Спосіб виготовлення контактної пластини струмоприймачів рухомого складу
Номер патенту: 38036
Опубліковано: 15.05.2001
Автори: Сахненко Сергій Олександрович, Берент Валентин Янович, Сахненко Олександр Володимирович, Альошина Ала Володимирівна, Льон-Ясний Олександр Онисимович, Катрус Олег Олександрович
Формула / Реферат
Спосіб виготовлення контактної пластини струмоприймачів рухомого складу, який включає пресування, нагрів і ущільнення порошкової заготівки, який відрізняється тим, що нагрів заготівки пластини проводять зі швидкістю 10...103 °C/хв до температур, не більше 0,95 Тпл. головного компоненту і нагріту порошкову заготівку піддають ущільненню зі швидкістю 0,01-30 м/с при питомій енергії деформування 200-1000 МДж/м23.
Текст
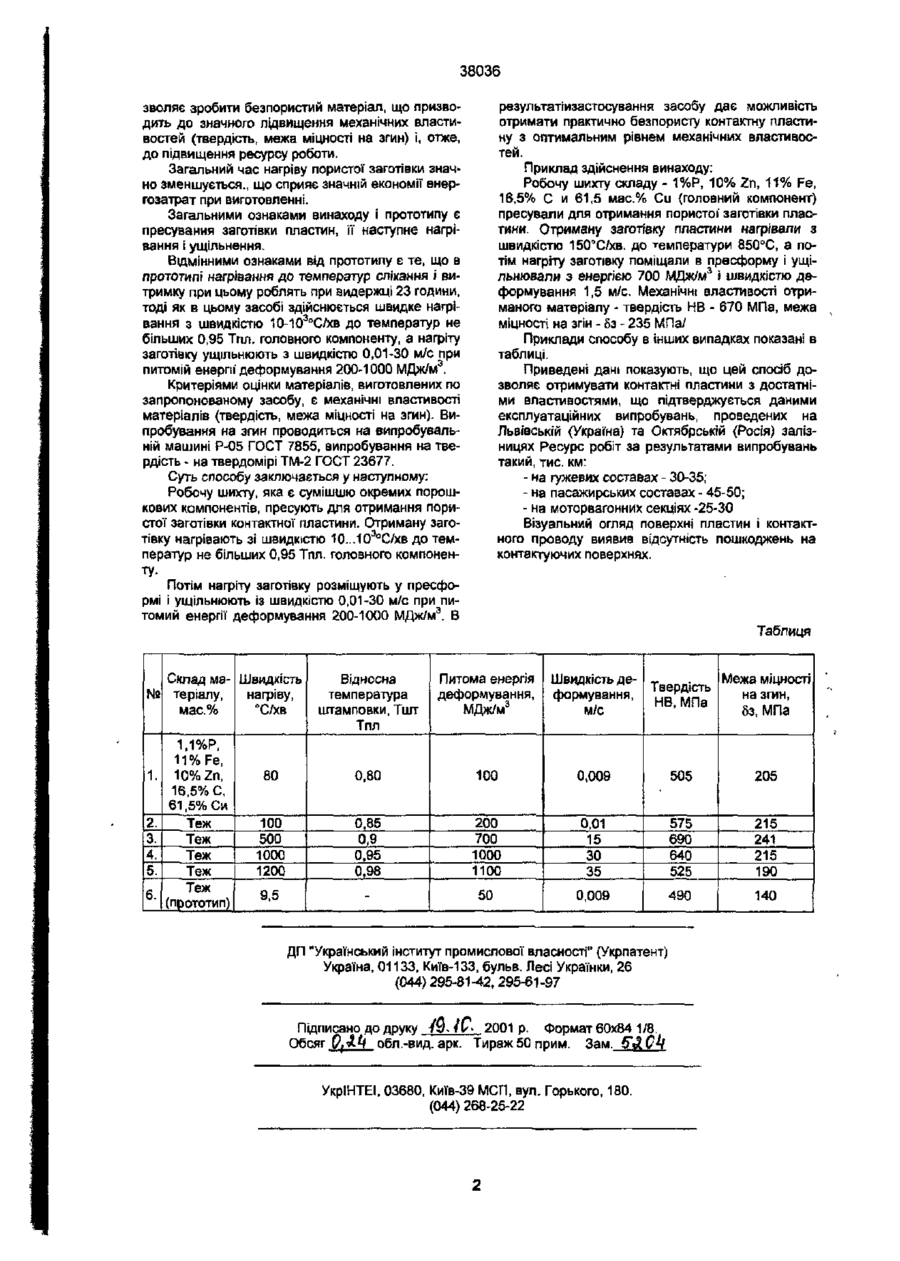
Спосіб, виготовлення контактної пластини струмоприймачів рухомого складу, який включає пресування, нагрів і ущільнення порошкової заготівки, який відрізняється тим, що нагрів заготівки пластини проводять зі швидкістю 1О.,.1О3°С/хв до температур, не більше 0,95 Тпл. головного компоненту і нагріту порошкову заготівку піддають ущільненню зі швидкістю 0,01-30 м/с при питомій енергії деформування 200-1000 МДж/м . і 2. Енергомісткий і тривалий (до 3 годин) процес спікання контактних пластин у засипках (наприклад, в АІ2Оз). Завдання, яке вирішується винаходом, полягає в розробці способу виготовлення контактної пластини з підвищеним ресурсом роботи, що реалізується за рахунок підвищення механічних властивостей при створенні безпористого матеріалу і отриманні пластин висотою понад 8 мм, а також зниження затрат на електроенергію. Поставлене завдання вирішується тим, що в способі виготовлення контактної пластини струмоприймачів рухомого складу, який включає пресування, нагрів порошкової' заготівки і її ущільнення, злдно винаходу нагрів порошкової заготівки пластини здійснюють з швидкістю 10-103оС/хв. до температур, не більш 0,95 Тпл головного компоненту і після нагріву заготівку піддають ущільненню з швидкістю 0,01-30 м/с при питомий енергії деформування 200-1000 МДж/м3 Згідно способу, який зазначено в прототипі, нагрівання і спікання пористих заготівок пластин відбувається протягом 2-3 годин, ущільнення у холодному стані здійснюють зі швидкістю 0,008-0,009 м/с при питомий енергії деформування 50-100 МДж/м3 - при цьому залишкова пористість складає 8-10%, що значно зменшує механічні властивості матеріалу і, отже, зменшує ресурс роботи пластин. У способі, що пропонується нагрівання пластин з швидкістю 10-103°С/хв до температур, не більш 0,95 Тпл головного компоненту і ущільнення нагрітої заготівки з швидкістю 0,01-30 м/с при питомий енергії деформування 200-1000 МДж/м3 до со о 00 со 38036 результатіизастосування засобу дає можливість отримати практично безпористу контактну пластину з оптимальним рівнем механічних властивостей. Приклад здійснення винаходу: Робочу шихту складу - 1%Р, 10% Zn, 1 1 % Fe, зволяє зробити безпористий матеріал, що призводить до значного підвищення механічних властивостей (твердість, межа міцності на згин) і, отже, до підвищення ресурсу роботи. Загальний час нагріву пористої заготівки значно зменшується., що сприяє значній економії енергозатрат при виготовленні. Загальними ознаками винаходу і прототипу є пресування заготівки пластин, її наступне нагрівання і ущільнення. ВІДМІННИМИ ознаками від прототипу є те, що в прототипі нагрівання до температур спікання і витримку при цьому роблять при видержці 23 години, тоді як в цьому засобі здійснюється швидке нагрівання з швидкістю 10-103°С/хв до температур не більших 0,95 Тпл. головного компоненту, а нагріту заготівку ущільнюють з швидкістю 0,01-30 м/с при питомій енергії деформування 200-1000 МДж/м3. Критеріями оцінки матеріалів, виготовлених по запропонованому засобу, є механічні властивості матеріалів (твердість, межа міцності на згин). Випробування на згин проводиться на випробувальній машині Р-05 ГОСТ 7855, випробування на твердість - на твердомірі ТМ-2 ГОСТ 23677. Суть способу заключається у наступному: Робочу шихту, яка є сумішшю окремих порошкових компонентів, пресують для отримання пористої заготівки контактної пластини. Отриману заготівку нагрівають зі швидкістю Ю...103°С/хв до температур не більших 0,95 Тпл. головного компоненту. Потім нагріту заготівку розміщують у пресформі і ущільнюють із швидкістю 0,01-30 м/с при питомий енергії деформування 200-1000 МДж/м3. В 16,5% С и 61,5 мас.% Си (ГОЛОВНИЙ компонент) пресували для отримання пористої заготівки пластини. Отриману заготівку пластини нагрівали з швидкістю 150°С/хв. до температури 850°С, а потім нагріту заготівку поміщали в пресформу і ущільнювали з енергією 700 МДж/м3 і швидкістю деформування 1,5 м/с. Механічні властивості отриманого матеріалу - твердість НВ - 670 МПа, межа міцності на згін - 6з - 235 МПа/ Приклади способу в інших випадках показані в таблиці. Приведені дані показують, що цей спосіб дозволяє отримувати контактні пластини з достатніми властивостями, що підтверджується даними експлуатаційних випробувань, проведених на Львівській (Україна) та Октябрській (Росія) залізницях Ресурс робіт за результатами випробувань такий, тис. км: - на гужевих составах - 30-35; - на пасажирських составах - 45-50; - на моторвагонних секціях -25-30 Візуальний огляд поверхні пластин І контактного проводу виявив відсутність пошкоджень на контактуючих поверхнях. Таблиця Відносна температура штамповки, Тшт Тпл Питома енергія деформування, МДж/м3 Швидкість деформування, 80 0.80 100 100 500 1000 1200 0,85 0,9 0,95 0,98 9,5 Склад ма- Швидкість № теріалу, нагріву, мас.% Х/хв 1. 2. 3. 4. 5. 6. 1,1 %Р, 11% Fe, 10% Zn, 16,5% С, 61,5% Си Теж Теж Теж Теж Теж (прототип) Твердість НВ, МПа Межа міцності на згин, бз, МПа 0,009 505 205 200 700 1000 1100 0,01 15 ЗО 35 575 690 640 525 215 241 215 190 50 0,009 490 140 М/С ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 Підписано до ДРУКУ / Э . / f i 2001 р. Формат60х84 1/8. Обсяг Qfitj обл.-вид. арк. Тираж 50 прим. Зам. *~ * * УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22
ДивитисяДодаткова інформація
Автори англійськоюAlioshyna Ala Volodymyrivna, Lion-Yasnyi Oleksandr Onysymovych, Sakhnenko Oleksandr Volodymyrovych, Sakhnenko Serhii Oleksandrovych
Автори російськоюАлешина Алла Владимировна, Лен-Ясный Александр Анисимович, Сахненко Александр Владимирович, Сахненко Сергей Александрович
МПК / Мітки
Мітки: струмоприймачів, спосіб, пластини, виготовлення, складу, рухомого, контактної
Код посилання
<a href="https://ua.patents.su/2-38036-sposib-vigotovlennya-kontaktno-plastini-strumoprijjmachiv-rukhomogo-skladu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення контактної пластини струмоприймачів рухомого складу</a>
Лінія для виготовлення профільованих виробів типу чек загвіздок гальмових пристроїв рухомого складу
Номер патенту: 13719
Опубліковано: 25.04.1997
Автори: Прокоф'єв Юрій Леонтійович, Оренчук Іван-Степан Владиславович, Бобик Ярополк Дмитрович
МПК: B21H 7/00
Мітки: загвіздок, лінія, профільованих, виробів, чек, рухомого, виготовлення, складу, пристроїв, типу, гальмових
Формула / Реферат:
Линия для изготовления профилированных изделий типа чек тормозных устройств подвижного состава, содержащая ковочные вальцы с приводом и с несколькими парами валков последовательно установленные по ходу технологического процесса, загрузочно-ориентирующее устройство, направляющее устройство, а также транспортирующее устройство в виде бесконечной цепи, кинематически связанное с приводом ковочных вальцев, отличающаяся тем, что, с целью...
Спосіб виготовлення пластини пластинчасто-трубного теплообмінника
Номер патенту: 26547
Опубліковано: 11.10.1999
Автори: Голуб Валентин Антонович, Карпенко Олександр Никифорович, Оскрет Юрій Вікторович, Ройзен Зінаїда Львовна, Орлов Олексій Зінов'євич
МПК: F28F 3/04
Мітки: теплообмінника, виготовлення, спосіб, пластинчасто-трубного, пластини
Формула / Реферат:
Спосіб виготовлення пластини пластинчасто-трубного теплообмінника, який містить в собі багатоперехідну штамповку рифтів в цій пластині шляхом їх витяжки розтягненням з перерозподілом формуючих об'ємів металу і пробивку отворів в рифтах, який відрізняється тим, що перед багатоперехідною штамповкою рифтів виконують технологічну формовку пластини поміж її рифтами, а пробивку отворів в рифтах здійснюють в середній частині їх дна з наступною...
Спосіб виготовлення імплантата
Номер патенту: 33629
Опубліковано: 15.02.2001
Автори: Куцевляк Валерій Ісайович, Стариков Вадим Володимирович, Старикова Світлана Леонидівна
МПК: A61L 27/00
Мітки: спосіб, виготовлення, імплантата
Текст:
...плавлення не менше за 2500К і має форму імплантата, щонайменше двох шарів порошку з металу тієї самої групи періодичної системи елементів і відпалювання заготівки у вакуумі при поступовому підвищуванні температури нагрівання, який відрізняється тим, що як порошок використовують порошок ніобію і відпалюють заготівку у вакуумі, при цьому спочатку підвищуюють температуру від 290-ЗООК до 1000-1100К із швидкістю нагрівання 2-4К/хвил, потім...
Спосіб виготовлення пластини пластинчасто-трубного теплообмінника
Номер патенту: 27156
Опубліковано: 28.02.2000
Автори: Голуб Валентин Антонович, Орлов Олексій Зінов'євич, Оскрет Юрій Вікторович, Карпенко Олександр Никифорович
МПК: F28F 3/04, B21D 22/04
Мітки: пластинчасто-трубного, теплообмінника, виготовлення, спосіб, пластини
Формула / Реферат:
1. Спосіб виготовлення пластини пластинчасто-трубного теплообмінника із листової заготовки багатоперехідною штамповкою рифтів, який містить в собі багатоперехідну витяжку з формовкою розтягнення пуансонами в матрицю рифтів із поперехідним збільшенням висоти рифтів та наступною пробивкою отворів у зоні одержаних рифтів, який відрізняється тим, що на першому переході здійснюють витяжку всіх рифтів висоти або тільки 1 - 2 центральних, а на...
Спосіб виготовлення пластини пластинчато-трубного теплообмінника
Номер патенту: 27639
Опубліковано: 15.09.2000
Автори: Ройзен Зінаіда Львовна, Голуб Валентин Антонович, Карпенко Олександр Никифорович, Оскрет Юрій Вікторович, Орлов Олексій Зінов'євич
МПК: F28F 3/04, B21D 22/04
Мітки: теплообмінника, пластини, спосіб, виготовлення, пластинчато-трубного
Текст:
...ням рифтів виконують просічки біля зон плануємих рифтів, а пробивку отворів в рифтах здійснюють одночасно з гнуттям пластини в місцях виконаних просічок' лінію просічок на кожному їх кінці орієнтують в межах ±15° від перпендикуляра до дотичної лінії' на краю сусіднього рифта, до якого направлена ця просічка. Суттєві ВІДМІННОСТІ замовляємого винаходу зводяться до того, що по-перше, цей спосіб має операцію виконання просічок перед...
Попередній патент: Маса для виготовлення пористого заповнювача
Наступний патент: Спосіб підвищення резистентності поросят – сосунів
Випадковий патент: Полімерна композиція