Склад пресованого порошкового дроту для зварювання міді
Номер патенту: 32130
Опубліковано: 12.05.2008
Автори: Гринь Олександр Григорович, Свиридов Олександр Володимирович
Формула / Реферат
Склад пресованого порошкового дроту для зварювання міді й сплавів на мідній основі, з крупки, виготовленої з порошкового дроту, що складається з мідної оболонки й шихти, яка містить: плавиковий шпат, кремнефтористий натрій, феросиліцій, феромарганець, цирконій, алюміній, феротитан, мідний порошок, який відрізняється тим, що шихта порошкового дроту додатково містить нікелевий порошок, калій хлористий, кріоліт, а алюміній вводиться у вигляді крупки з суцільного дроту, ваг. %:
плавиковий шпат
1,2
кремнефтористий натрій
1,5
феромарганець
0,45
феросиліцій
0,15
цирконій
0,4
феротитан
0,15
нікель
0,5
мідний порошок
6,0
кріоліт
1,0
калій хлористий
1,2
мідна оболонка
решта
алюміній
8,0.
Текст
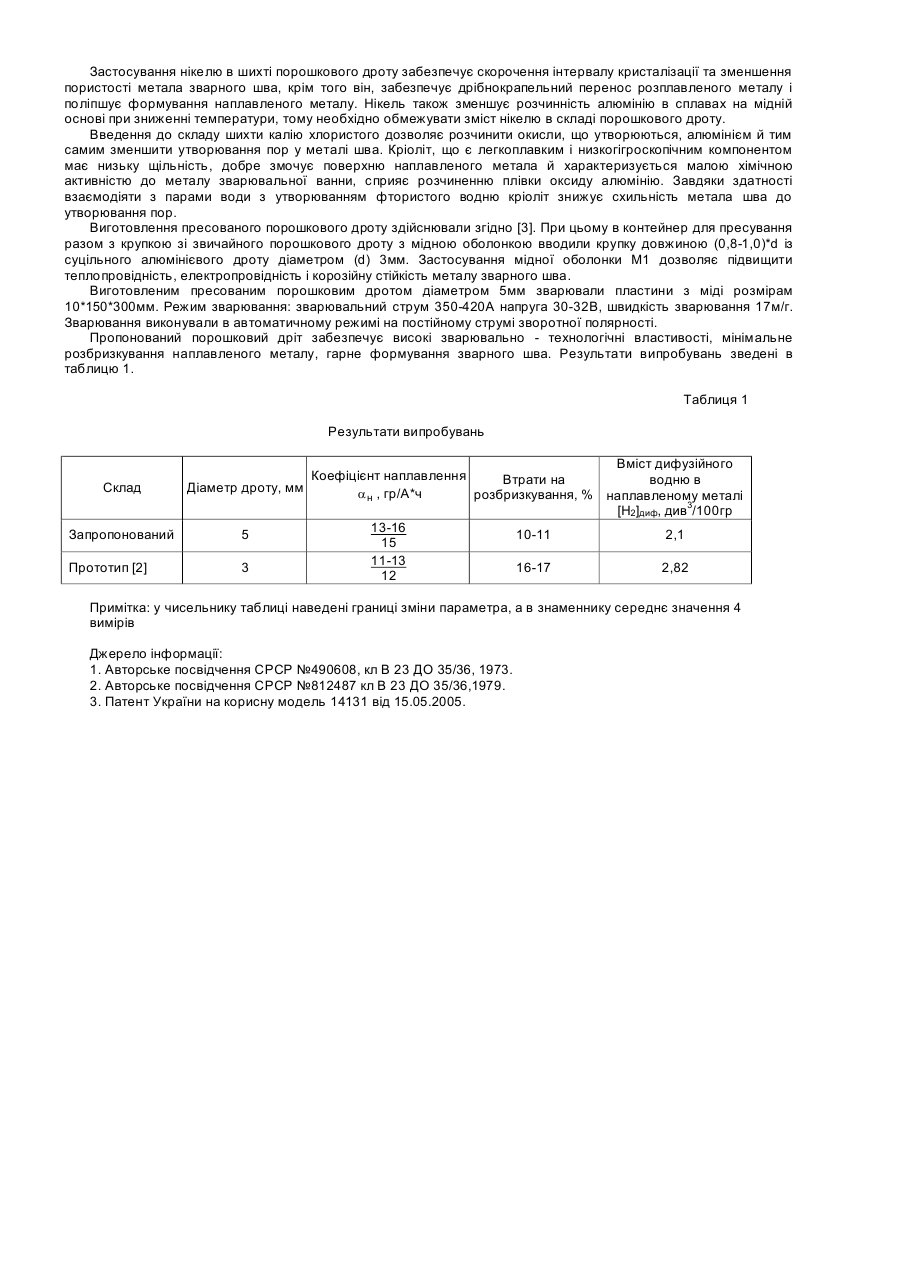
Корисна модель відноситься до галузі техніки, а саме до зварювального виробництва і може бути застосована, для зварювання міді. Відомий порошковий дріт для зварювання міді зі сталлю [1], що складається з мідної оболонки й порошкоподібної шихти при наступному співвідношенні компонентів дроту, вага %: Плавиковий шпат 19,0 Кремнефтористий натрій 21,0 Феромарганець 4,0 Феросиліцій 8,0 Цирконій 1,4 Графіт 17,0 Мідна оболонка решта Недоліками цього порошкового дроту є підвищене розбризкування розплавленого металу, недостатньо високі механічні властивості зварного шва й схильність його до пористості. Відомий також склад самозахисного порошкового дроту [2], для механізованого зварювання алюмінівих бронз що складається з порошкоподібної шихти при наступному співвідношенні компонентів, вага %: Плавиковий шпат 0,7 Кремнефтористый натрій 0,7 Феромарганець 0,42 Феросиліцій 0,14 Цирконій 0,14 Алюміній 9,8 Ферротитан 0,14 Мідний порошок 1,26 Рутіловий концентрат 0,35 Гєматіт 0,7 Мідна оболонка решта Однак при використанні цього дроту в широкому діапазоні режимів зварювання, він не дозволяє одержати якісне зварне з’єднання без попереднього підігріву, це у свою чергу приводить до пороутворювання металу шва. Значне розбризкування при порушенні стабільності процесу зварювання погіршує товарний вид зварених з’єднань, вимагає додаткової технологічної операції по зачищенню. Метал шва забруднюється також неметалевими включеннями внаслідок поподання у зварювальну ванну частинок серцевини дроту що не розплавився. При порушенні вимог до підготовки крайок під зварювання, а також у процесі зварювання у метал шва переходить значна кількість кисню який через відсутність у достатній кількості розкислення зварювальної вани приводить до утворювання тріщин в металі шва. Загальними суттєвими ознаками відомого складу порошкового дроту й того що заявляється є вміст у складі: плавикового шпату, кремнефтористого натрію, феромарганцю, феросиліцію, цирконію, феротитану, мідного порошку, а також застосування мідної оболонки. В основу корисної моделі поставлене завдання створення самозахисного порошкового дроту який би забезпечив, зниження пороутворювання шва, поліпшення фізико - механічних властивостей металу шва, а також зварювально - технологічних властивостей дроту в широких діапазонах режимів зварювання. Поставлене завдання досягається тим що, склад пресованого порошкового дроту додатково містить алюміній у вигляді крупки з суцільного дроту, а нікелевий порошок, кріоліт, і калій хлористий додаються до складу самозахисного порошкового дроту що є матеріалом для виготовлення крупки в мідної оболонці при наступному співвідношенні інших компонентів, вага %: Плавиковий шпат 1,2 Кремнефтористий натрій 1,5 Феромарганець 0,45 Феросиліцій 0,15 Цирконій 0,4 Феротитан 0,15 Нікелевий порошок 0,5 Мідний порошок 6,0 Кріоліт 1,0 Калій хлористий 1,2 Мідна оболонка решта Алюміній 8,0 Алюміній як активний розкислювач з одного боку, попереджає взаємодію водню й кисню у зварювальній ванні, і тим самим забезпечує одержання зварних швів без пор, з іншої сторони алюміній запобігає утворення в процесі кристалізації металу шва легкоплавкої евтектики типу Сu – Сu2О на границях зерен і тим самим сприяє підвищенню стійкості металу шва проти утворювання тріщин. Застосування алюмінію у вигляді крупки, що вводиться без посередньо на стадії виготовлення пресованого дроту дозволяє підвищити коефіцієнт його переходу в наплавлений метал, рівень модифікування, що позитивно впливає на властивості зварювального шва, а також підвищує механічні властивості пресованого порошкового дроту. Стійкість до тріщіноутворювання зварного шва також може бути підвищена шляхом легування алюмінієм разом з феросплавами (FeMn, FeSi), Крім того, ці компоненти виконують роль модифікаторів, так як являються додатковими центрами кристалізації, які сприяють подрібненню первинного зерна й тим самим поліпшують механічні властивості металу шва. Збільшення металевої частини шихти поліпшує стабільність процесу зварювання в більш широких діапазонах режимів, забезпечує гарне формування шва. Застосування нікелю в шихті порошкового дроту забезпечує скорочення інтервалу кристалізації та зменшення пористості метала зварного шва, крім того він, забезпечує дрібнокрапельний перенос розплавленого металу і поліпшує формування наплавленого металу. Нікель також зменшує розчинність алюмінію в сплавах на мідній основі при зниженні температури, тому необхідно обмежувати зміст нікелю в складі порошкового дроту. Введення до складу шихти калію хлористого дозволяє розчинити окисли, що утворюються, алюмінієм й тим самим зменшити утворювання пор у металі шва. Кріоліт, що є легкоплавким і низкогігроскопічним компонентом має низьку щільність, добре змочує поверхню наплавленого метала й характеризується малою хімічною активністю до металу зварювальної ванни, сприяє розчиненню плівки оксиду алюмінію. Завдяки здатності взаємодіяти з парами води з утворюванням фтористого водню кріоліт знижує схильність метала шва до утворювання пор. Виготовлення пресованого порошкового дроту здійснювали згідно [3]. При цьому в контейнер для пресування разом з крупкою зі звичайного порошкового дроту з мідною оболонкою вводили крупку довжиною (0,8-1,0)*d із суцільного алюмінієвого дроту діаметром (d) 3мм. Застосування мідної оболонки М1 дозволяє підвищити теплопровідність, електропровідність і корозійну стійкість металу зварного шва. Виготовленим пресованим порошковим дротом діаметром 5мм зварювали пластини з міді розмірам 10*150*300мм. Режим зварювання: зварювальний струм 350-420А напруга 30-32В, швидкість зварювання 17м/г. Зварювання виконували в автоматичному режимі на постійному струмі зворотної полярності. Пропонований порошковий дріт забезпечує високі зварювально - технологічні властивості, мінімальне розбризкування наплавленого металу, гарне формування зварного шва. Результати випробувань зведені в таблицю 1. Таблиця 1 Результати випробувань Вміст дифузійного Коефіцієнт наплавлення Втрати на водню в Склад Діаметр дроту, мм a н , гр/А*ч розбризкування, % наплавленому металі [Н2]диф, див3/100гр 13-16 Запропонований 5 10-11 2,1 15 11-13 Прототип [2] 3 16-17 2,82 12 Примітка: у чисельнику таблиці наведені границі зміни параметра, а в знаменнику середнє значення 4 вимірів Джерело інформації: 1. Авторське посвідчення СРСР №490608, кл В 23 ДО 35/36, 1973. 2. Авторське посвідчення СРСР №812487 кл В 23 ДО 35/36,1979. 3. Патент України на корисну модель 14131 від 15.05.2005.
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition of pressed powder wire for welding of copper
Автори англійськоюHryn' Oleksandr Hryhorovych, Svyrydov Oleksandr Volodymyrovych
Назва патенту російськоюСостав прессованной порошковой проволоки для сварки меди
Автори російськоюГринь Александр Григорьевич, Свиридов Александр Владимирович
МПК / Мітки
МПК: B23K 35/40
Мітки: порошкового, міді, пресованого, дроту, склад, зварювання
Код посилання
<a href="https://ua.patents.su/2-32130-sklad-presovanogo-poroshkovogo-drotu-dlya-zvaryuvannya-midi.html" target="_blank" rel="follow" title="База патентів України">Склад пресованого порошкового дроту для зварювання міді</a>
Склад порошкового дроту для зварювання міді
Номер патенту: 32073
Опубліковано: 12.05.2008
Автори: Свиридов Олександр Володимирович, Івасенко Микола Миколайович, Гринь Олександр Григорович
МПК: B23K 35/365, B23K 35/40
Мітки: склад, дроту, порошкового, зварювання, міді
Формула / Реферат:
Склад порошкового дроту для зварювання міді, що складається з мідної оболонки й шихти, що містить плавиковий шпат, кремнефтористий натрій, феросиліцій, феромарганець, цирконій, графіт, мідний порошок, який відрізняється тим, що шихта додатково містить магній фтористий, порошок алюмінію, бор, феротитан при наступному співвідношенні компонентів, ваг. %: плавиковий шпат 12,0 кремнефтористий...
Склад порошкового дроту
Номер патенту: 19854
Опубліковано: 15.01.2007
Автори: Гавриш Павло Анатолійович, Кассов Валерій Дмитрович, Сєров Ігор Васильович
МПК: B23K 35/30
Мітки: порошкового, склад, дроту
Формула / Реферат:
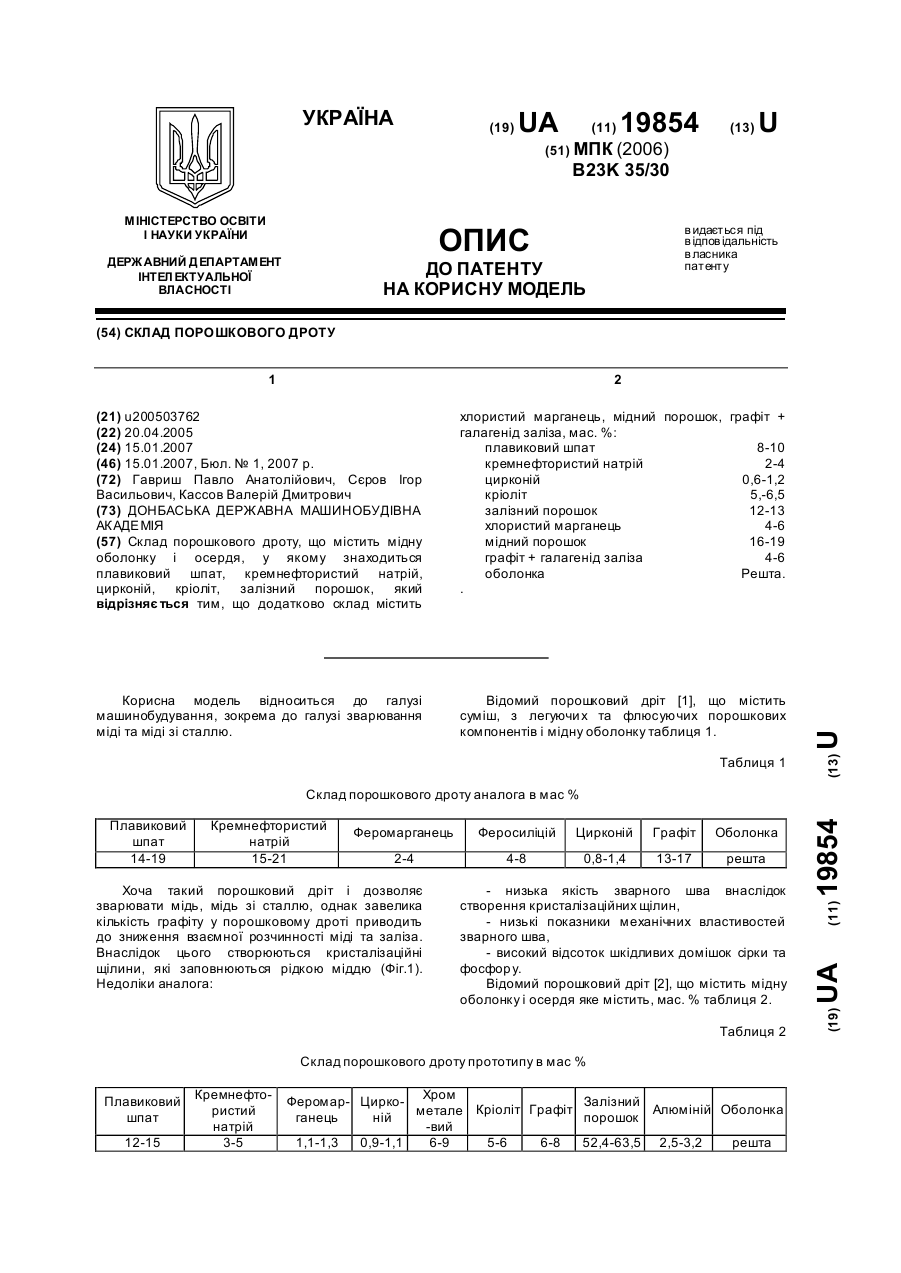
Склад порошкового дроту, що містить мідну оболонку і осердя, у якому знаходиться плавиковий шпат, кремнефтористий натрій, цирконій, кріоліт, залізний порошок, який відрізняється тим, що додатково склад містить хлористий марганець, мідний порошок, графіт + галагенід заліза, мас. %:плавиковий шпат 8-10 кремнефтористий натрій 2-4 цирконій ...
Склад порошкового дроту для дугового зварювання з примусовим формуванням шва
Номер патенту: 7767
Опубліковано: 26.12.1995
Автори: Походня Ігор Костянтинович, Кутовий Андрій Миколайович, Орлов Леонід Миколайович, Стародубцев Леонід Васильович, Шлепаков Валерій Миколайович
МПК: B23K 35/368
Мітки: формуванням, примусовим, зварювання, склад, шва, дроту, порошкового, дугового
Формула / Реферат:
Состав порошковой проволоки для дуговой сварки с принудительным формированием шва, состоящий из малоуглеродистой стали оболочки и порошкообразной шихты, содержащей плавиковый шпат, глинозем, кремнефтористый натрий, рутиловый концентрат, ферромарганец, ферросилиций, железный порошок, отличающийся тем, что, с целью повышения механических свойств и качества сварного шва, шихта дополнительно содержит доломит, полевой шпат, калий-натриевую...
Склад порошкового дроту
Номер патенту: 71039
Опубліковано: 15.11.2004
Автори: Шлепаков Валерій Миколайович, Наумейко Сергій Михайлович, Походня Ігор Костянтинович
МПК: B23K 35/36, B23K 35/22
Мітки: порошкового, дроту, склад
Формула / Реферат:
Склад порошкового дроту, що містить оболонку із маловуглецевої сталі і порошкоподібну шихту, яка містить фторид барію, фторид літію, двоокис кременю, оксид кальцію, гематит, алюміній, магній, марганець, який відрізняється тим, що порошкоподібна шихта містить флюс сухої грануляції, карбонат літію, марганець, нікель, і комплексні лігатури - алюмомагній, алюмокальцій, фероалюмоцирконій при наступному співвідношенні компонентів, мас. %: ...
Шихта порошкового дроту для механізованого зварювання у вуглекислому газі
Номер патенту: 49651
Опубліковано: 16.09.2002
Автори: Микитенко Олександр Михайлович, Санько-Новик Андрій Анатолійович, Алімов Анатолій Миколайович
МПК: B23K 35/368
Мітки: порошкового, механізованого, газі, дроту, шихта, зварювання, вуглекислому
Формула / Реферат:
1. Шихта порошкового дроту для механізованого зварювання у вуглекислому газі, що містить діоксид титану, діоксид кремнію, оксид натрію, оксид калію, фторид кальцію, феросиліцій, яка відрізняється тим, що додатково містить титанат калію та комплексну лігатуру титан-силіціум-алюміній-залізо при наступному співвідношенні компонентів, мас.% : діоксид титану 40 - 71 діоксид кремнію ...
Попередній патент: Фреза торцева зі ступінчастою схемою різання
Наступний патент: Спосіб біологічної активації рідини
Випадковий патент: Магнітометр для контролю малих змін магнітного поля