пазами.
Текст
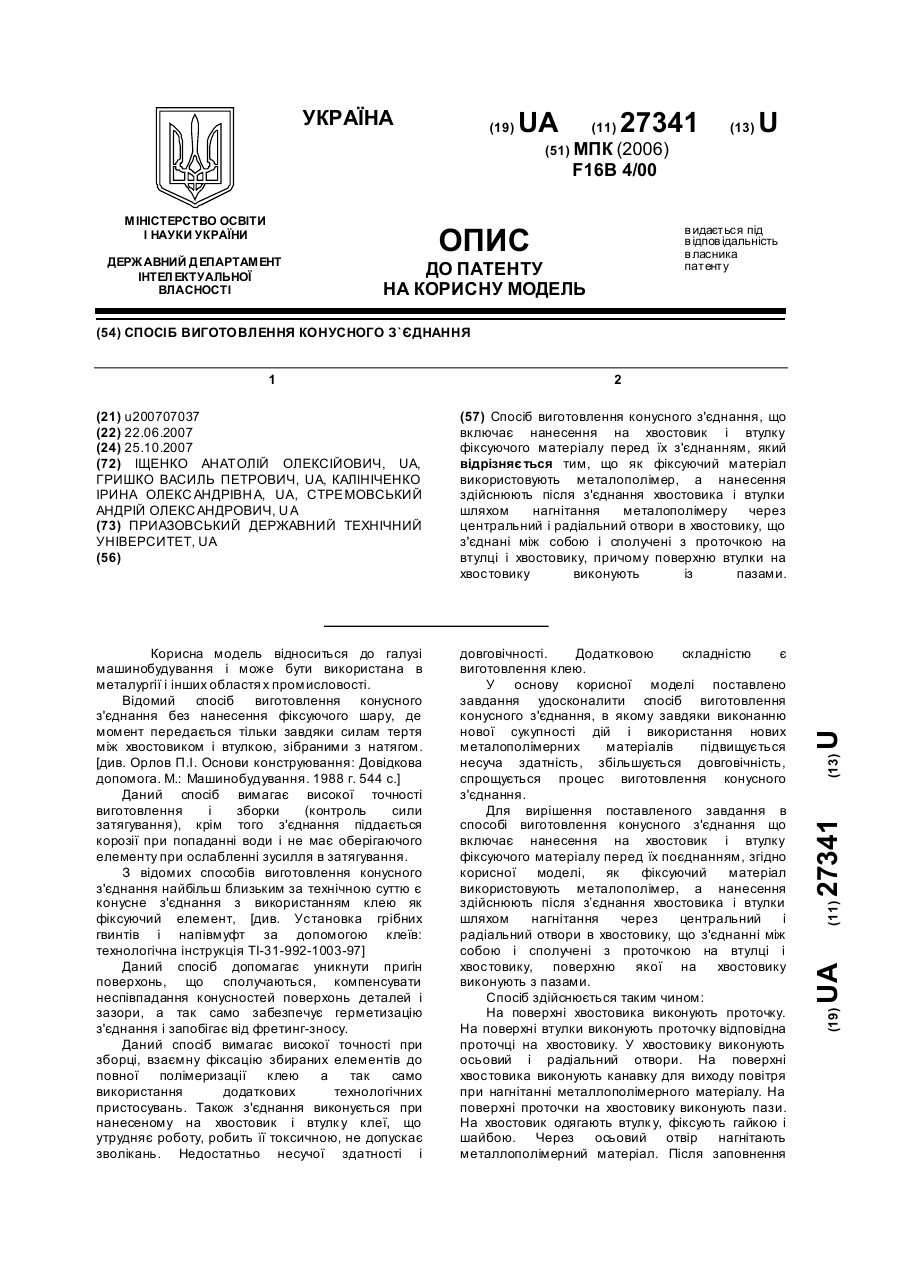
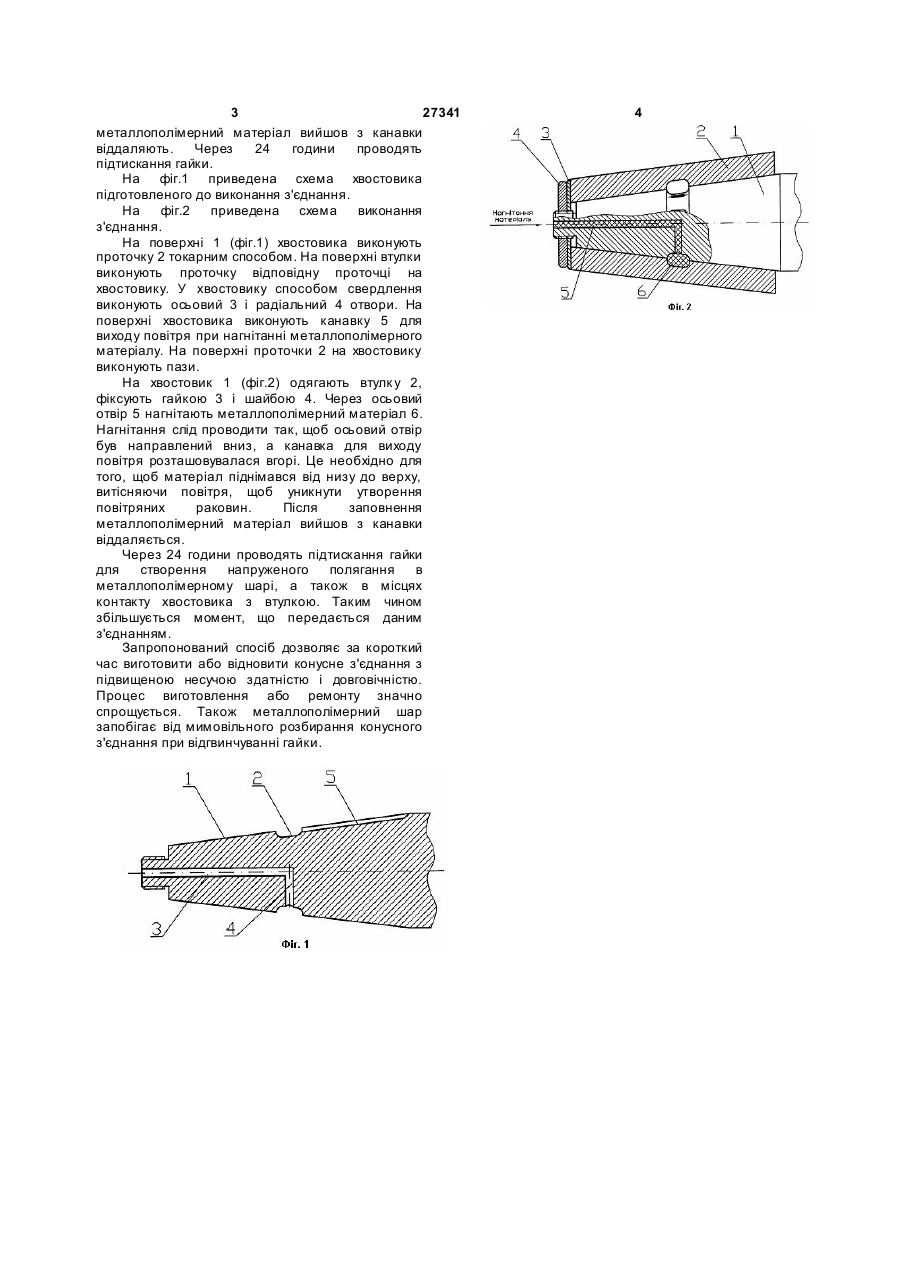
Спосіб виготовлення конусного з'єднання, що включає нанесення на хвостовик і втулку фіксуючого матеріалу перед їх з'єднанням, який відрізняє ться тим, що як фіксуючий матеріал використовують металополімер, а нанесення здійснюють після з'єднання хвостовика і втулки шляхом нагнітання металополімеру через центральний і радіальний отвори в хвостовику, що з'єднані між собою і сполучені з проточкою на втулці і хвостовику, причому поверхню втулки на хвостовику виконують із пазами. (19) (21) u200707037 (22) 22.06.2007 (24) 25.10.2007 (72) ІЩЕНКО АНАТОЛІЙ ОЛЕКСІЙОВИЧ, UA, ГРИШКО ВАСИЛЬ ПЕТРОВИЧ, UA, КАЛІНІЧЕНКО ІРИНА ОЛЕКС АНДРІВН А, UA, СТРЕМОВСЬКИЙ АНДРІЙ ОЛЕКС АНДРОВИЧ, U A (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ, UA (56) 3 27341 металлополімерний матеріал вийшов з канавки віддаляють. Через 24 години проводять підтискання гайки. На фіг.1 приведена схема хвостовика підготовленого до виконання з'єднання. На фіг.2 приведена схема виконання з'єднання. На поверхні 1 (фіг.1) хвостовика виконують проточку 2 токарним способом. На поверхні втулки виконують проточку відповідну проточці на хвостовику. У хвостовику способом свердлення виконують осьовий 3 і радіальний 4 отвори. На поверхні хвостовика виконують канавку 5 для виходу повітря при нагнітанні металлополімерного матеріалу. На поверхні проточки 2 на хвостовику виконують пази. На хвостовик 1 (фіг.2) одягають втулк у 2, фіксують гайкою 3 і шайбою 4. Через осьовий отвір 5 нагнітають металлополімерний матеріал 6. Нагнітання слід проводити так, щоб осьовий отвір був направлений вниз, а канавка для виходу повітря розташовувалася вгорі. Це необхідно для того, щоб матеріал піднімався від низу до верху, витісняючи повітря, щоб уникнути утворення повітряних раковин. Після заповнення металлополімерний матеріал вийшов з канавки віддаляється. Через 24 години проводять підтискання гайки для створення напруженого полягання в металлополімерному шарі, а також в місцях контакту хвостовика з втулкою. Таким чином збільшується момент, що передається даним з'єднанням. Запропонований спосіб дозволяє за короткий час виготовити або відновити конусне з'єднання з підвищеною несучою здатністю і довговічністю. Процес виготовлення або ремонту значно спрощується. Також металлополімерний шар запобігає від мимовільного розбирання конусного з'єднання при відгвинчуванні гайки. 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make conical joint
Автори англійськоюIschenko Anatolii Oleksiiovych, Hryshko Vasyl Petrovych, Kalinichenko Iryna Oleksandrivna, Stremovskyi Andrii Oleksandrovych
Назва патенту російськоюСпособ изготовления конусного соединения
Автори російськоюИщенко Анатолий Алексеевич, Гришко Василий Петрович, Калиниченко Ирина Александровна, Стремовский Андрей Александрович
МПК / Мітки
МПК: F16B 4/00
Мітки: з'єднання, виготовлення, конусного, спосіб
Код посилання
<a href="https://ua.patents.su/2-27341-sposib-vigotovlennya-konusnogo-zehdnannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення конусного з`єднання</a>
Спосіб конусного з’єднання стеклопластикового стержня з металевим наконечником
Номер патенту: 11530
Опубліковано: 25.12.1996
Автори: Шерлаімов Микола Миколайович, Іванов Юрій Валентинович, Яшин Юрій Миколайович
МПК: H01B 19/00
Мітки: з'єднання, металевим, конусного, наконечником, спосіб, стержня, стеклопластикового
Формула / Реферат:
Способ конусного соединения стеклопластикового стержня с металлическим наконечником, включающий введение стержня в наконечник конусного профиля с одновременным расклиниванием стержня, обжатием по конусу и пропиткой компаундом сопрягаемых плоскостей с последующей термообработкой, отличающийся тем, что, с целью повышения механической и электрической прочности, исключения продольного раскалывания стержня, а также упрощения технологии...
Спосіб виготовлення з’єднання деталей
Номер патенту: 12156
Опубліковано: 25.12.1996
Автор: Матвієнко Валерій Андрійович
МПК: F16B 19/04
Мітки: деталей, спосіб, з'єднання, виготовлення
Формула / Реферат:
Способ изготовления соединения деталей, включающий изготовление соединяемых деталей, стержня с закладной головкой и поперечным рифлением на свободном конце и обжимной цилиндрической втулки с коническим пояском, выполнение в соединяемых деталях отверстий под стержень, совмещение упомянутых отверстий и установку в них стержня, установку обжимной втулки коническим пояском в сторону соединяемых деталей и создание условий обжатия стержня и...
Болтове з’єднання

Номер патенту: 6520
Опубліковано: 29.12.1994
Автор: Рахманов Микола Миколайович
МПК: F16B 39/28
Формула / Реферат:
Болтовое соединение, содержащее болт, имеющий на стержне гладкую и резьбовую части, и гайку, выполненную в виде резьбового корпуса с пружинным хвостовиком, отличающееся тем, что в отверстии гайки со стороны торца хвостовика выполнена кольцевая проточка, ширина которой больше толщины витка, а диаметр больше диаметра стержня болта.
Болтове з’єднання

Номер патенту: 28205
Опубліковано: 16.10.2000
Автор: Рахманов Микола Миколайович
МПК: F16B 39/28
Формула / Реферат:
Болтовое соединение, содержащее соединяемые детали, болт, навёрнутые на резьбовой конец стержня болта основную гайку и контргайку, отличающееся тем, что обе гайки выполнены с цилиндрическим хвостовиком с внутренней расточкой со стороны торца хвостовика, между гайками на стержне болта установлены клиновые элементы в виде втулок, снабженных с одной стороны скосом по всей ширине между отверстием каждой втулки и стержнем болта, а также между...
Металовиріб для з’єднання великогабаритних деталей з хвостовиком

Номер патенту: 27180
Опубліковано: 25.10.2007
Автори: Нікітін Станіслав Петрович, Нікітіна Олена Станіславівна, Бакум Микола Васильович, Бакум Наталія Миколаївна
МПК: F16B 37/00, F16B 35/00
Мітки: металовиріб, деталей, великогабаритних, хвостовиком, з'єднання
Формула / Реферат:
Металовиріб для з'єднання великогабаритних деталей з хвостовиком, яким може бути болт або гвинт з головкою і робочою частиною з різзю та циліндричним хвостовиком, який відрізняється тим, що на циліндричному хвостовику металовиробу виконана різь протилежного напрямку основній різі робочої частини металовиробу.
Попередній патент: Спосіб керованої лапаростомії
Наступний патент: Спосіб профілактики прееклампсії у вагітних з хронічними запальними захворюваннями нирок
Випадковий патент: Пристрій для передавання модульованих механічних коливань