Верстат для обточування кристалів
Формула / Реферат
Станок для обточки кристаллов, содержащий смонтированные на станке переднюю бабку со шпинделем, несущим плавающий патрон с оправкой, и заднюю бабку со шпинделем и оправкой, а также установленные на станине между бабками по обе стороны от оправок по вертикальной оси ложемент и шлифовальную головку с алмазным кругом, отличающийся тем, что шпиндели выполнены в виде электрошпинделей на газостатических подшипниках с синхронными электродвигателями и установлены соосно в передней и задней бабках.
Текст
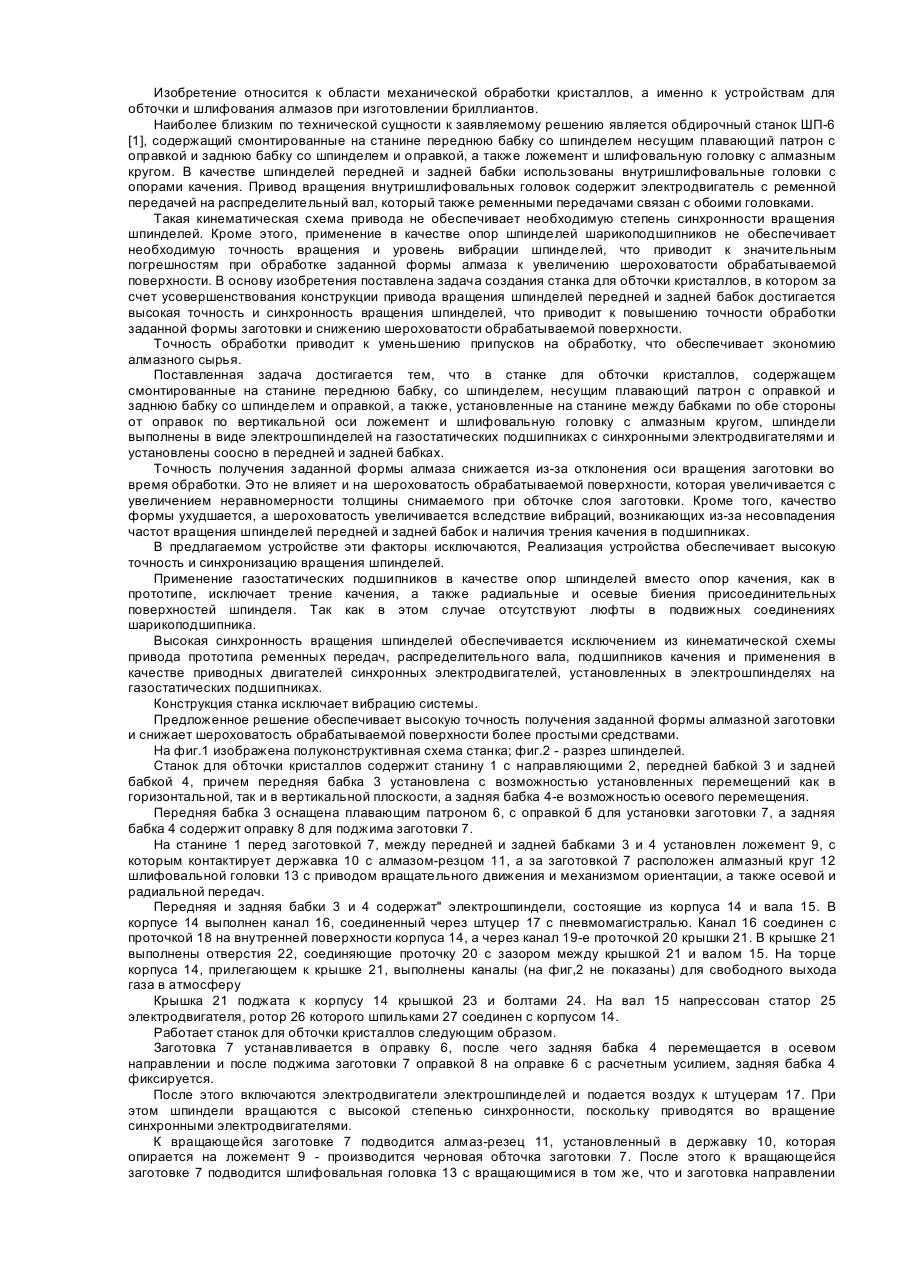
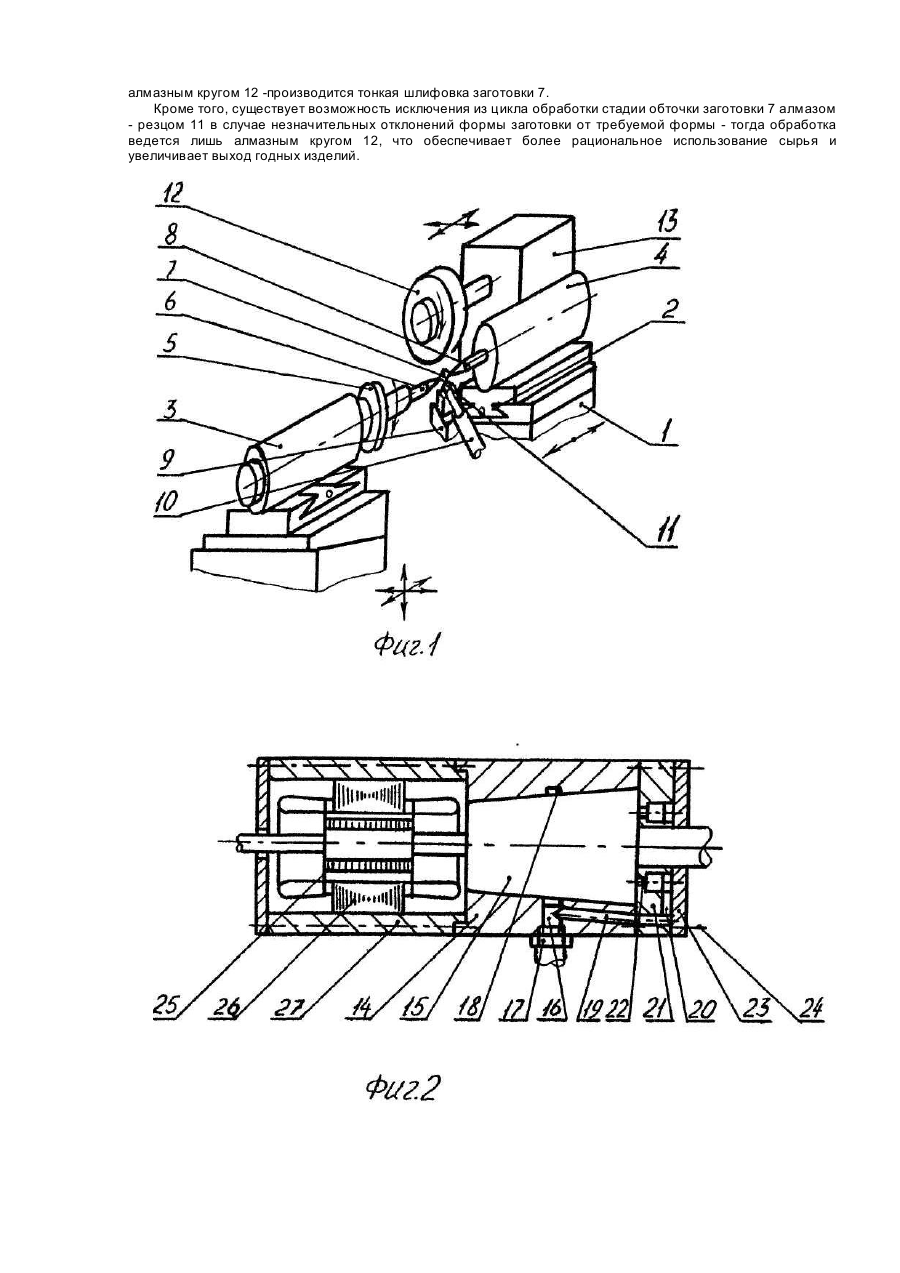
Изобретение относится к области механической обработки кристаллов, а именно к устройствам для обточки и шлифования алмазов при изготовлении бриллиантов. Наиболее близким по технической сущности к заявляемому решению является обдирочный станок ШП-6 [1], содержащий смонтированные на станине переднюю бабку со шпинделем несущим плавающий патрон с оправкой и заднюю бабку со шпинделем и оправкой, а также ложемент и шлифовальную головку с алмазным кругом. В качестве шпинделей передней и задней бабки использованы внутришлифовальные головки с опорами качения. Привод вращения внутришлифовальных головок содержит электродвигатель с ременной передачей на распределительный вал, который также ременными передачами связан с обоими головками. Такая кинематическая схема привода не обеспечивает необходимую степень синхронности вращения шпинделей. Кроме этого, применение в качестве опор шпинделей шарикоподшипников не обеспечивает необходимую точность вращения и уровень вибрации шпинделей, что приводит к значительным погрешностям при обработке заданной формы алмаза к увеличению шероховатости обрабатываемой поверхности. В основу изобретения поставлена задача создания станка для обточки кристаллов, в котором за счет усовершенствования конструкции привода вращения шпинделей передней и задней бабок достигается высокая точность и синхронность вращения шпинделей, что приводит к повышению точности обработки заданной формы заготовки и снижению шероховатости обрабатываемой поверхности. Точность обработки приводит к уменьшению припусков на обработку, что обеспечивает экономию алмазного сырья. Поставленная задача достигается тем, что в станке для обточки кристаллов, содержащем смонтированные на станине переднюю бабку, со шпинделем, несущим плавающий патрон с оправкой и заднюю бабку со шпинделем и оправкой, а также, установленные на станине между бабками по обе стороны от оправок по вертикальной оси ложемент и шлифовальную головку с алмазным кругом, шпиндели выполнены в виде электрошпинделей на газостатических подшипниках с синхронными электродвигателями и установлены соосно в передней и задней бабках. Точность получения заданной формы алмаза снижается из-за отклонения оси вращения заготовки во время обработки. Это не влияет и на шероховатость обрабатываемой поверхности, которая увеличивается с увеличением неравномерности толщины снимаемого при обточке слоя заготовки. Кроме того, качество формы ухудшается, а шероховатость увеличивается вследствие вибраций, возникающих из-за несовпадения частот вращения шпинделей передней и задней бабок и наличия трения качения в подшипниках. В предлагаемом устройстве эти факторы исключаются, Реализация устройства обеспечивает высокую точность и синхронизацию вращения шпинделей. Применение газостатических подшипников в качестве опор шпинделей вместо опор качения, как в прототипе, исключает трение качения, а также радиальные и осевые биения присоединительных поверхностей шпинделя. Так как в этом случае отсутствуют люфты в подвижных соединениях шарикоподшипника. Высокая синхронность вращения шпинделей обеспечивается исключением из кинематической схемы привода прототипа ременных передач, распределительного вала, подшипников качения и применения в качестве приводных двигателей синхронных электродвигателей, установленных в электрошпинделях на газостатических подшипниках. Конструкция станка исключает вибрацию системы. Предложенное решение обеспечивает высокую точность получения заданной формы алмазной заготовки и снижает шероховатость обрабатываемой поверхности более простыми средствами. На фиг.1 изображена полуконструктивная схема станка; фиг.2 - разрез шпинделей. Станок для обточки кристаллов содержит станину 1 с направляющими 2, передней бабкой 3 и задней бабкой 4, причем передняя бабка 3 установлена с возможностью установленных перемещений как в горизонтальной, так и в вертикальной плоскости, а задняя бабка 4-е возможностью осевого перемещения. Передняя бабка 3 оснащена плавающим патроном 6, с оправкой б для установки заготовки 7, а задняя бабка 4 содержит оправку 8 для поджима заготовки 7. На станине 1 перед заготовкой 7, между передней и задней бабками 3 и 4 установлен ложемент 9, с которым контактирует державка 10 с алмазом-резцом 11, а за заготовкой 7 расположен алмазный круг 12 шлифовальной головки 13 с приводом вращательного движения и механизмом ориентации, а также осевой и радиальной передач. Передняя и задняя бабки 3 и 4 содержат" электрошпиндели, состоящие из корпуса 14 и вала 15. В корпусе 14 выполнен канал 16, соединенный через штуцер 17 с пневмомагистралью. Канал 16 соединен с проточкой 18 на внутренней поверхности корпуса 14, а через канал 19-е проточкой 20 крышки 21. В крышке 21 выполнены отверстия 22, соединяющие проточку 20 с зазором между крышкой 21 и валом 15. На торце корпуса 14, прилегающем к крышке 21, выполнены каналы (на фиг,2 не показаны) для свободного выхода газа в атмосферу Крышка 21 поджата к корпусу 14 крышкой 23 и болтами 24. На вал 15 напрессован статор 25 электродвигателя, ротор 26 которого шпильками 27 соединен с корпусом 14. Работает станок для обточки кристаллов следующим образом. Заготовка 7 устанавливается в оправку 6, после чего задняя бабка 4 перемещается в осевом направлении и после поджима заготовки 7 оправкой 8 на оправке 6 с расчетным усилием, задняя бабка 4 фиксируется. После этого включаются электродвигатели электрошпинделей и подается воздух к штуцерам 17. При этом шпиндели вращаются с высокой степенью синхронности, поскольку приводятся во вращение синхронными электродвигателями. К вращающейся заготовке 7 подводится алмаз-резец 11, установленный в державку 10, которая опирается на ложемент 9 - производится черновая обточка заготовки 7. После этого к вращающейся заготовке 7 подводится шлифовальная головка 13 с вращающимися в том же, что и заготовка направлении алмазным кругом 12 -производится тонкая шлифовка заготовки 7. Кроме того, существует возможность исключения из цикла обработки стадии обточки заготовки 7 алмазом - резцом 11 в случае незначительных отклонений формы заготовки от требуемой формы - тогда обработка ведется лишь алмазным кругом 12, что обеспечивает более рациональное использование сырья и увеличивает выход годных изделий.
ДивитисяДодаткова інформація
Автори англійськоюDanilov Oleksandr Mykhailovych
Автори російськоюДанилов Александр Михайлович
МПК / Мітки
МПК: B28D 5/00
Мітки: верстат, обточування, кристалів
Код посилання
<a href="https://ua.patents.su/2-34-verstat-dlya-obtochuvannya-kristaliv.html" target="_blank" rel="follow" title="База патентів України">Верстат для обточування кристалів</a>
Верстат для шліфування шийок колінчатих валів
Номер патенту: 3782
Опубліковано: 27.12.1994
Автори: Дятел Микола Микитович, Синяговський Іван Іванович, Ральф Георгій Константинович, Снісаренко Іван Миколаєвич
МПК: B24B 5/00
Мітки: шийок, валів, колінчатих, шліфування, верстат
Формула / Реферат:
Станок для шлифования шеек коленчатых валов, содержащий переднюю и заднюю бабки, несущие патроны-центросместители для установки коленчатого вала и устройство для уравновешивания системы со смещенными относительно оси вращения грузами, отличающийся тем, что устройство для уравновешивания системы выполнено в виде двух комплектов уравновешивающих грузов, закрепленных на патронах-центросместителях соответственно передней и задней бабок, при...
Круглошліфувальний верстат
Номер патенту: 4011
Опубліковано: 27.12.1994
Автори: Французов Іван Титович, Зубко Валентин Миколаєвич, Орищенко Михайло Антонович, Петрик Борис Филатович, Баранов Станіслав Єгорович
МПК: B24B 5/00
Мітки: верстат, круглошлифувальний
Формула / Реферат:
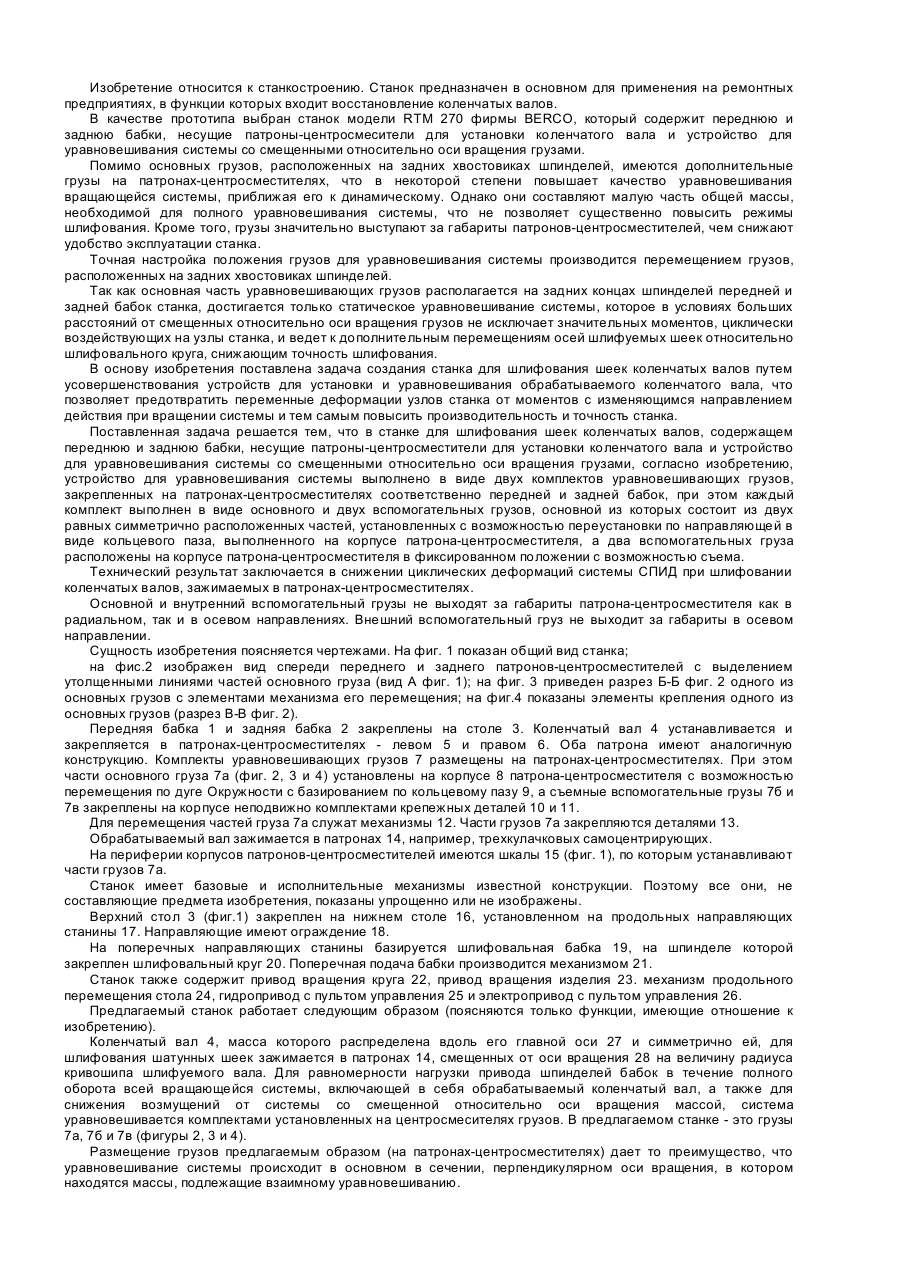
Круглошлифовальный станок, содержащий станину, подкладную плиту, закрепленную на ста-нине, с направляющими для перемещения шлифовальной бабки, нижний стол, смонтированный на продольных направляющих станины и несущий на себе верхний поворотный стол с размещенным на нем передней и задней бабками для установки и вращения детали в центрах, отличающийся тем, что, с целью повышения точности и производительности обработки путем повышения жесткости...
Токарний верстат
Номер патенту: 9009
Опубліковано: 30.09.1996
Автори: Єгоров Володимир Георгієвич, Колінько Борис Степанович
МПК: B23B 3/00, B23B 23/00
Формула / Реферат:
Токарный станок, содержащий подвижную заднюю бабку с механизмом ее фиксации, выполненным в виде установленного с возможностью перемещения от привода бруса-фиксатора, предназначенного для взаимодействия с рейкой-упором, связанной с задней бабкой, отличающийся тем, что, с целью повышения надежности фиксации задней бабки, она снабжена зубчатым диском-копиром, кинематически связанным с рейкой-упором, элементами управления, предназначенными для...
Верстат для розпилювання кристала
Номер патенту: 32
Опубліковано: 28.02.1997
Автор: Сіткевич Аркадій Петрович
МПК: B28D 5/00
Мітки: розпилювання, кристала, верстат
Формула / Реферат:
Станок для распиливания кристаллов, содержащий станину, несущую закрытые ограждениями распиловочные секции, каждая из которых содержит переднюю стойку, несущую снабженный приводом вращения шпиндель для крепления распиловочного диска, и заднюю стойку, несущую установленную в ней с возможностью качения стрелу с левым и правым кронштейнами с закрепленными оправками для размещения кристаллов, отличающийся тем, что оправки закреплены в...
Верстат для шліфування шийок колінчатих валів
Номер патенту: 4729
Опубліковано: 28.12.1994
Автори: Пінчук Микола Дмитрович, Захарченко Юрій Петрович, Снісаренко Іван Миколайович, Дятел Микола Микитович, Мартюк Микола Іванович
МПК: B24B 5/00
Мітки: колінчатих, валів, верстат, шліфування, шийок
Формула / Реферат:
1. Станок для шлифования шеек коленчатых валов, содержащий основание, установленные на нем шпиндельный узел инструмента и переднюю и заднюю бабки с соответствующими шпинделями, размещенные на шпинделях бабок узлы крепления коленчатого вала с центросместителями, закрепленный на передней бабке механизм угловой фиксации коленчатого вала и расположенное на задней бабке средство осевого перемещения шпинделя последней, отличающийся тем, что...
Попередній патент: Верстат для розпилювання кристала
Наступний патент: Держак
Випадковий патент: Пристрій для активної корекції хребта "антисон"