Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу


Формула / Реферат
Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, а обробку здійснюють двошаровим електродом-інструментом, причому торцеву поверхню внутрішнього шару виконують еквідистантною поверхні виробу, в той же час як торцеву робочу поверхню зовнішнього шару – еквідистантною поверхні заготовки, а шар виготовляють із матеріалу, що має низьку електроерозійну стійкість, який відрізняється тим, що в процесі обробки робочу рідину разом з продуктами ерозії видаляють із торцевого міжелектродного зазору крізь канал в електроді-інструменті, який розташований так, що принаймні в початковій та кінцевій фазах обробки гідравлічний опір течії робочої рідини в міжелектродному зазорі симетричний відносно даного каналу або наближається до симетрії. Спосіб за п. 1, який відрізняється тим, що обробку здійснюють багатоканальним електродом-інструментом з подачею робочої рідини в торцевий зазор крізь щілини в електроді-інструменті, які розділяють канали та утворюють зони прокачування (гідродинамічні модулі), причому кожна зона має зовнішній замкнутий контур нагнітання рідини в торцевий зазор (бічний міжелектродний зазор та щілини) та внутрішній замкнутий контур видалення рідини з торцевого зазору (канал в електроді-інструменті).
Текст
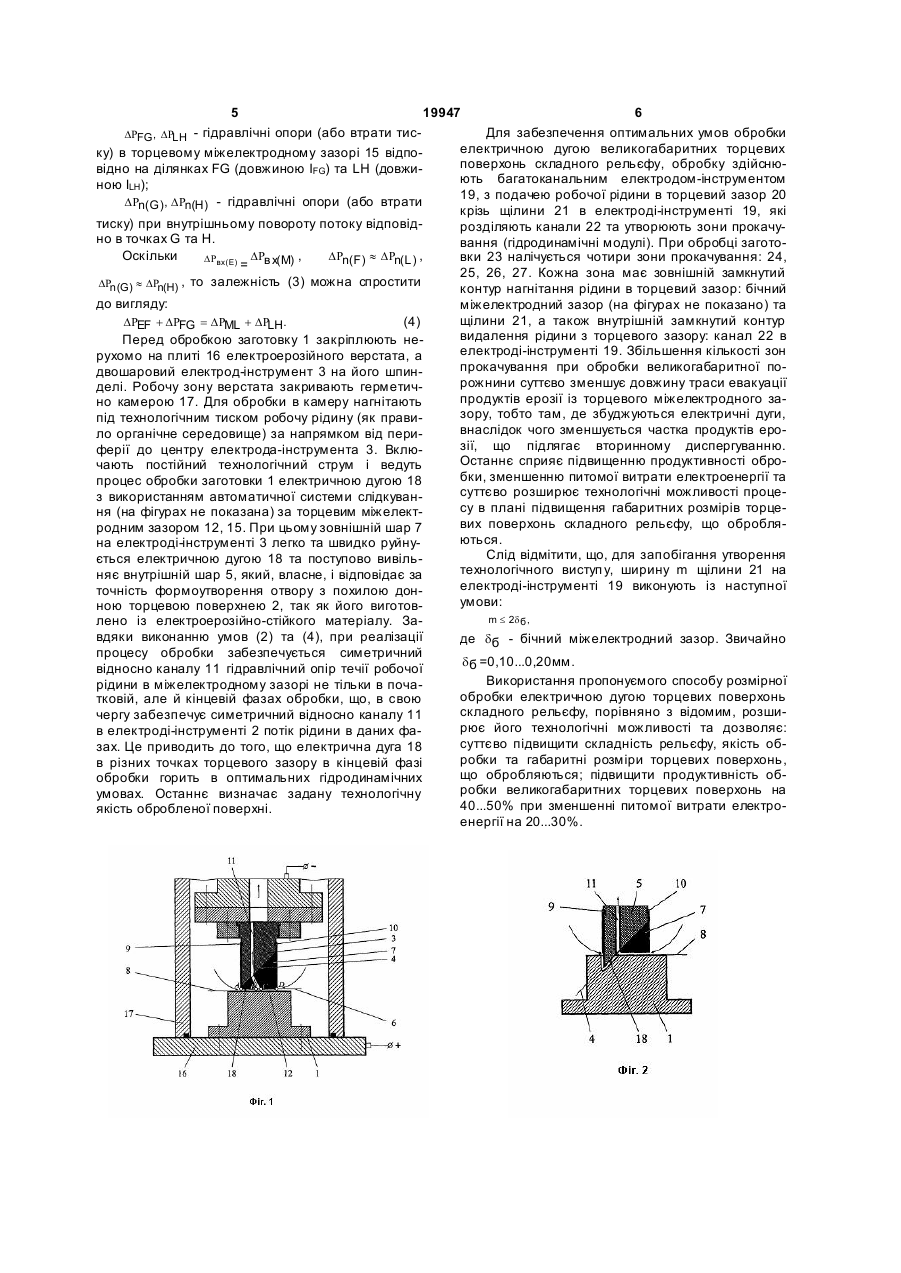
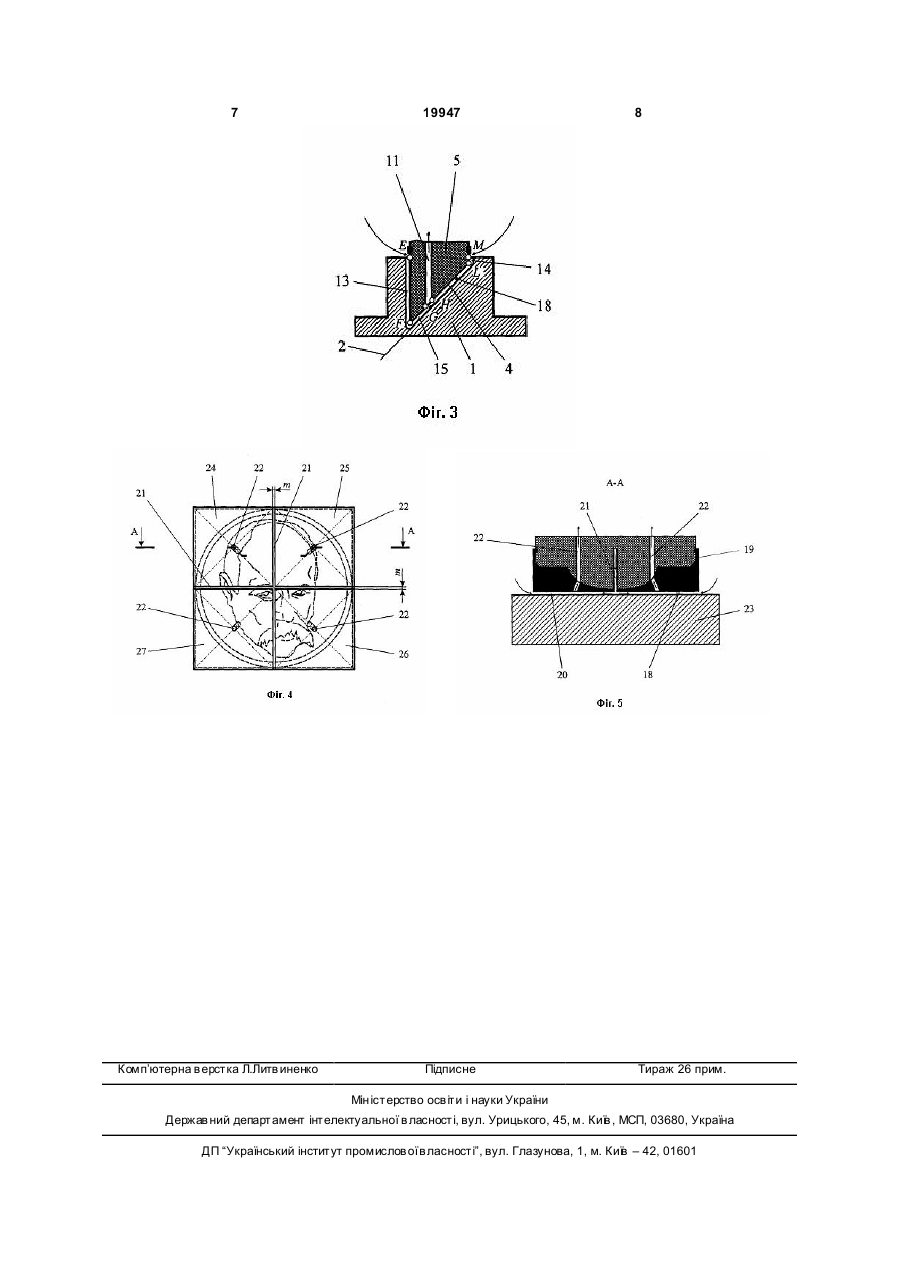
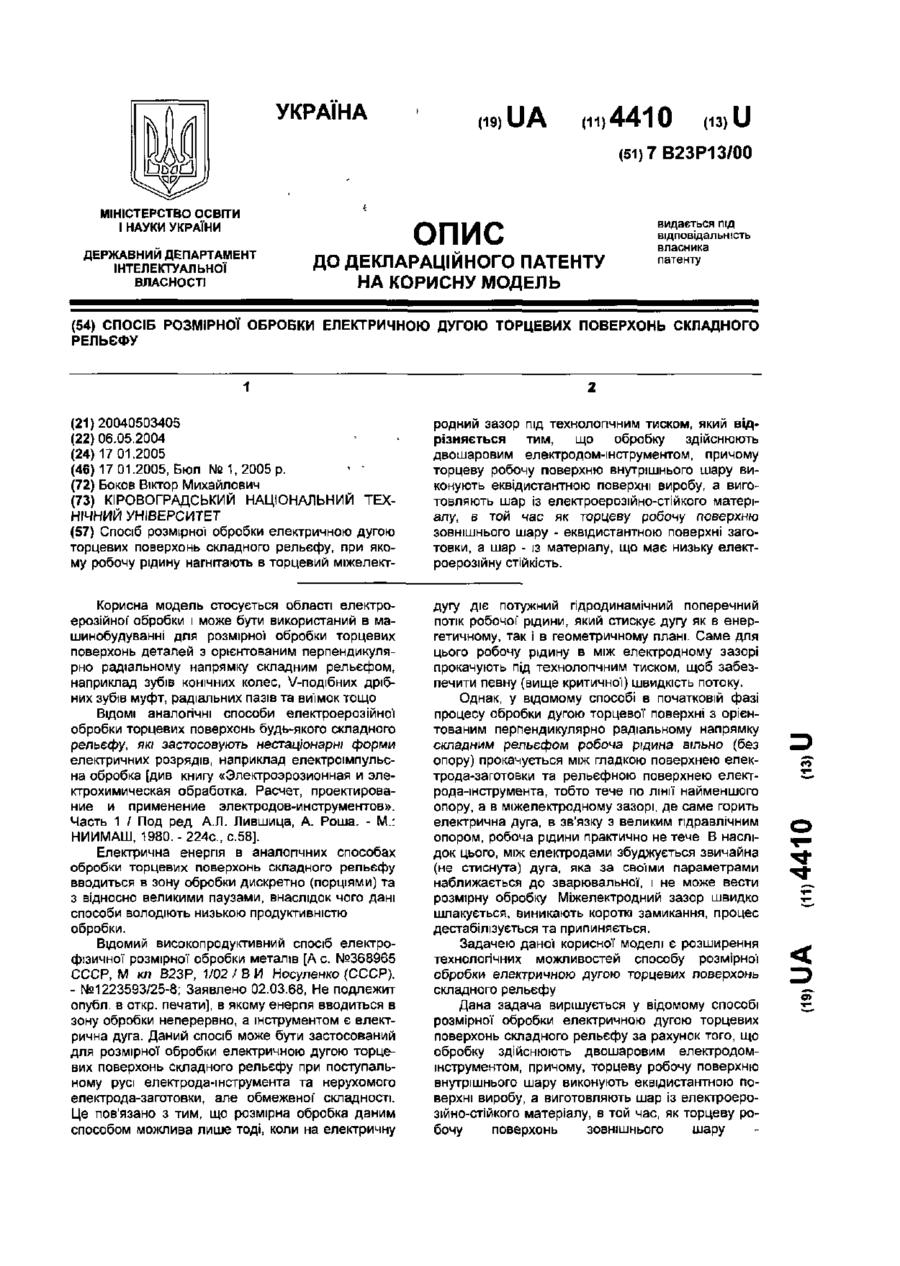
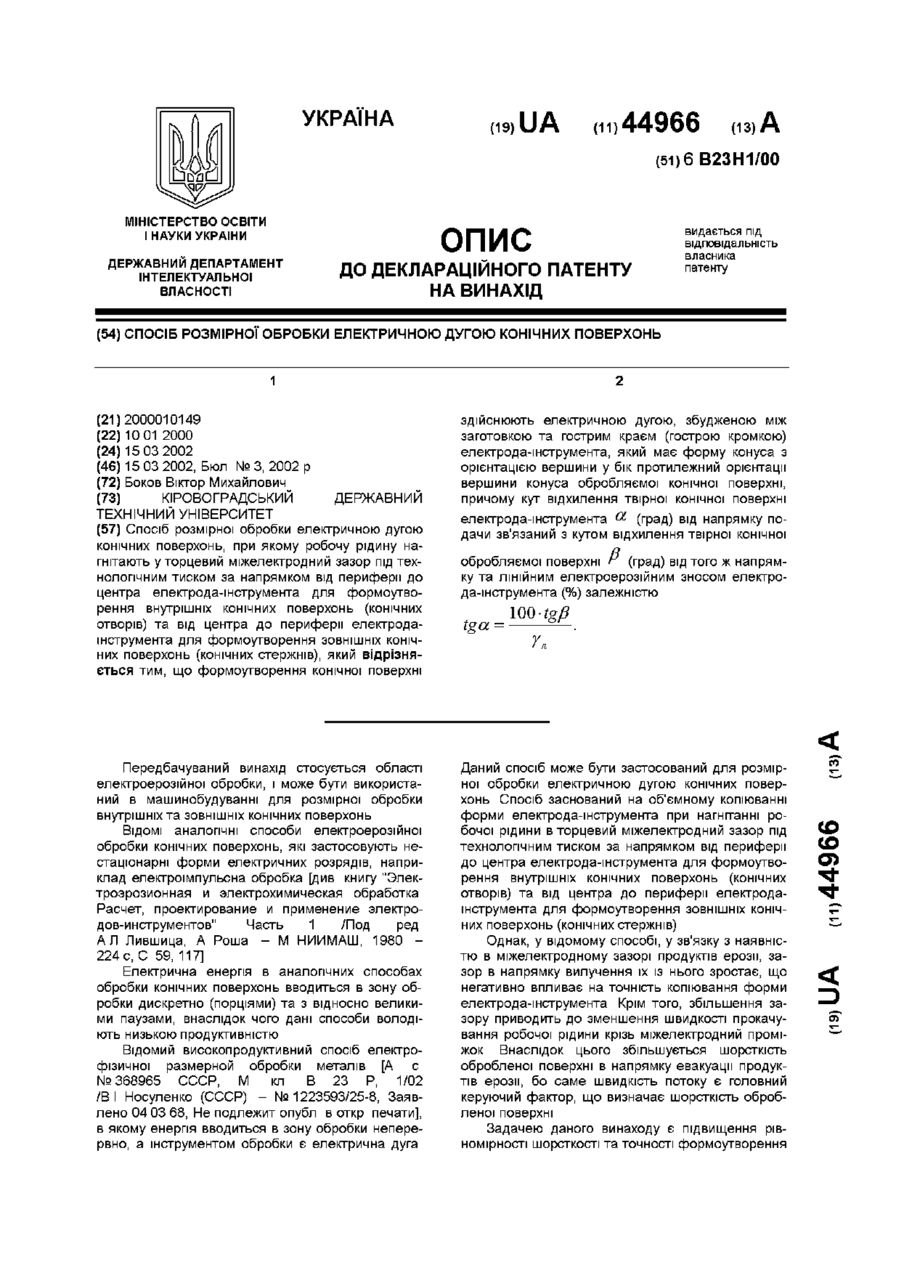
1. Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, а обробку здійснюють двошаровим електродомінструментом, причому торцеву поверхню внутрішнього шару виконують еквідистантною поверхні виробу, в той же час як торцеву робочу поверхню зовнішнього шару – еквідистантною поверхні заготовки, а шар виготовляють із матеріалу, що має низьку електроерозійну стійкість, який відрізняється тим, що в процесі обробки робочу рідину 3 19947 4 швидко руйнується електричною дугою та посту(бічний міжелектродний зазор та щілини) та внутпово вивільняє внутрішній шар, який власне і відрішній замкнутий контур видалення рідини з торповідає за точність формоутворення поверхні цевого зазору (канал в електроді-інструменті). складного рельєфу, так як його виготовлено із На приведених фігура х зображено початкова електроерозійно-стійкого матеріалу. Протягом (Фіг.1), проміжна (Фіг.2) та кінцева (Фіг.3) фази всього процесу обробки торцевий міжелектродний реалізації способу за п.1, що пропонується, на зазор підтримується постійним, що забезпечує прикладі обробки круглого отвору з похилим дном, стабільний гідродинамічний режим обробки, а ота також вид на великогабаритну торцеву поверхню же, стабільні (оптимальні) енергетичні та геометбагатоканального електрода-інструмента (Фіг.4) ричні параметри електричної дуги, які залежать і для обробки порожнини прес-форми складного визначаються рівнем швидкістю потоку в торцеворельєфу, та початкова фаза реалізації способу за му зазорі. п.2 (Фіг.5), що відповідає перерізу А-А. Однак, у відомому способі обробки з підвиРозмірну обробку отвору з похилим дном в защенням складності рельєфу торцевої поверхні готовці 1, як торцевої поверхні 2 складного рельє(наприклад, при обробці глухи х отворів з значно фу, здійснюють двошаровим електродомпохилим дном) гідродинамічні умови процесу в інструментом 3, який виконано за наступною техпочатковій та кінцевій фазах обробки значно відрінологією. Торцеву робочу поверхню 4 внутрішньозняються. Так, в початковій фазі обробки гідравліго шару 5 виконують еквідистантно поверхні 2 почний опір течії робочої рідини в торцевому зазорі хилого дна отвору в заготовці 1. Внутрішній шар 5 як правило симетричний відносно каналу в електвиготовляють із електроерозійно-стійкого матеріароді-інструменті, в той же час в кінцевій фазі облу, наприклад із вуглеграфітового матеріалу марки робки - значно несиметричний. Це приводить до МПГ-7. Торцеву робочу поверхню 6 зовнішнього того, що електрична дуга в різних точках торцевошару 7 виконують еквідистантно поверхні 8 загого зазору в кінцевій фазі обробки горить в різних товки 1. Зовнішній шар 7 виготовляють із матеріагідродинамічних умовах, що визначає різну якість лу, який володіє низькою електроерозійною стійкіобробленої поверхні. Більш того, коли різниця у стю, наприклад із сплаву Byда, свинцю тощо. швидкостях потоку вийде за критичну межу, проЗакріплення зовнішнього шару 7 відносно внутріцес обробки дестабілізується та може зовсім зупишнього 5 здійснюється шляхом занурення твердонитися. Крім того, відомий спосіб не забезпечує го внутрішнього шару 5 в рідкий розплав із матеріобробку великогабаритних торцевих поверхонь алу зовнішнього шару до проточок 9, 10 з складного рельєфу, так як із підвищенням розміру подальшим його охолодженням. Канал 11 в електповерхні підвищується довжина траси евакуації роді-інструменті 3 розташований так, що принаймпродуктів ерозії із торцевого зазору, інтенсифікуні в початковій та кінцевій фазах обробки, гідравється вторинне диспергування продуктів ерозії, лічний опір течії робочої рідини в міжелектродному продуктивність суттєво падає, а процес затухає. зазорі симетричний відносно даного каналу, що Задачею даної корисної моделі є розширення досягається умовами: технологічних можливостей способу розмірної - для початкової фази: обробки електричною дугою торцевих поверхонь DRвх (А ) + DRAB + DRn (B ) = DRвх (D ) + DRCD + DRn(C ), (1) складного рельєфу. де DR вх( А ) , DRвх( D) - гідравлічні опори (або втрати Дана задача вирішується у відомому способі тиску) на вході потоку в торцевий міжелектродний розмірної обробки електричною дугою торцевих зазор 12 відповідно в точках А та D; поверхонь складного рельєфу за рахунок того, що DR AB , DRCD - гідравлічні опори (або втрати тисв процесі обробки робоча рідина разом з продуктами ерозії видаляється із торцевого міжелектроку) в торцевому міжелектродному зазорі 12 відподного зазору крізь канал в електроді-інструменті, відно на ділянках АВ (довжиною IAB) та CD (довжиякий розташований так, що принаймні в початковій ною ІCD), та кінцевій фазах обробки, гідравлічний опір течії DRn(B) , DRn(C ) - гідравлічні опори (або втрати робочої рідини в міжелектродному зазорі симетритиску) при внутрішньому повороту потоку відповідчний відносно даного каналу або наближається до но в точках В та С. симетрії. Крім того, обробку здійснюють багатокаАле оскільки DRвх( А ) = DRвх (D) , а DRn( B ) » DRn( C) - то нальним електродом-інструментом, з подачею залежність (1) набуде вигляду: робочої рідини в торцевий зазор крізь щілини в електроді-інструменті, які розділяють канали та (2) DRAB = DRCD ; утворюють зони прокачування (гідродинамічні мо- для кінцевої фази: дулі), причому кожна зона має зовнішній замкнутий контур нагнітання рідини в торцевий зазор DRвх (E ) + DREF + DRn(F ) + DRFG + DRn (G ) = DRвх (M) + DRML + DRn (L ) + DRLH + DRn(H) , (3) де DRв х(E) DRв х( M) - гідравлічні опори (або , втрати тиску) на вході потоку в бічні міжелектродні зазори 13,14 відповідно в точках Е та М; DREF, DRML - гідравлічні опори (або втрати тиску) в бічних міжелектродних зазорах 13, 14 відпо відно на ділянках EF (довжиною ІEF) та ML (довжиною ІML); DRn (F) , DRn( L ) - гідравлічні опори (або втрати тиску) при зовнішньому повороту потоку відповідно в точках F та L; 5 19947 DRFG, DRLH - гідравлічні опори (або втрати тис ку) в торцевому міжелектродному зазорі 15 відповідно на ділянках FG (довжиною ІFG) та LH (довжиною ІLH); DRn(G ), DRn(H) - гідравлічні опори (або втрати тиску) при внутрішньому повороту потоку відповідно в точках G та Н. Оскільки DRn(F) » DRn(L ) , DRвх( E) DRвх( M) , = DRn (G) » DRn(H) , то залежність (3) можна спростити до вигляду: DREF + DRFG = DRML + DRLH. (4) Перед обробкою заготовку 1 закріплюють нерухомо на плиті 16 електроерозійного верстата, а двошаровий електрод-інструмент 3 на його шпинделі. Робочу зону верстата закривають герметично камерою 17. Для обробки в камеру нагнітають під технологічним тиском робочу рідину (як правило органічне середовище) за напрямком від периферії до центру електрода-інструмента 3. Включають постійний технологічний струм і ведуть процес обробки заготовки 1 електричною дугою 18 з використанням автоматичної системи слідкування (на фігурах не показана) за торцевим міжелектродним зазором 12, 15. При цьому зовнішній шар 7 на електроді-інструменті 3 легко та швидко руйнується електричною дугою 18 та поступово вивільняє внутрішній шар 5, який, власне, і відповідає за точність формоутворення отвору з похилою донною торцевою поверхнею 2, так як його виготовлено із електроерозійно-стійкого матеріалу. Завдяки виконанню умов (2) та (4), при реалізації процесу обробки забезпечується симетричний відносно каналу 11 гідравлічний опір течії робочої рідини в міжелектродному зазорі не тільки в початковій, але й кінцевій фазах обробки, що, в свою чергу забезпечує симетричний відносно каналу 11 в електроді-інструменті 2 потік рідини в даних фазах. Це приводить до того, що електрична дуга 18 в різних точках торцевого зазору в кінцевій фазі обробки горить в оптимальних гідродинамічних умовах. Останнє визначає задану технологічну якість обробленої поверхні. 6 Для забезпечення оптимальних умов обробки електричною дугою великогабаритних торцевих поверхонь складного рельєфу, обробку здійснюють багатоканальним електродом-інструментом 19, з подачею робочої рідини в торцевий зазор 20 крізь щілини 21 в електроді-інструменті 19, які розділяють канали 22 та утворюють зони прокачування (гідродинамічні модулі). При обробці заготовки 23 налічується чотири зони прокачування: 24, 25, 26, 27. Кожна зона має зовнішній замкнутий контур нагнітання рідини в торцевий зазор: бічний міжелектродний зазор (на фігурах не показано) та щілини 21, а також внутрішній замкнутий контур видалення рідини з торцевого зазору: канал 22 в електроді-інструменті 19. Збільшення кількості зон прокачування при обробки великогабаритної порожнини суттєво зменшує довжину траси евакуації продуктів ерозії із торцевого міжелектродного зазору, тобто там, де збуджуються електричні дуги, внаслідок чого зменшується частка продуктів ерозії, що підлягає вторинному диспергуванню. Останнє сприяє підвищенню продуктивності обробки, зменшенню питомої витрати електроенергії та суттєво розширює технологічні можливості процесу в плані підвищення габаритних розмірів торцевих поверхонь складного рельєфу, що обробляються. Слід відмітити, що, для запобігання утворення технологічного виступ у, ширину m щілини 21 на електроді-інструменті 19 виконують із наступної умови: m £ 2dб , де dб - бічний міжелектродний зазор. Звичайно dб =0,10...0,20мм. Використання пропонуємого способу розмірної обробки електричною дугою торцевих поверхонь складного рельєфу, порівняно з відомим, розширює його технологічні можливості та дозволяє: суттєво підвищити складність рельєфу, якість обробки та габаритні розміри торцевих поверхонь, що обробляються; підвищити продуктивність обробки великогабаритних торцевих поверхонь на 40...50% при зменшенні питомої витрати електроенергії на 20...30%. 7 Комп’ютерна в ерстка Л.Литв иненко 19947 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dimensional machining by electric arc of butt end of complex relief
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ размерной обработки электрической дугой торцевых поверхностей сложного рельефа
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23P 13/00
Мітки: спосіб, електричною, рельєфу, поверхонь, дугою, торцевих, розмірної, складного, обробки
Код посилання
<a href="https://ua.patents.su/4-19947-sposib-rozmirno-obrobki-elektrichnoyu-dugoyu-torcevikh-poverkhon-skladnogo-relehfu.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу</a>
Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу
Номер патенту: 4410
Опубліковано: 17.01.2005
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: спосіб, обробки, торцевих, рельєфу, поверхонь, розмірної, дугою, складного, електричною
Формула / Реферат:
Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють двошаровим електродом-інструментом, причому торцеву робочу поверхню внутрішнього шару виконують еквідистантною поверхні виробу, а виготовляють шар із електроерозійно-стійкого матеріалу, в той час як торцеву робочу поверхню...
Спосіб розмірної обробки електричною дугою конічних поверхонь
Номер патенту: 44966
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: спосіб, розмірної, конічних, електричною, дугою, поверхонь, обробки
Формула / Реферат:
Спосіб розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електрода-інструмента для формоутворення зовнішніх конічних поверхонь (конічних стержнів), який відрізняється тим, що формоутворення...
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною
Номер патенту: 52085
Опубліковано: 16.12.2002
Автори: Боков Віктор Михайлович, Шмельов Віталій Миколайович, Мельник Тетяна Олександрівна
МПК: B23P 6/00, B22D 19/00
Мітки: розмірної, спосіб, твірною, електричною, криволінійною, дугою, обертання, обробки, тіл, поверхонь
Формула / Реферат:
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною, що передбачає нагнітання робочої рідини у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх поверхонь - фасонних наскрізних отворів та від центра до периферії електрода-інструмента для формоутворення зовнішніх поверхонь - фасонних стержнів, який відрізняється...
Спосіб поверхневої розмірної обробки електричною дугою
Номер патенту: 44974
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: поверхневої, дугою, обробки, електричною, спосіб, розмірної
Формула / Реферат:
Спосіб поверхневої розмірної обробки електричною дугою з прокачуванням робочої рідини під технологічний тиском крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при постійній швидкості потоку в торцевому міжелектродному зазорі шляхом застосування плоскопаралельного бічного режиму прокачування.
Спосіб розмірної обробки електричною дугою групи стержнів із монолітної заготовки
Номер патенту: 19498
Опубліковано: 25.12.1997
Автор: Боков Віктор Михайлович
Мітки: дугою, електричною, розмірної, стержнів, групи, обробки, монолітної, спосіб, заготовки
Формула / Реферат:
Спосіб розмірної обробки електричною дугою групи стержнів Із монолітної заготовки, при якому робоче середовище нагнітають у торцевий міжелектродний зазор під тиском крізь отвори в електроді-інструменті, а вилучають Із нього крізь його периферійну частину, який відрізняється тим, що робоче середовище додатково вилучають із торцевого зазора крізь технологічні щільові канали між суміжними стержнями на заготовці, або крізь технологічні щільові...
Попередній патент: Візок рейкового транспортного засобу
Наступний патент: Замок бронедверей
Випадковий патент: Токарний верстат