Спосіб високошвидкісного формування текстильних пакувань із заданими параметрами
Номер патенту: 32178
Опубліковано: 12.05.2008
Автори: Прохорова Ірина Анатоліївна, Домбровська Анастасія Геннадіївна
Формула / Реферат
Спосіб високошвидкісного формування текстильних пакувань з заданими параметрами, що включає подачу нитки на ниткорозкладач, малоінерційне розкладання її нитководієм, що обертають і переміщують при безперешкодному русі нитки на відрізку розкладки від вічка нитководія до поверхні пакування уздовж і перпендикулярно осі обертання нитководія в площині діаметрального перерізу пакування, що паралельна зубчастій рейці, по заданих законах при поступальному русі пакування уздовж осі його обертання в площині, паралельній площині обертання нитководія, перпендикулярній зубчастій рейці, який відрізняється тим, що в процесі малоінерційного розкладання регулюють співвідношення кутових швидкостей нитководія та пакування.
Текст
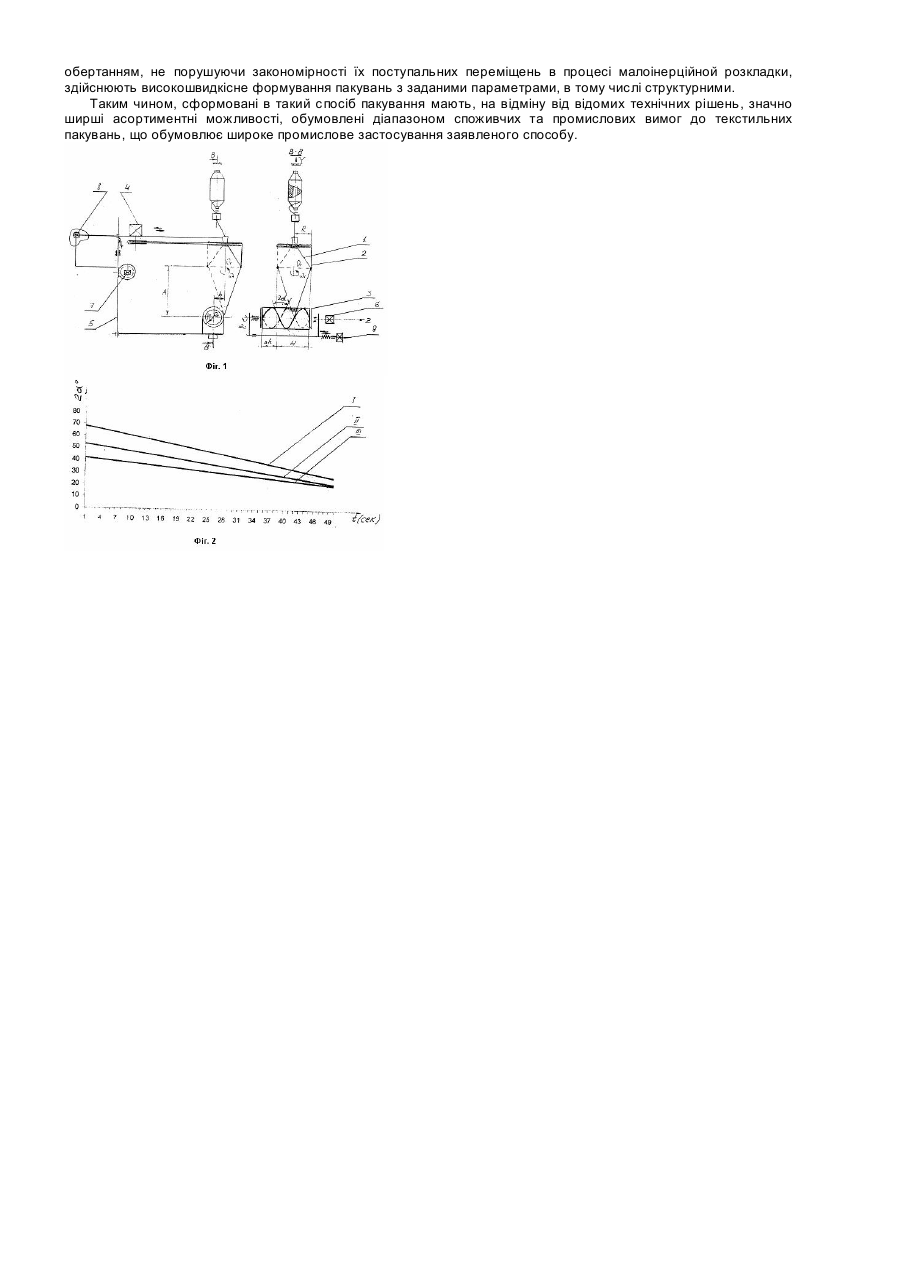
Корисна модель відноситься до текстильної та легкої промисловості, зокрема до способів формування пакувань в процесі високошвидкісного перемотування нитковидного текстильного матеріалу на мотальних механізмах з круговим переміщенням нитководія для малоінерпійної розкладки нитки на поверхню пакувань. Відомий спосіб високошвидкісного намотування нитки на пакування [UA 18501 U МПК В65Н54/28], що включає подачу нитки з постійною швидкістю, малоінерційне розкладання її на поверхні пакування нитководієм, що рівномірно обертають, і переміщують вздовж і перпендикулярно осі його обертання в площині діаметрального перетину пакування, яка паралельна зубчатій рейці, по якій переміщують кронштейн ниткорозкладувача по заданим законам, забезпечуючи безперешкодний рух нитки від вічка нитководія до точки на поверхні намотування. При цьому, пакуванню, що формують, задають поступальний рух уздовж осі його обертання в площині паралельній площині обертання нитководія і перпендикулярній зубчатій рейці. Таку малоінерційну розкладку здійснюють при умовах: w r:w c=const, при w r=const, та w e=const, де: w r - кутова швидкість нитководія, а w e - кутова швидкість пакування, що формують. При такому намотуванні нитки на поверхню пакування при зміні напрямку точки повороту витка нитки розташовуються не по колу радіуса пакування (rі), а з безперервним зсувом на величину Dh уздовж осі пакування забезпечує постійне нарощування висоти її пакування. Це дозволяє збільшувати об'єм пакування до заданого значення, незалежно від величини радіусу обертання кривошипу нитководія (R) з максимальним зчепленням між витками, забезпечуючи стійкість шарів намотування. Це забезпечує високошвидкісне формування пакувань заданої форми та об'єму зі стійкими характеристиками. Однак, якщо розглядати кожне із таких пакувань в діаметральному розтині, то Їх структура незалежно від форми та об'єму стала і характерна для пакувань, одержаних традиційним способом. Це обмежує асортиментні можливості текстильних пакувань. В основу дійсної корисної моделі поставлена задача створення високошвидкісного формування текстильних пакувань з заданими параметрами, технологічні особливості якого забезпечили б можливість розширення їх асортименту. Це досягається тим, що в способі високошвидкісного формування текстильних пакувань з заданими параметрами, що включає подачу нитки на ниткороскладувач, малоінерційну розкладку її нитководієм, що обертають і переміщують при безперешкодному русі нитки на відрізку розкладки від вічка нитководія до точки на поверхні пакування уздовж і перпендикулярно осі обертання нитководія в площині діаметрального перетину пакування, яка паралельна зубчатій рейці, по заданим законам при поступальному русі пакування уздовж осі його обертання в площині паралельній площині обертання нитководія і перпендикулярній зубчатій рейці, в процесі малоінерційної розкладки регулюють співвідношення кутових швидкостей нитководія та пакування. На відміну від прототипу, технологічні особливості якого забезпечують високошвидкісне формування текстильних пакувань заданого об'єму різноманітних форм зі стійкими характеристиками намотування, що визначається сталою структурою, згідно корисної моделі регулювання співвідношенням кутових швидкостей нитководія та пакування в процесі малоінерційної розкладки створює умови формування пакувань з заданими структурними параметрами, оскільки стає регульований кут схрещування витків завдяки можливості кінематичного впливу на нього. Реалізація пропонованого способу формування пакувань можлива на високошвидкісному малоінерційному мотальному механізмі з круговим переміщенням нитководія, в якому нитководій та пакування, що формують, встановлені на відстані і мають індивідуальні приводи. На Фіг.1 представлена кінематична схема такого пристрою, що ілюструє виконання способу. Для забезпечення високошвидкісного формування текстильних пакувань в даний спосіб нитці 1 задають безперешкодне регульоване переміщення на ділянці розкладки, яке здійснюють завдяки тому, що нитководій 2 та пакування 3 одержують від індивідуальних приводів регульовані переміщення, а саме: - регульований приводом 4 обертовий (з кутовою швидкістю (w r) рух вічка нитководія 2 з радіусом R навколо осі його обертання (OrY) в площині перпендикулярній площині діаметрального перетину пакування 3, (яка паралельна зубчатій рейці 5); та регульований приводом 6 обертовий (з кутовою швидкістю w e) рух пакування 3 радіуса р і навколо осі обертання пакування (OeZ); - при поступальних переміщеннях по заданим законам центру (Or) нитководія 2, які задають приводами 7, 8, уздовж та перпендикулярно осі обертання (OrY) нитководія 2 в площині діаметрального перетину пакування 3 по осі обертання (OrY); та поступальному переміщенні, яке одержує від приводу 9 по заданому закону пакування 3 уздовж осі його обертання (OeZ) в площині паралельній площині обертання нитководія 2 і паралельній зубчатій рейці 5. В результаті цих переміщень забезпечується малоінерційна розкладка нитки на поверхню пакування з заданими параметрами, оскільки поряд з можливістю забезпечення збільшення висоти намотування до заданої величини, незалежно від радіусу R, пакувань, що формують, заданої форми з рівномірним натягом нитки у циклі розкладки, який забезпечує її стійкі характеристики, є можливість одержання, наприклад, заданої структури завдяки можливості регулювання щільності пакування. Це досягають впливом на кут схрещування (2a) зміною кутових швидкостей (w r та w e), що не перешкоджає закономірній зміні міжосевої відстані (А), величини зсуву нитководія (b) та зсуву пакування (Dh), бо це забезпечується наявністю індивідуальних приводів, що задають вище вказані переміщення нитководію та пакуванню. Експериментальні дослідження, результати яких показані на графіках І - w r:w e=1:2, II - w r:w e=1:3, III - w r:w e=1:4 (Фіг.2), доказують суттєвий вплив кінематичних параметрів (w r:w e¹const) на величину схрещування витків (2a), що впливає на технологічні параметри пакування. Наприклад, при підвищенні кутової швидкості обертання пакування (w e) в 2, 3, 4 рази в порівнянні з кутовою швидкістю нитководія (w r=const) кут схрещування витків (2a) зменшується в середньому від 55° до 30° (графіки І, II, III). А так, як відомо, що щільність намотування обратно пропорційна куту схрещування витків, то при його зменшенні щільність збільшується в протилежній залежності. Отже, завдяки можливості регулювання обертання нитководія та пакування на мотальних механізмах з круговим переміщенням нитководія регулюють співвідношення їх кутових швидкостей в процесі малоінерційной розкладки, що дає змогу здійснювати регулювання параметрів пакування, на які впливає кут схрещування. Регулюючи співвідношення кутових швидкостей нитководія та пакування, що забезпечується їх закономірним обертанням, не порушуючи закономірності їх поступальних переміщень в процесі малоінерційной розкладки, здійснюють високошвидкісне формування пакувань з заданими параметрами, в тому числі структурними. Таким чином, сформовані в такий спосіб пакування мають, на відміну від відомих технічних рішень, значно ширші асортиментні можливості, обумовлені діапазоном споживчих та промислових вимог до текстильних пакувань, що обумовлює широке промислове застосування заявленого способу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of high-speed formation of textile packages with set-up parameters
Автори англійськоюProkhorova Iryna Anatoliivna, Dombrovska Anastasia Hennadiivna
Назва патенту російськоюСпособ высокоскоростного формирования текстильных упаковок с заданными параметрами
Автори російськоюПрохорова Ирина Анатольевна, Домбровская Анастасия Геннадиевна
МПК / Мітки
МПК: B65H 54/28
Мітки: параметрами, текстильних, високошвидкісного, пакувань, формування, заданими, спосіб
Код посилання
<a href="https://ua.patents.su/2-32178-sposib-visokoshvidkisnogo-formuvannya-tekstilnikh-pakuvan-iz-zadanimi-parametrami.html" target="_blank" rel="follow" title="База патентів України">Спосіб високошвидкісного формування текстильних пакувань із заданими параметрами</a>
Спосіб високошвидкісного намотування нитки на пакування
Номер патенту: 18501
Опубліковано: 15.11.2006
Автори: Жук Оксана Сергіївна, Прохорова Ірина Анатоліївна
МПК: B65H 54/28
Мітки: спосіб, пакування, нитки, намотування, високошвидкісного
Формула / Реферат:
Спосіб високошвидкісного намотування нитки на пакування, що включає подачу нитки з постійною швидкістю, малоінерційне розкладання на пакування нитководієм, який рівномірно обертають і переміщують уздовж і перпендикулярно осі його обертання при безперешкодному русі нитки на відрізку розкладки від вічка нитководія до поверхні намотування за заданим законом, який відрізняється тим, що намотування нитки на пакування проводять диференційним...
Спосіб високошвидкісного перемотування нитки
Номер патенту: 51555
Опубліковано: 15.11.2002
Автори: Якубицька Ірина Анатоліївна, Домбровський Андрій Генадійович
МПК: B65H 54/28
Мітки: спосіб, нитки, перемотування, високошвидкісного
Формула / Реферат:
Спосіб високошвидкісного перемотування нитки, який включає подачу нитки з постійною швидкістю, малоінерційну розкладку на пакування нитководієм, що рівномірно обертають і переміщують уздовж осі його обертання при безперешкодному русі нитки на відрізку розкладки від вічка нитководія до поверхні пакування, який відрізняється тим, що на відрізку розкладки нитці задають рівномірний натяг переміщенням нитководія зі зміщенням його перпендикулярно...
Спосіб рідинної обробки текстильних пакувань
Номер патенту: 62444
Опубліковано: 15.12.2003
Автори: Сарібеков Георгій Савич, Бардачов Юрій Миколайович, Сис Вячеслав Борисович
МПК: D06M 10/00, D06B 5/00
Мітки: спосіб, пакувань, рідинної, текстильних, обробки
Формула / Реферат:
1. Спосіб рідинної обробки текстильних пакувань шляхом попереднього вакуумування, нагрівання і створення примусової циркуляції обробного розчину в радіальному напрямку тіла пакування, який відрізняється тим, що додатково здійснюють магнітну обробку пакування й обробного розчину шляхом прикладання змінного магнітного поля в напрямку полюсів по нормалі до твірних зовнішньої і внутрішньої поверхонь пакування й обертанням однієї чи більш зон...
Пристрій для малоінерційної розкладки нитки на конічний патрон

Номер патенту: 5549
Опубліковано: 15.03.2005
Автори: Тіманов Тімур Вікторович, Домбровський Андрій Генадійович, Прохорова Ірина Анатоліївна, Домбровська Людмила Антонівна
МПК: B65H 54/28
Мітки: малоінерційної, розкладки, нитки, пристрій, патрон, конічний
Формула / Реферат:
1. Пристрій для малоінерційної розкладки нитки на конічний патрон, що містить засіб для переміщення нитководія, який складається з шківа, що рівномірно обертається, і містить ниткопровідну лійку, прикріплений до нього нитководій, і жорстко закріплений на кронштейні, встановленому на зубцюватій рейці з можливістю переміщення уздовж і перпендикулярно її осі, який відрізняється тим, що кронштейн встановлений з можливістю нахилу щодо осі...
Спосіб малоінерційної розкладки нитки на пакування біконусної форми

Номер патенту: 52389
Опубліковано: 16.12.2002
Автори: Рязанова Олена Юріївна, Якубицька Ірина Анатоліївна
МПК: D01D 7/00, B65H 54/28
Мітки: спосіб, біконусної, пакування, малоінерційної, розкладки, нитки, форми
Формула / Реферат:
Спосіб малоінерційної розкладки нитки на пакування біконусної форми шляхом подачі нитки з постійною швидкістю і розкладки її нитководієм механізму розкладки, який відрізняється тим, що розкладку здійснюють нитководієм, що рівномірно обертають, при цьому довжину розкладки регулюють переміщенням його уздовж осі обертання на етапі заробітки основи пакування в інтервалі від А = 0,335 м до А = 0,140 м, а на етапі формування конічних торців в...
Попередній патент: Склад для надання гідратцелюлозним матеріалам малозминальних властивостей
Наступний патент: Пристрій для визначення параметрів механічної коливальної системи
Випадковий патент: Спосіб лікування хворих на генералізований пародонтит