Кристалізатор для горизонтального безперервного лиття стальних заготовок
Номер патенту: 1928
Опубліковано: 20.12.1994
Автори: Петін Леонід Григорович, Афонін Володимир Олексійович, Чернишова Світлана Никодимівна, Глазков Анатолій Якович, Богданов Аркадій Іванович, Беседіна Елеонора Борисівна, Кащенко Юрій Олексійович, Терехов Вадим Миколайович, Дилдін Анатолій Михайлович, Шишков Михайло Михайлович
Формула / Реферат
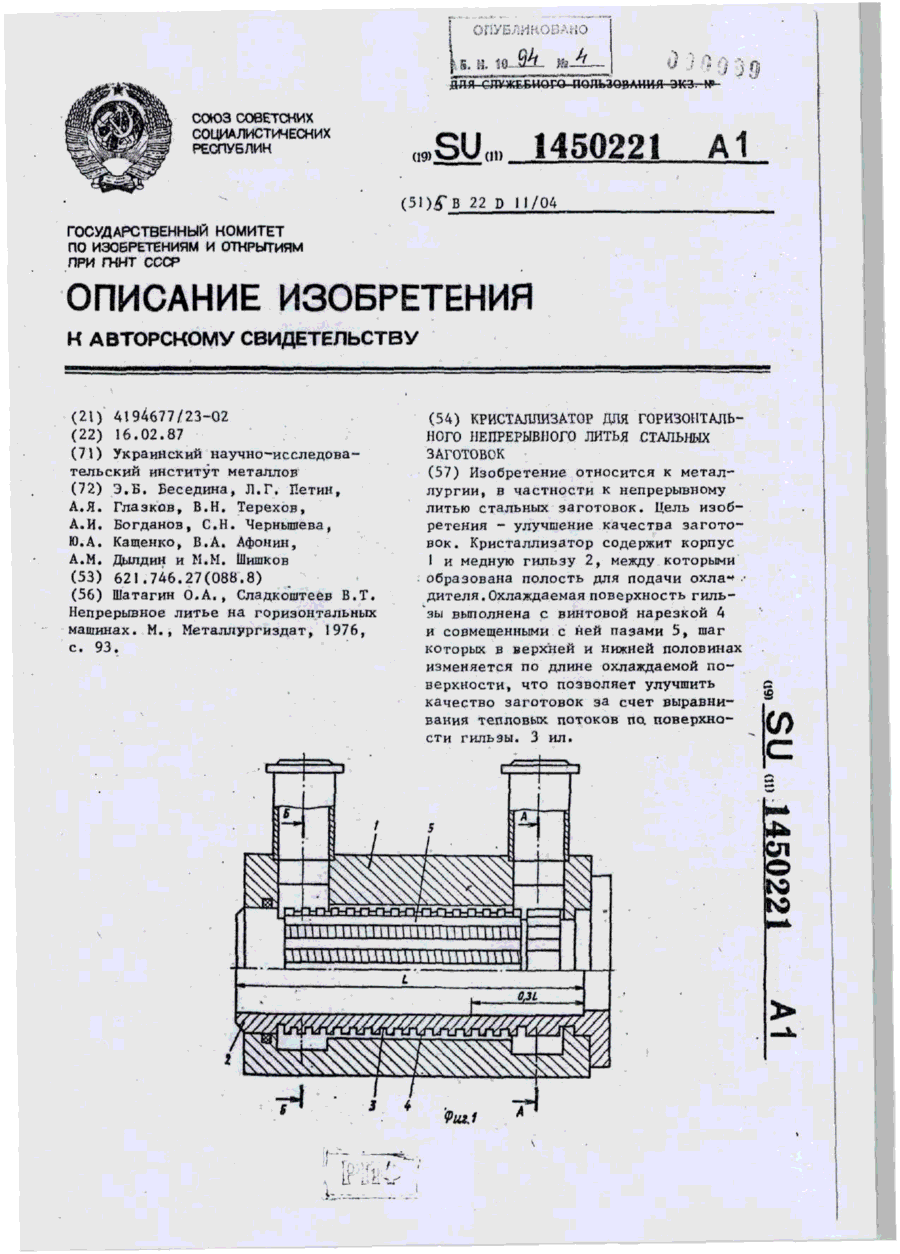
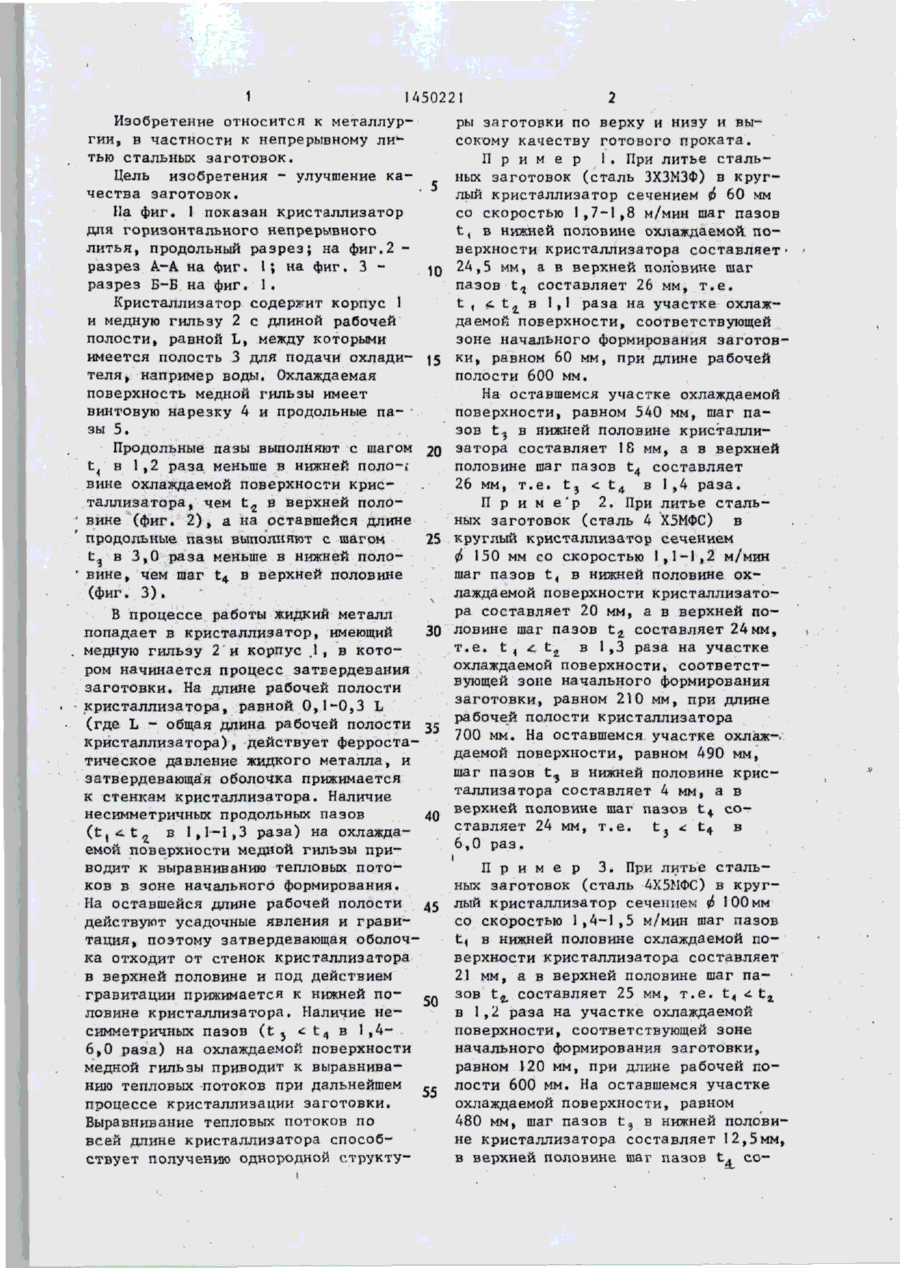
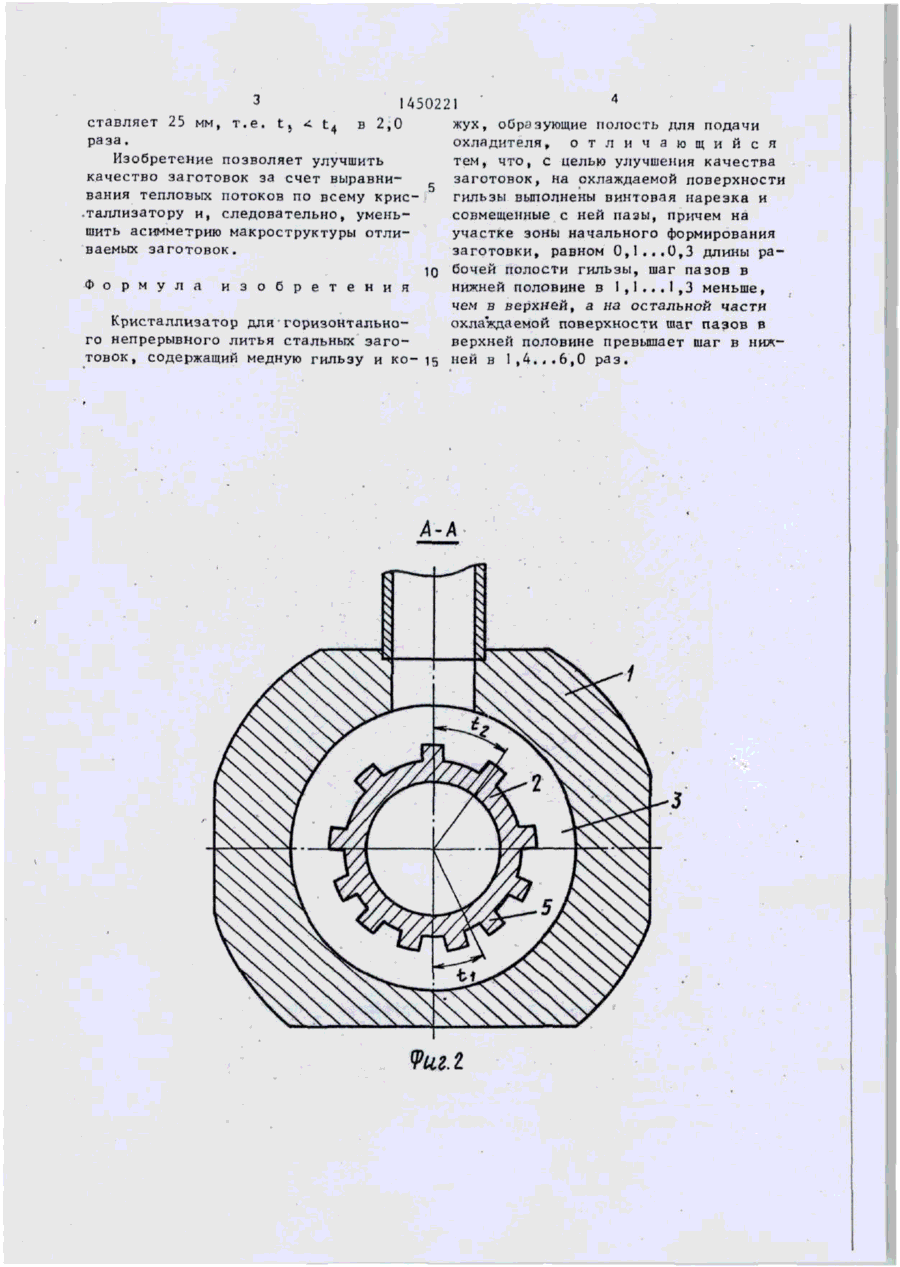
Кристаллизатор для горизонтального непрерывного литья стальных заготовок, содержащий медную гильзу и кожух, образующие полость для подачи охладителя, отличающийся тем, что, с целью улучшения качества заготовок, на охлаждаемой поверхности гильзы выполнены винтовая нарезка и совмещенные с ней пазы, причем на участке зоны начального формирования заготовки, равном 0,1...0,3 длины рабочей полости гильзы, шаг пазов в нижней половине в 1,1...1,3 раза меньше, чем в верхней, а на остальной части охлаждаемой поверхности шаг пазов в верхней половине превышает шаг в нижней в 1,4. ..6,0 раз.
Текст
Изобретение относится к металлургии, в частности к непрерывному литью стальных заготовок. Цель изобретения - улучшение качества заготовок. Кристаллизатор содержит корпус І и медную гильзу 2, между которыми образована полость для подачи охла** • дителя.Охлаждаемая поверхность гильзы выполнена с винтовой нарезкой 4 и совмещенными с ней пазами 5, шаг которых в верхней и нижней половинах изменяется по длине охлаждаемой поверхности» что позволяет улучшить качество заготовок за счет выравнивания тепловых потоков по. поверхности гильзы. 3 ил. \Y\\\\\\\\\\\\\\\\\\\\\\\\\\\\\ if) 1 1450221 Изобретение относится к металлур1 гии, в частности к непрерывному ли тью стальных заготовок. Цель изобретения - улучшение качества заготовок. На фиг. 1 показан кристаллизатор для горизонтального непрерывного литья, продольный разрез; на ф и г . 2 разрез А-А на фиг. !; на фиг. 3 разрез Б-Б на фиг. !. Кристаллизатор содержит корпус 1 и медную гильзу 2 с длиной рабочей полости, равной L, между которыми имеется полость 3 для подачи охладителя, например воды. Охлаждаемая поверхность медной гильзы имеет винтовую нарезку 4 и продольные пазы 5. Продольные пазы выполняют с шагом t^ в 1,2 раза меньше в нижней поло-» вине охлаждаемой поверхности кристаллизатора, чем t 2 в верхней половине (фиг. 2 ) , а на оставшейся длине продольные пазы выполняют с шагом Ц в 3,0 раза меньше в нижней половине, чем шаг t 4 в верхней половине (Фиг. 3 ) . 10 15 20 25 В процессе работы жидкий металл 30 попадает в кристаллизатор, имеющий медную гильзу 2 и корпус , , в кото1 ром начинается процесс затвердевания заготовки. На длине рабочей полости кристаллизатора, равной 0,1-0,3 L (где L - общая длина рабочей полости 35 кристаллизатора), действует ферростатическое давление жидкого металла, и затвердевающая оболочка прижимается к стенкам кристаллизатора. Наличие несимметричных продольных пазов 40 (t, c t 4 в 1,1-1,3 раза) на охлаждаемой поверхности медной гильзы приводит к выравниванию тепловых потоков в зоне начального формирования. На оставшейся длине рабочей полости 45 действуют усадочные явления и гравитация, поэтому затвердевающая оболочка отходит от стенок кристаллизатора в верхней половине и под действием гравитации прижимается к нижней половине кристаллизатора. Наличие не- 50 симметричных пазов (t ^ с t 4 в 1,46,0 раза) на охлаждаемой поверхности медной гильзы приводит к выравниванию тепловых потоков при дальнейшем 55 процессе кристаллизации заготовки. Выравнивание тепловых потоков по всей длине кристаллизатора способствует получению однородной структу ры заготовки по верху и низу и высокому качеству готового проката. П р и м е р 1. При литье стальных заготовок (сталь ЗХЗМЗФ) в круглый кристаллизатор сечением ф 60 мм со скоростью 1,7-1,8 м/мин шаг пазов t, в нижней половине охлаждаемой поверхности кристаллизатора составляет24,5 мм, а в верхней половине шаг пазов t j составляет 26 мм, т.е. , t , . t 2 в 1,1 раза на участке охлажс даемой поверхности, соответствующей зоне начального формирования эаготовк и , равном 60 мм, при длине рабочей полости 600 мм. На оставшемся участке охлаждаемой поверхности, равном 540 мм, шаг пазов t ? в нижней половине кристаллизатора составляет 18 мм, а в верхней составляет половине шаг пазов 26 мм, т.е. tj І t 4 в 1,4 раза. П р и м е'р 2. При литье стальных заготовок (сталь 4 Х5МФС) в круглый кристаллизатор сечением ф 150 мм со скоростью 1,1-1,2 м/мин шаг пазов tt в нижней половине охлаждаемой поверхности кристаллизатора составляет 20 мм, а в верхней половине шаг пазов t 2 составляет 24 мм, т.е. t, І С £ в 1,3 раза на участке охлаждаемой поверхности, соответствующей зоне начального формирования заготовки, равном 210 мм, при длине рабочей полости кристаллизатора 700 мм. На оставшемся участке охлаж-. даемой поверхности, равном 490 мм, шаг пазов Ц в нижней половине кристаллизатора составляет 4 мм, а в верхней половине шаг пазов t 4 составляет 24 мм, т.е. t. ^ t 4 в 6,0 раз. і П р и м е р 3, При литье стальных заготовок (сталь 4Х5НФС) в круглый кристаллизатор сечением ф 100мм со скоростью 1,4-1,5 м/мин шаг пазов ti в нижней половине охлаждаемой поверхности кристаллизатора составляет 21 мм, а в верхней половине шаг пазов t^ составляет 25 мм, т.е. t , ^ t z , в 1,2 раза на участке охлаждаемой поверхности, соответствующей зоне начального формирования заготовки, равном Ї20 мм, при длине рабочей полости 600 мм. На оставшемся участке охлаждаемой поверхности, равном 480 мм, шаг пазов Ц в нижней половине кристаллизатора составляет 12,5мм, в верхней половине шаг пазов tA со 145022 з ставляет 25 мм, т.е. t < t 4 в 2,0 жух, образующие полость для подачи є. Ц раза. охладителя, о т л и ч а ю щ и й ся Изобретение позволяет улучшить тем, что, с целью улучшения качества качество заготовок за счет выравнизаготовок, на охлаждаемой поверхности вания тепловых потоков по всему крисгильзы выполнены винтовая нарезка и -таллизатору и, следовательно, уменьсовмещенные с ней пазы, причем на шить асимметрию макроструктуры отлиучастке зоны начального формирования ваемых заготовок. заготовки, равном 0,1...0,3 длины ра10 бочей полости гильзы, шаг пазов в нижней половине в 1,1...1,3 меньше, Ф о р м у л а и з о б р е т е н и я чем в верхней, а на остальной части охла'ждаемой поверхности шаг пазов в Кристаллизатор для горизонтальноверхней половине превышает шаг в нижго непрерывного литья стальных заготовок, содержащий медную гильзу и ко- 15 ней в 1,4...6,0 раз. А-А 1450221 5-Е Риг.з Редактор Л. Курасова Составитель Л. Дымшиц Техред М.Ходанич Корректор Л. Патан Заказ 34/ДСП Тираж 463 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 і Производственно-полиграфическое предприятие, г . Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюCrystallizing pan for horizontal continuous casting of steel billets
Автори англійськоюBesedina Eleonora Borysivna, Petin Leonid Grygorovych, Hlazkov Anatolii Yakovych, Terekhov Vadym Mykolaiovych, Bohdanov Arkadii Ivanovych, Chernyshova Svitlana Nykodymivna, Kaschenko Yurii Oleksiiovych, Afonin Volodymyr Oleksiiovych, Dyldin Anatolii Mykhailovych, Shyshkov Myhailo Myhailovych
Назва патенту російськоюКристаллизатор для горизонтального непрерывного литья стальных заготовок
Автори російськоюБеседина Элеонора Борисовна, Петин Леонид Григорьевич, Глазков Анатолий Яковлевич, Терехов Вадим Николаевич, Богданов Аркадий Иванович, Чернышева Светлана Никодимовна, Кащенко Юрий Алексеевич, Афонин Владимир Алексеевич, Дылдин Анатолий Михайлович, Шишков Михаил Михайлович
МПК / Мітки
МПК: B22D 11/04
Мітки: заготовок, безперервного, горизонтального, лиття, стальних, кристалізатор
Код посилання
<a href="https://ua.patents.su/4-1928-kristalizator-dlya-gorizontalnogo-bezperervnogo-littya-stalnikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Кристалізатор для горизонтального безперервного лиття стальних заготовок</a>
Пристрій для горизонтального безперервного лиття порожнистих заготовок з кольорових металів та сплавів

Номер патенту: 1813
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: лиття, металів, горизонтального, безперервного, сплавів, пристрій, порожнистих, кольорових, заготовок
Формула / Реферат:
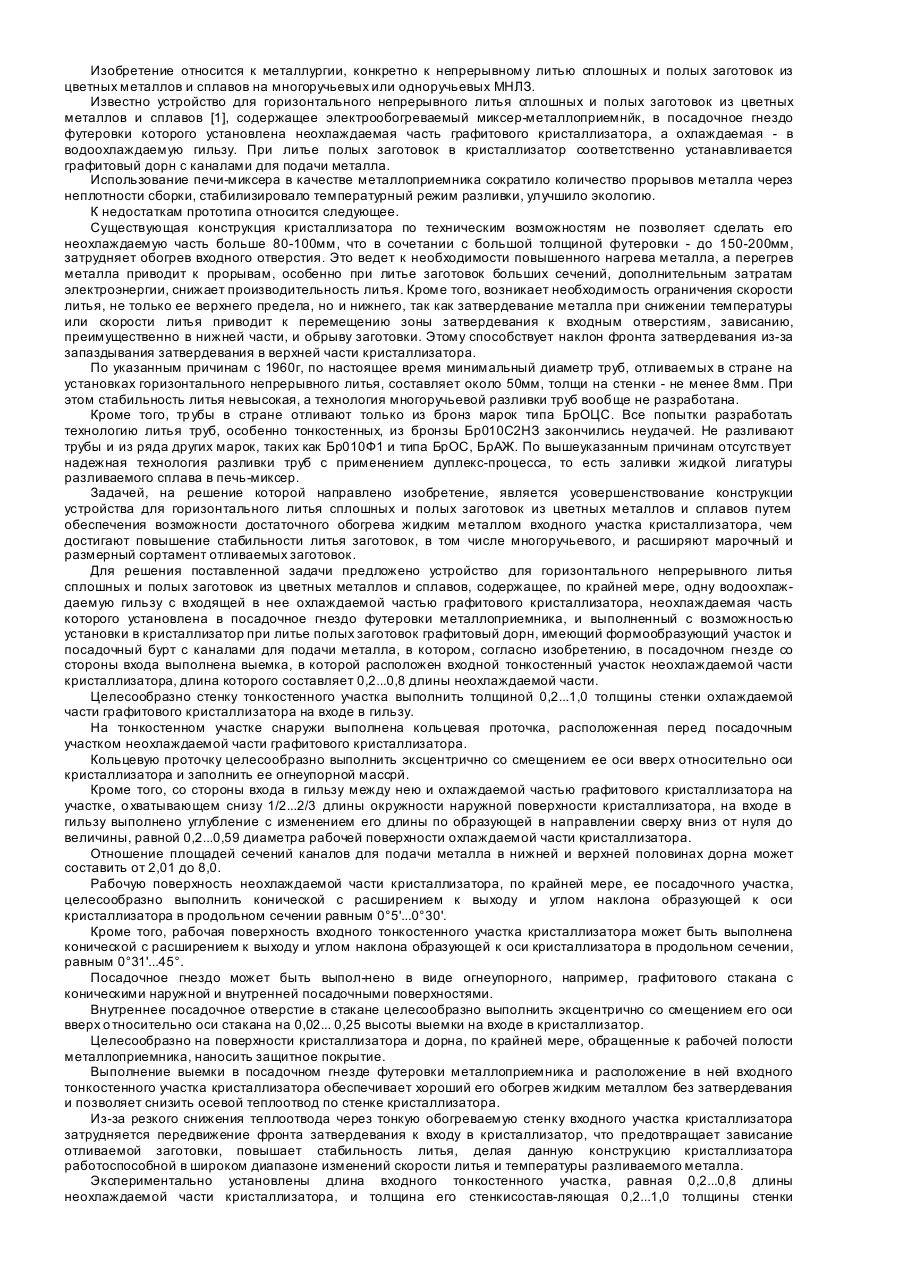
1. Устройство для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов, содержащее водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора и установленный в кристаллизатор графитовый дорн с формообразующим участком и каналами для подачи металла, выполненными в посадочном бурте, соединенном с входным участком неохлаждаемой части кристаллизатора, отличающееся тем, что высота каналов, по...
Устаткування для горизонтального безперервного лиття суцільних та порожнистих заготовок з кольорових металів та сплавів
Номер патенту: 1818
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: лиття, порожнистих, безперервного, кольорових, заготовок, устаткування, сплавів, суцільних, металів, горизонтального
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья сплошных и полых заготовок из цветных металлов и сплавов, содержащее, по крайней мере, одну водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора, неохлаждаемая часть которого установлена в посадочное гнездо футеровки металлоприемника, и выполненный с возможностью установки в кристаллизатор при литье полых заготовок графитовый дорн, имеющий формооб-разующий...
Спосіб одержання стальних заготовок
Номер патенту: 932
Опубліковано: 15.12.1993
Автори: Нефьодов Анатолій Олександрович, Фролов Володимир Миколайович, Фролов Артур Володимирович, Лужецкая Ірина Анатоліївна
МПК: B22D 7/00
Мітки: спосіб, заготовок, стальних, одержання
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Способ получения стальных заготовок, включающий разливку жидкой стали в изложницы, продувку снизу газами металла в изложнице, кристаллизацию слитка и последующую прокатку, о т л и ч а ю щ и й с я тем, что, с целью улучшения макроструктуры слитка и повышения пластичности стали при прокатке, разливку ведут со скоростью 80... 180 кг/с, продувку газами производят с интенсивностью 0,03...0,05 м/с с...
Спосіб лиття армованих заготовок
Номер патенту: 744
Опубліковано: 15.12.1993
Автори: Кельвіч Володимир Тихонович, Єфімов Віктор Олексійович, Костенко Георгій Дмитрович
МПК: B22D 19/02
Мітки: спосіб, армованих, лиття, заготовок
Формула / Реферат:
Формула изобретенияСпособ литья армированных заготовок, включающий размещение в форме армирующих труб, заливку металла и продувку труб сжатым газом, отличающийся тем, что, с целью снижения вероятности прожога труб, дефектов усадочного происхождения и уменьшения термических напряжений, за счет выравнивания градиента температур по длине труб, продувку последних осуществляют попеременно с различных их концов.
Спосіб безперервного лиття стрічки
Номер патенту: 1304
Опубліковано: 25.03.1994
Автори: Маслов Валерій Вікторович, Косенко Микола Степанович, Падерно Дмитро Юрійович, Балан Віктор Захарович, Носенко Віктор Костянтинович, Немошкаленко Володимир Володимирович
МПК: B22D 11/06
Мітки: спосіб, безперервного, стрічки, лиття
Формула / Реферат:
Способ непрерывного литья ленты, преимущественно из железокремнистых сплавов, включающий подачу расплава на поверхность металлического диска и формирование на ней ленты в неокислительной атмосфере и отделение ленты от поверхности диска, отличающийся тем, что, с целью улучшения эксплуатационных свойств ленты за счет увеличения пластичности, дисперсности и однородности структуры и повышения качества поверхности ленты, в качестве...
Попередній патент: Спосіб контролю забруднень на металевих поверхнях
Наступний патент: Живильник для сипучих матеріалів
Випадковий патент: Горілка особлива "старольвівська"