Спосіб нагріву зливків в нагрівальних колодязях
Номер патенту: 3365
Опубліковано: 27.12.1994
Автори: Лозова Валентина Андрійовна, Галех Віктор Петрович, Ротару Іон Теодорович, Заіменко Леонід Данилович, Тільга Степан Сергійович, Петрічук Валентин Дмитрович, Курський Вадим Сергійович

Формула / Реферат
Способ нагрева слитков в нагревательных колодцах перед прокаткой, включающий посадку слитков, нагрев их до заданной температуры, выдержку при этой температуре и выдачу, а при сигнале о задержке выдачи слитков снижение расхода топлива на нагрев, отличающийся тем, что при поступлении сигнала о задержке выдачи слитков в прокатку уменьшают теплоту сгорания топлива на любом этапе нагрева в соответствии с соотношением:
Онр - теплота сгорания топлива при поступлении сигнала о задержке выдачи слитков в прокатку:
- время задержки.
Текст
Изобретение относится к области металлургии, преимущественно черной металлургии, и может быть использовано при нагреве металла в камерных печах с последующей его выдачей в прокатку. Известен способ нагрева слитков в нагревательных колодцах перед прокаткой, при котором, в случае поступления сигнала о задержке выдачи слитков, снижение расхода топлива производят на любом этапе нагрева до величины, определяемой по формуле, учитывающей длительность задержки, без изменения теплотворной способности топлива и продолжают нагрев до достижения заданной температуры с последующей выдержкой. Недостаток этого способа заключается в неравномерности нагрева садки в объеме ячейки, которая связана с уменьшением длины рабочей части факела (при уменьшении расхода газа), что особенно ощутимо в колодцах с отоплением одной верхней горелкой, например, при отношении длины рабочей камеры ячейки к ее ширине, более 2,5 - это приводит к удлинению периода выдержки при заданной температуре перед выдачей металла в прокатку. Кроме того, регулирование температуры нагрева садки, при задержке выдачи слитков, путем изменения расхода топлива и в первом и во втором способе не исключает локальное оплавление слитков со стороны факела. Задачей настоящего изобретения является изменение способа нагрева слитков в нагревательных колодцах перед прокаткой путем изменения расхода топливной смеси в процессе нагрева, что позволит обеспечить равномерность нагрева слитков и уменьшить их угар, то есть повысить выход годного и уменьшить расход компонента топлива с высокой теплотворной способностью. Поставленная задача решается тем, что способ нагрева слитков в нагревательных колодцах перед прокаткой, включающий посад слитков, нагрев их до заданной температуры, выдержку при этой температуре и выдачу, а при сигнале о задержке выдачи слитков - снижение расхода топлива на нагрев, согласно изобретению при поступлении сигнала о задержке выдачи слитков в прокатку уменьшают теплоту сгорания топлива на любом Q н р = 1989,8 + 3,324t - 4,35х10 -3 t 2 + -6 3 1/ 2 этапе в соответствии с соотношением: + 3,74х10 t - 98,2t , где Qнр - теплота сгорания топлива, t - время задержки; 1989,8; 3,324; 4,35x10-3; при поступлении сигнала о задержке выдачи слитков в прокатку; 3,7x10-6; 98,2 - свободный член и коэффициенты, зависящие от исходной величины теплоты сгорания топлива (1700 ккал/м 3). Слитки, поступающие из стрипперного отделения, "садят" в нагревательные колодцы, где их греют до заданной температуры при расходах топлива, изменяющихся от максимального, в период подъема температуры, до минимального, обеспечивающего покрытие тепловых потерь колодца, при поступлении сигнала о задержке. При поступлении сигнала о задержке выдачи слитков в прокатку, на любом этапе нагрева, снижают теплотворную способность топлива, подаваемого на отопление колодцев, путем уменьшения содержания компонента топлива с высокой теплотворной способностью (в данном случае природного газа в природнодоменной смеси) на газосмесительной станции, имеющейся в линии отделения нагревательных колодцев. При этом теплотворную способность топлива устанавливают в зависимости от времени задержки выдачи слитков в прокатку по формуле. описываемой полиномом; , где Qнр - задаваемая величина теплоты сгорания топлива, при поступлении сигнала о задержке выдачи слитков в прокатку; t - время задержки; а0, а1, а2, а3, а4 - свободный член и коэффициенты, зависящие от исходной величины теплоты сгорания топлива. В предлагаемом решении свободный член и коэффициенты - 1989,8, 3,324, 4,35x10-3, 3,74x10-6 и 98,2 соответственно, были получены при обработке экспериментальных данных, методом градиентного спуска, и соответствуют исходной величине теплоты сгорания топлива равной 1700 ккал/м 3. Пример осуществления способа. Слитки горячего посада с температурой поверхности tпов = 850°C и эквивалентным радиусом R = 0,48 м греют в нагревательных колодцах. После посада всех 12-ти слитков в ячейку закрывают крышку и подают максимальный расход топлива. Теплотворная способность топлива, согласно инструкции, Онр = 1700 ккал/м 3 и время нагрева по инструкции составляет для рядовой марки стали Тн = 6 часов. С такой теплотворной способностью топлива садку греют, например, в течение 40 минут. Через 40 минут с начала нагрева садки, поступает команда о задержке выдачи металла в прокатку на 1 час ( t = 1 час). В связи с этим согласно формулы, полученной при обработке усредненных экспериментальных данных, представленных в таблице, уменьшают теплотворную способность топлива до 1428 ккал/м 3. Для получения такой теплотворной способности топлива старший нагревальщик подает команду со своего поста на смесительную станцию, где автомат отрабатывает соотношение топливных компонентов на заданную теплотворность топлива. Одновременно от автомата соотношения топливных компонентов со смесительной станции поступает команда на тепловой щит колодцев к регуляторам соотношения "топливо-воздух" и приводит их в режим, соответствующий заданной теплотворной способности топлива. С установленной, в соответствии с временем задержки, теплотворной способностью слитки нагревают в течение планируемого времени задержки. При поступлении команды "отбой задержки" теплотворную способность топлива восстанавливают, и нагрев ведут в соответствии с инструкцией до достижения контрольной температуры выдачи металла в прокатку 1300°С. Дальнейший нагрев металла, т.е. выдержку на томление", осуществляют при постоянной температуре 1300°С, в соответствии с инструкцией. Предлагаемый способ нагрева металла, по сравнению с уже известными, обеспечивает следующие преимущества: а) при поступлении сигнала задержки, позволяет уменьшить угар и сэкономить дефицитный и дорогостоящий природный газ; б) получить качественный нагрев слитка, исключив его локальное оплавление.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heating of ingots in soaker
Автори англійськоюLozova Valentyna Andriivna, Tilha Stepan Serhiiovych, Zaimenko Leonid Danylovych, Halekh Viktor Petrovych, Rotary Ion Teodorovych, Kurskyi Vadym Serhiovych, Petrichuk Valentyn Dmytrovych
Назва патенту російськоюСпособ нагрева слитков в нагревательных колодцах
Автори російськоюЛозовая Валентина Андреевна, Тильга Степан Сергеевич, Заименко Леонид Данилович, Галех Виктор Петрович, Ротару Ион Теодорович, Курский Вадим Сергеевич, Петричук Валентин Дмитриевич
МПК / Мітки
МПК: C21B 7/16
Мітки: нагріву, нагрівальних, спосіб, колодязях, зливків
Код посилання
<a href="https://ua.patents.su/2-3365-sposib-nagrivu-zlivkiv-v-nagrivalnikh-kolodyazyakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб нагріву зливків в нагрівальних колодязях</a>
Спосіб опалювання регенеративних нагрівальних колодязів
Номер патенту: 1860
Опубліковано: 20.12.1994
Автори: Сапов Володимир Федорович, Свінолобов Микола Петрович, Кияшко Микола Антонович, Калініченко Юрій Миколайович, Проценко Юрій Юрійович, Чуприкова Валентина Григорьєвна, Міронов Євген Костянтинович
МПК: C21D 9/70
Мітки: регенеративних, колодязів, опалювання, нагрівальних, спосіб
Формула / Реферат:
Способ отопления регенеративных нагревательных колодцев, включающий непрерывную регулируемую в период томления подачу низкотеплотворного газа и периодическую подачу высокотеп-лотворного газа, отличающийся тем, что, с целью увеличения производительности и снижения расхода топлива и угара металла, при достижении заданной температуры тепловую мощность снижают со скоростью (8—10) • 106 кДж/ч в течение 0.135-0,20 периода томления за счет...
Спосіб нагрівання зливків рейкової сталі
Номер патенту: 3887
Опубліковано: 27.12.1994
Автори: Левченко Микола Пилипович, Вісторовський Микола Трохимович, Тихонюк Леонід Сергійович, Ерин Роман Миколайович, Нестеров Дмитро Кузьмич, Карпенко Віталій Федорович, Христенко Іван Миколайович
МПК: C21D 9/70
Мітки: сталі, зливків, рейкової, нагрівання, спосіб
Формула / Реферат:
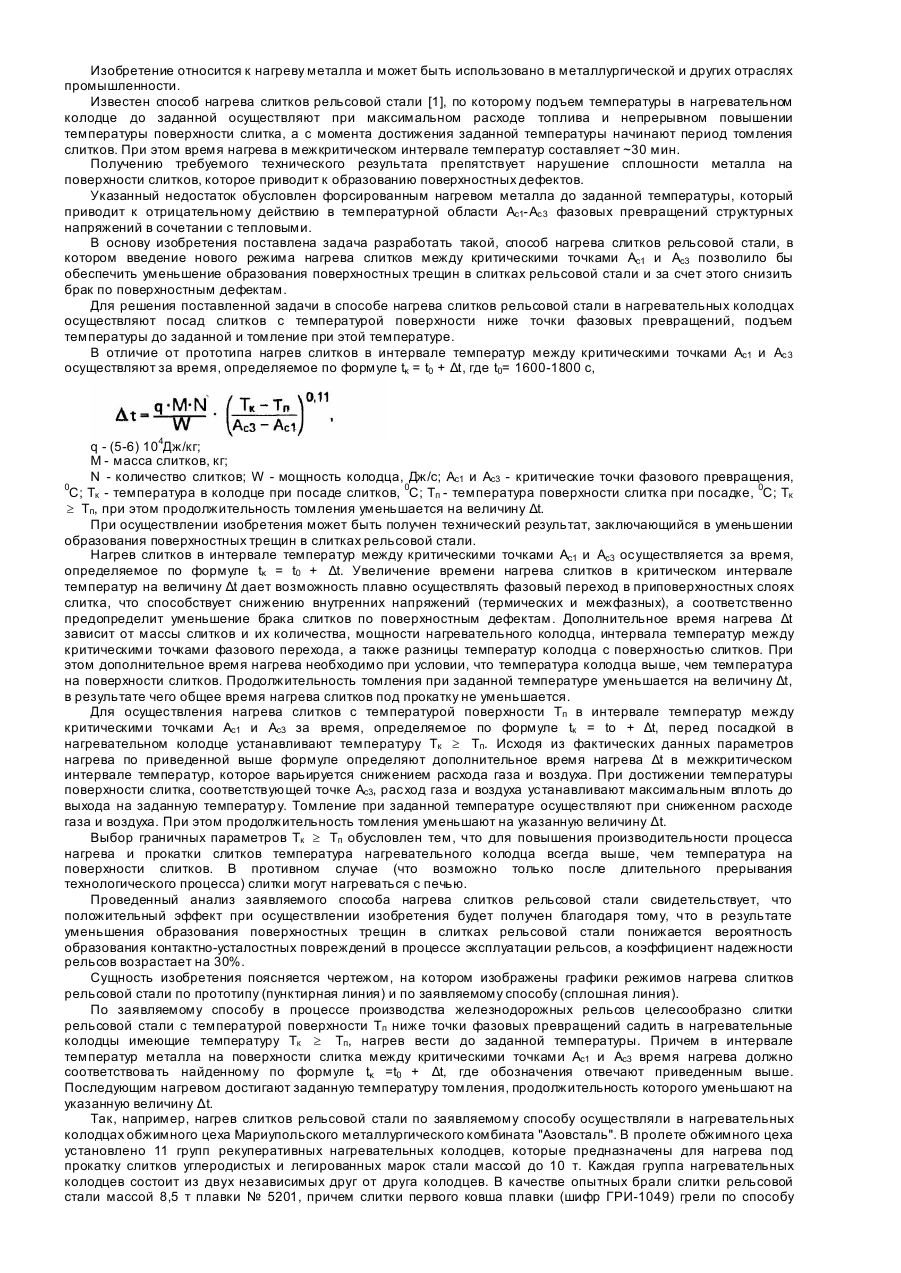
Способ нагрева слитков рельсовой стали, включающий посад слитков с температурой поверхности ниже Ас1 в нагревательный колодец, их нагрев до заданной температуры и томление, отличающийся тем, что нагрев в интервале Ас1 – Ас3 осуществляют в течение времени tк = t0 + Δt, где t0 = 1600-1800с.где q - (5-6) •104, Дж/кг;Μ - масса слитка, кг;Ν - количество слитков;W - мощность колодца, Дж/с;Тк...
Спосіб опалювання регенеративних нагрівальних колодязів
Номер патенту: 550
Опубліковано: 15.12.1993
Автори: Романчук Олександр Миколайович, Розанов Станіслав Миколайович, Міронов Євген Костянтинович, Пєтров Олександр Володимирович, Кияшко Микола Антонович, Кравченко Володимир Михайлович, Локтіонов Петро Якович
МПК: C21D 9/70
Мітки: колодязів, спосіб, опалювання, регенеративних, нагрівальних
Формула / Реферат:
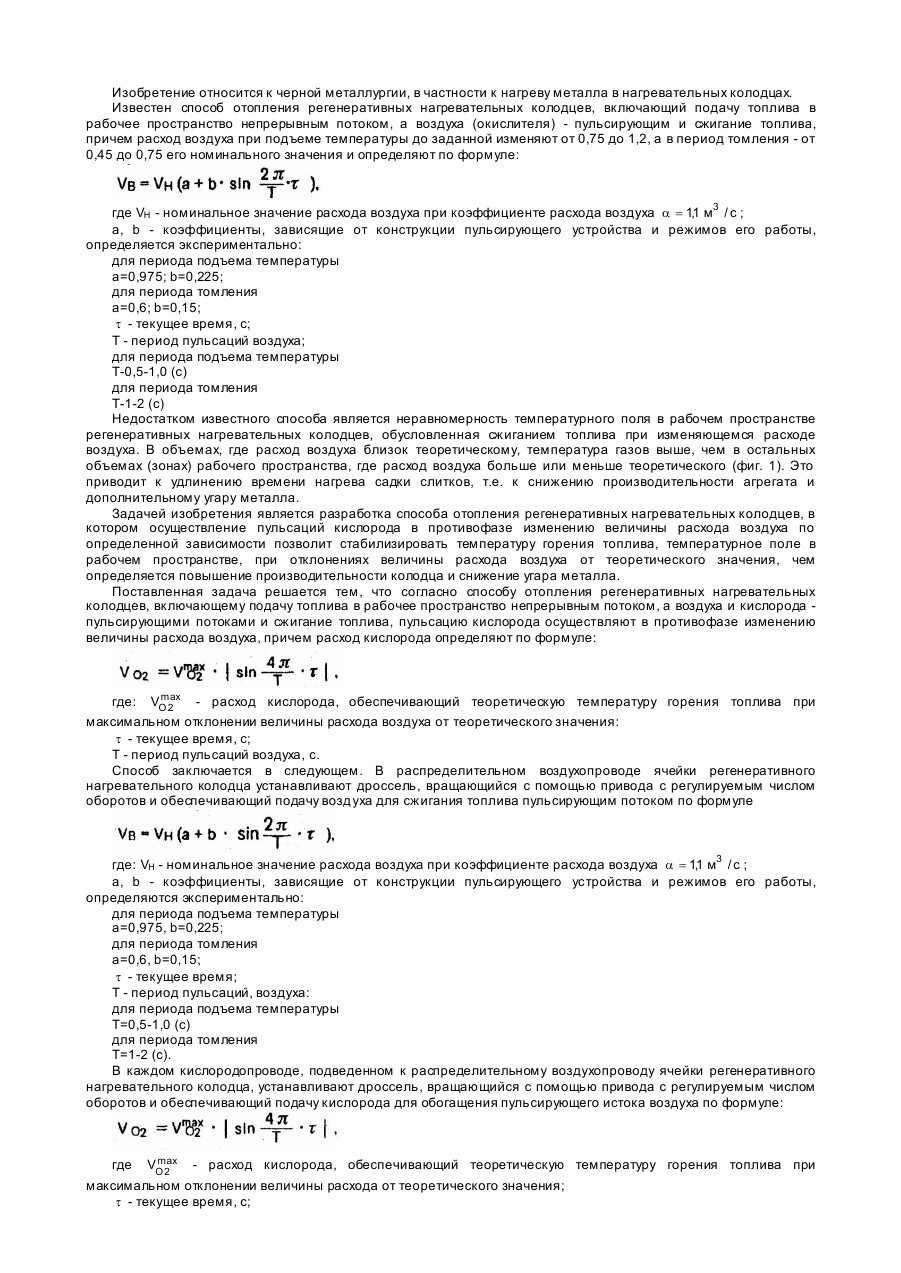
Способ отопления регенеративных нагревательных колодцев, включающий подачу топлива в рабочее пространство непрерывным потоком, а воздуха и кислорода - пульсирующими потокам, и сжигание топлива, отличающийся тем, что пульсацию кислорода осуществляют в противофазе изменению величины расхода воздуха, причем расход кислорода определяют по формуле:где - расход кислорода, обеспечивающий теоретическую температуру горения топлива при...
Спосіб визначення оптимальної температури нагріву під загартування титанових сплавів
Номер патенту: 1306
Опубліковано: 25.03.1994
Автори: Марковський Павло Євгенович, Гріднев Віталій Никифорович, Ошкадьоров Станіслав Петрович, Теруков Андрій Вікторович, Івасишин Орест Михайлович
МПК: C22F 1/18
Мітки: оптимальної, визначення, сплавів, титанових, загартування, нагріву, температури, спосіб
Формула / Реферат:
Способ определения оптимальной температуры нагрева под закалку титановых сплавов, включающий измерение температуры полиморфного превращения закаливаемого сплава и выбор тсмпературы закалки в зависимости от температуры полиморфного превращения и скорости нагрета, отличающийся тем, что, с целью повышения достоверности определения за счет уменьшения разброса свойств, дополнительно определяют сруктурный параметр а, равный средней толщине частин...
Спосіб агломерації магнетитових концентратів
Номер патенту: 1213
Опубліковано: 30.12.1993
Автори: Мартиненко Володимир Антонович, Куц Василь Сидорович, Зельцер Юхим Маркович, Серебряник Григорій Ісаакович, Єлисеєв Олександр Кузьмич
МПК: C22B 1/16
Мітки: спосіб, магнетитових, агломерації, концентратів
Формула / Реферат:
Способ агломерации магнетитовых концентратов, включающий нагрев шихты высокотемпературными продуктами сгорания газа, последующее зажигание, спекание и охлаждение при движении шихты на аглоленте, отличающийся тем, что, с целью повышения качества агломерата, экономии сырья и топлива, нагрев шихты перед зажиганием осуществляют в циклическом режиме, чередуя с подачей в слой атмосферного воздуха, причем нагрев состоит из 2-4 циклов...
Попередній патент: Вертикальна піч безперервного шарового коксування
Наступний патент: Спосіб окислення органічних сполук
Випадковий патент: Робочий орган розкидача органічних добрив із куч