Лінія для виготовлення профільованих виробів типу чек загвіздок гальмових пристроїв рухомого складу
Номер патенту: 13719
Опубліковано: 25.04.1997
Автори: Бобик Ярополк Дмитрович, Оренчук Іван-Степан Владиславович, Прокоф'єв Юрій Леонтійович
Формула / Реферат
Линия для изготовления профилированных изделий типа чек тормозных устройств подвижного состава, содержащая ковочные вальцы с приводом и с несколькими парами валков последовательно установленные по ходу технологического процесса, загрузочно-ориентирующее устройство, направляющее устройство, а также транспортирующее устройство в виде бесконечной цепи, кинематически связанное с приводом ковочных вальцев, отличающаяся тем, что, с целью повышения качества изделий и обеспечения экономии материала, она снабжена установленным за последней парой валков прессом и смонтированным за прессом гибочным устройством, выполненным в виде гибочного барабана с установленными на его поверхности матрицами, охваченного бесконечной цепью и кинематически связанного с гибочным барабаном подпружиненного валка.
Текст
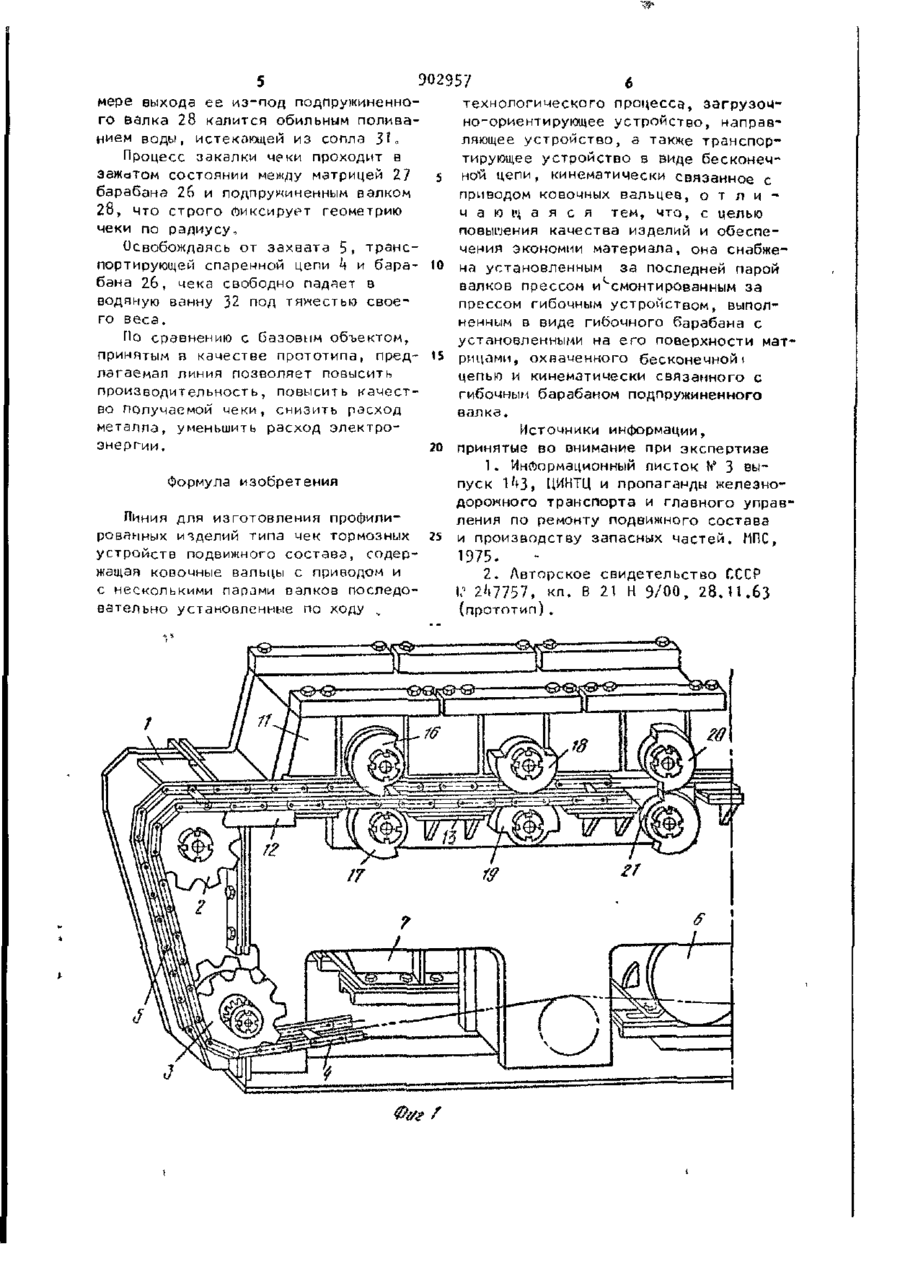
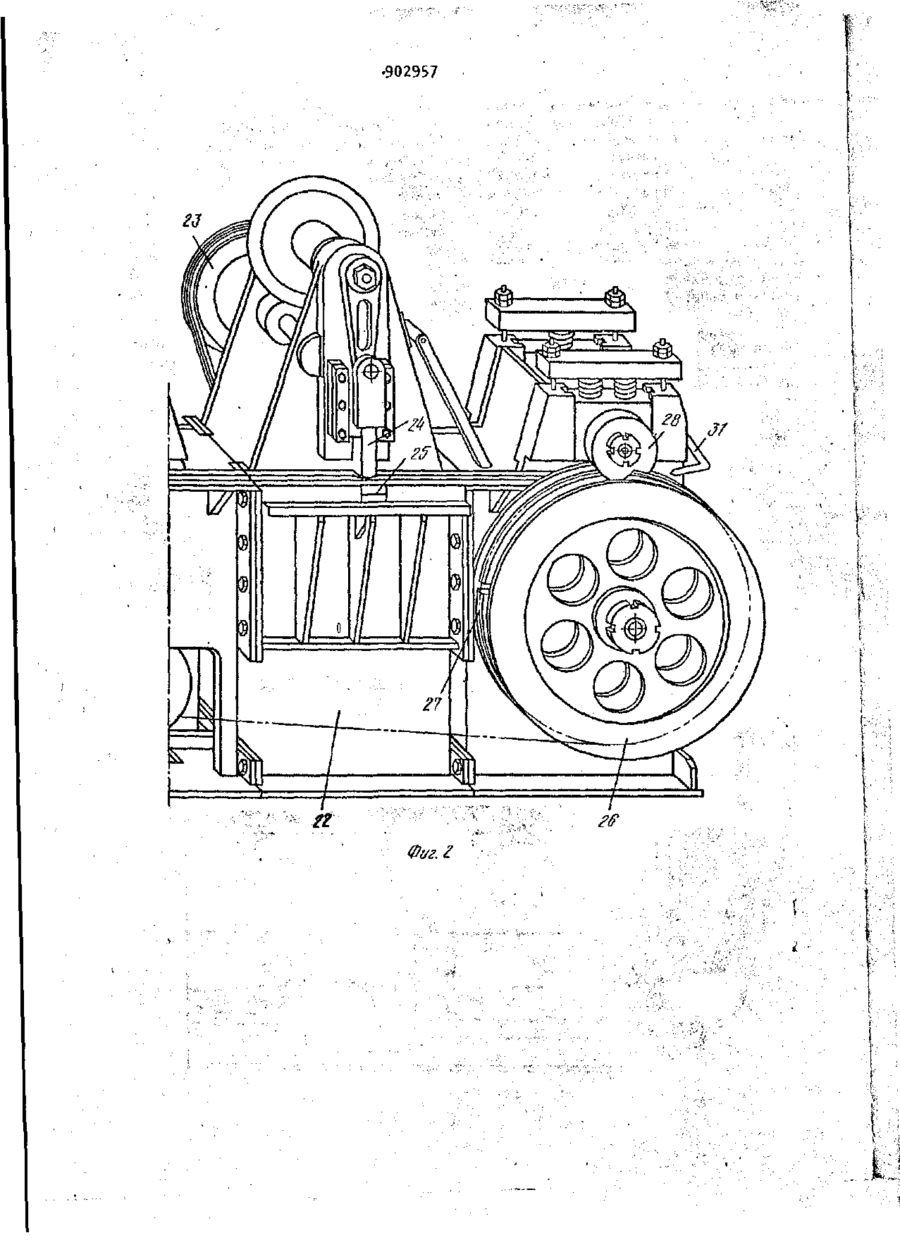
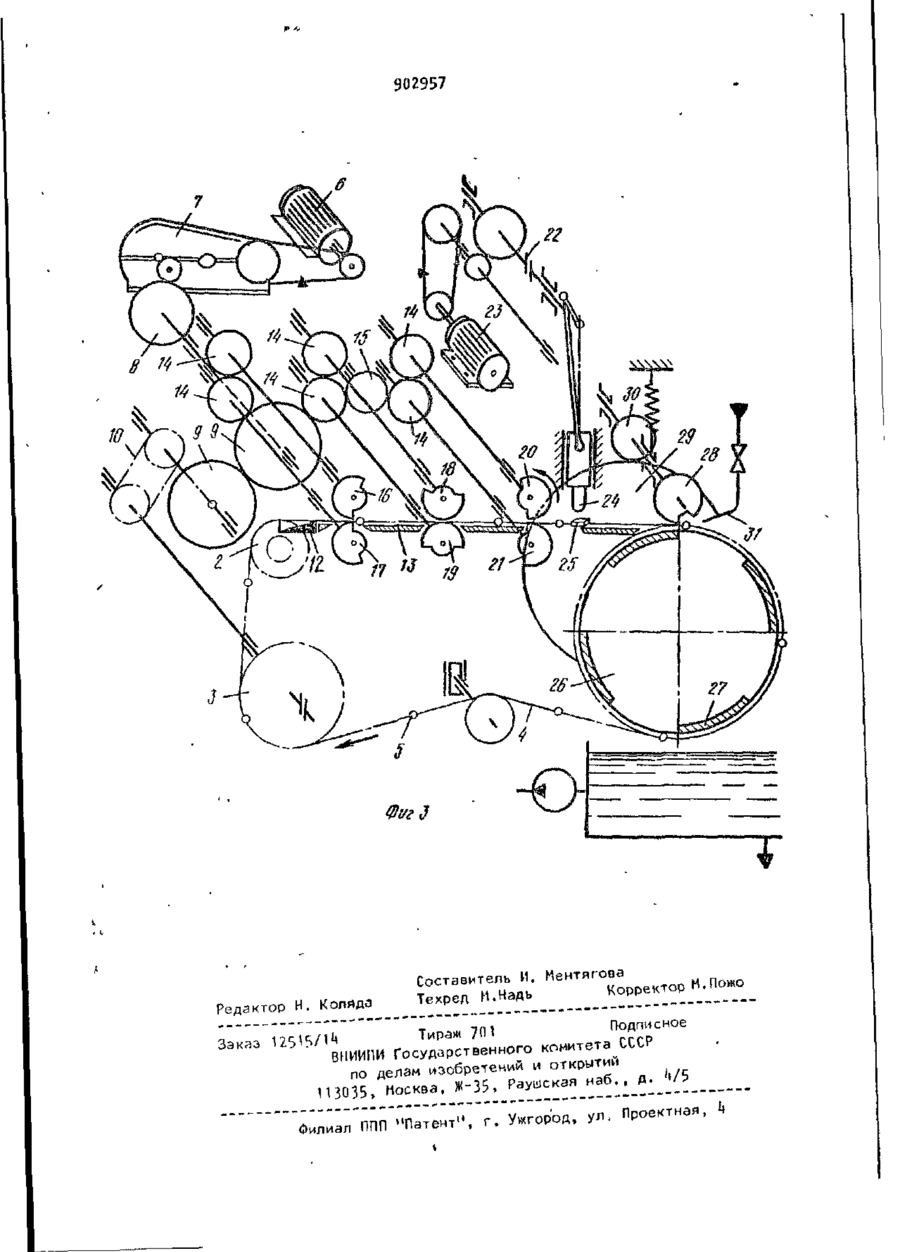
Союз Советских Социалистических Республик (И) 902957 К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (61)Дополнительное кавт свнд-ву (22)3аявлено 13.Об.80 (21) 2ЭМ)2б1/25-27 (51 )М. Кл. с присоединением заявки № Государственный клмнтег СССР По дслзм изойрртенин н открытий (23)Прноритет В 21 Н 7/00 В 21 G '13/00 Опубликовано 0 7 . 0 2 . 8 2 . Бюллетень № 5 Дата опубликования описания 07.02.82 (53)УДК621.918. .02(088.8) (72) Авторы изобретения И.-С.В.Оренчук, 10.Л.Прокофьев и А.Д.Бобик (71) Заявитель Ивано-Франковский локомотиворемонтныи завод (5*0 ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАНИЯХ ИЗДЕЛИЙ ТИПА ЧЕК ТОРМОЗНЫХ УСТРОЙСТВ ПОДВИЖНОГО СОСТАВА I чеке, низкая производительность труда. Известна линия для изготовления профилированных изделий типа чек тормозных устройств подвижного состава, содержащая ковочные вальцы с приводом и с несколькими парами валков, последовательно установленных по ходу технологического процесса, загрузочно-ориентирующее устройство, направляющее устройство, а также транспортирующее устройство, в виде бесконечной цепи, кинематически связанное с приводом ковочных вальцев [2І. Недостатком известной линии явIS Процесс протяжки чеки осуществляляется недостаточно высокое качрстется в матрицах между двумя, верхво получаемых изделий, а такие больним и нижним секторами, которые полушой расход материала. чают возвратно-поступательное движеЦелью изобретения является повыние от шатуна шение качества изделий и обеспечение экономии материала. Недостатками этого устройства явПоставленная цель достигается ляются: низкое качество чеки из-за тем, что линия для изготовления прообразования заусенцев, образование филированных изделий, содержащая неравномерного по длине радиуса на Изобретение относится к обработке металлов давлением с последующей закалкой и касается полуавтоматических линий для изготовления чек тормозных устройств подвижного состава. Известен станок для протяжки чеки тормозных колодок [1]. Станок предназначен только дли протяжки чеки и образования ее радиуo са загиба с использованием заготовки t из полосовой стали размером 20x8 мм с предварительно отитампованной головкой . З 902957 ковочные вальцы с приводом и с несколькими парами валков, последовательно установленных по ходу технологического процесса, загрузочноориентирующее устройство, направляю- 5 щее устройство, а также транспортирующее устройство в виде бесконечной цепи, кинематически связанное с приводом ковочных вальцев, снабжена установленным за последней парой Ю валков прессом и смонтированным за прессом гибочным устройством, выполненным в виде гибочного барабана с установленными на его поверхности матрицами, охваченного бесконечной 15 цепью и кинематически связанного с гибочным барабаном подпружиненного валка. агрегатами линии, имеет индивидуальный привод 23. Исполнительным (рабочим) инструментом пресса 22 является пуансон 2h и матрица 25, а также гибочный барабан 26, кинематически связанный с главным приводом 6, 7 посредством транспортирующей спаренной цепи h, оснащенной матрицами 27, радиус которых не соответствует радиусу барабзна, и подпружиненным валком 28, который кинематически связан с барабаном посредством зубчатых колес 29, 30. На станине барабана 26 шарнирно закреплена трубка 31 с соплом для ориентации направления струи воды на чеку при выходе ее из-под подпрукиненного валка 28. Под барабаном установлена охладительная ванНа фиг.1 изображена левая часть предлагаемой линии в аксонометрии^ 20 на 32, на фиг. 2 правая часть предлагаемой Линия работает следующим образом, линии в аксонометрии; на фиг. 3 В загрузочно-ориентирующее устройкинематическая схема линии,, ство 12 вставляют разогретую до темОна содержит переднюю направляюпературы ковки заготовку чеки. Загощую 1 со звездочкой 2 и механизмом 25 товка чеки представляет собой отрезок прямоугольной стальной полосы разме3, который служит для передачи двиром 8x20 мм с предварительно отштамжения транспортирующей спаренной цепованной головкой. пи U, оснащенной специальными захваПри включении двигателя главного тами 5» при этом сама направляющая привода 6, 7 через приводные зубча1 кинематически связана с главным 30 тые колеса 8, 9 вращательное движеприводом 6, 7. и входящими в" него ние посредством зубчатых колес 1 ( и ' приводными зубчатыми колесами 8, 9 15 передается на рабочие сменные посредством цепной передачи 10, валки, соответственно на первую пару вальцы ковочные 11 трехпарные валко16, 17, вторую 18, 19 и третью пару вые , снабженные загрузочно-ориентирующим устройством 12 и направляющи- 35 20, 21 и через зубчатое колесо 9 и цепную передачу 10 на спаренную транми 13 для продвижения формируемой спортирующую цепь *4, передавая ей чеки, зубчатые колеса 1*1, 15, предпоступательное движение. назначенные для передачи движения на Линейные скорости рабочих валков последовательно и в одной оси рас40 16-21 и спаренной транспортирующей положенные три пары валков, являющихцепи k равны (синхронны). ся основным исполнительным инструТранспортцруюіцая цепь k, обхватыментом при вытяжке клина тела чеки. вая все агрегаты, захватывает волокушей 5 из Зйгрузочно-ориентирующего Первая пара валков имеет верхний 45 устройства 12 заготовку чеки и движет валок 16 с профилирующим выступом и ее по направляющим 13 по всем операнижний 17 с ручьем. Вторая пара имеет циям. Первая 16, 17 и вторая 18, 19 верхний валок 18, снабженный ручьем, пара валков дает полную вытяжку клии нижний валок 19 с профилирующим на тела чеки, а третья пара валков выступом. Третья пара валков является калибрующей и выполнена по образ- 50 ( 20, 21 является калибрующей. цу первой пары, т.е. верхний валок Дальше чека по направляющим 13 20 выполнен с профилирующим выступом, следует на обрезку ее по длине на а нижний 21 снабжен ручьем. Ширина прессе 22 Прижатая чека обрезается ручья во всех трех парах валков соотпо трапсциедальному профилю пуансоветствует ширине чеки. 5 ном tk на матрице 25. 5 На бприбоие 26 в матрице 27 У*е Линия содержит пресс механический оттянутая но клин и обрезанная по дли?2 для обсечки чеки по длине, который не чека загибается по радиусу, и по •ч^матически не связан с другими 902957 б мере выхода ее из-под подпружиненно технологического процесса, з а г р у з о ч го валка 28 калится обильным полива но-ориентирующее устройство, направнием воды, истекающей из сопла З К ляющее устройство, а также транспорПроцесс закалки чеки проходит в тирующее устройство в виде бесконечзажатом состоянии между матрицей 27 ной цепи, кинематически связанное с барабана 26 и подпружиненным валком приводом ковочных вальцеа, о т л и 28, что строго йиксирует геометрию ч а ю щ а я с я тем, ч т о , с целью чеки по радиусу, повышения качества изделий и обеспеОсвобождаясь от захвата 5, транс чения экономии материала, она снабжепортирующей спаренной цепи h и бара - 10 на установленным за последней парой бана 26, чека свободно падает в валков прессом несмонтированным за водяную ванну 32 под тяжестью своепрессом гибочным устройством, выполго веса. ненным в виде гибочного барабана с По сравнению с базовым объектом, установленными на е г о поверхности матпринятым в качестве прототипа, пред - 15 рицами , охваченного бесконечнойt лагаемал линия позволяет повысить цепью и кинематически связанного с производительность, повысить качестгибочным барабаном подпружиненного во получаемой чеки, снизить расход валка. металла, уменьшить расход электроИсточники информации, энергии. 20 принятые во внимание при экспертизе 1. Информационный листок h" 3 выФормула изобретения пуск 1^3» ЦИНТЦ и пропаганды железнодорожного транспорта и главного управЛиния для изготовления профилиления по ремонту подвижного состава рованных изделий типа чек тормозных 25 и производству запасных частей. МПС, устройств подвижного состава, содер1975. жащая ковочные вальцы с приводом и 2. Авторское свидетельство СССР с несколькими парами валков последоI1 2>i7757, кл. В 21 Н 9/00, 28.11.63 , вательно установленные по ходу , (прототип). J •902957 Фі/г.г 902957 Фиг 3 Редактор Н. Коляда ^ , ---------Подписное Q/іЦ Тираж /ПІ *1 3 а К Я З 5 / ВНИИПИ Государственного комитета СССР по делам и з о б р е т е н а и открытии , 1 3 0 3 5 , Москва. « - 3 5 , Раушскап_наб. , д . 1
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for manufacture of shaped articles of type of brake beam safety supports of rolling stock
Автори англійськоюOrenchuk Ivan-Stepan Vladyslavovych, Prokofiev Yurii Leontiiovych, Bobyk Yaropolk Dmytrovych
Назва патенту російськоюЛиния для изготовления профилированных изделий типа чек загвоздок тормозных устройств подвижного состава
Автори російськоюОренчук Иван-Степан Владиславович, Прокофьев Юрий Леонтьевич, Бобик Ярополк Дмитриевич
МПК / Мітки
МПК: B21H 7/00
Мітки: чек, лінія, складу, профільованих, пристроїв, загвіздок, гальмових, виробів, виготовлення, рухомого, типу
Код посилання
<a href="https://ua.patents.su/6-13719-liniya-dlya-vigotovlennya-profilovanikh-virobiv-tipu-chek-zagvizdok-galmovikh-pristrov-rukhomogo-skladu.html" target="_blank" rel="follow" title="База патентів України">Лінія для виготовлення профільованих виробів типу чек загвіздок гальмових пристроїв рухомого складу</a>
Елемент кузову багатошарової конструкції типу “сендвіч” рейкового рухомого ешелону і спосіб його виготовлення
Номер патенту: 12221
Опубліковано: 25.12.1996
Автори: Сенчіло Олександр Сергійович, Зайцева Ірина Пейсаховна, Сапожніков Сергій Олексійович, Глінкіна Рімма Миколаївна, Пугачев Едуард Миколайович
МПК: B61D 17/00
Мітки: багатошарової, сендвіч, спосіб, рейкового, типу, конструкції, виготовлення, кузову, рухомого, ешелону, елемент
Формула / Реферат:
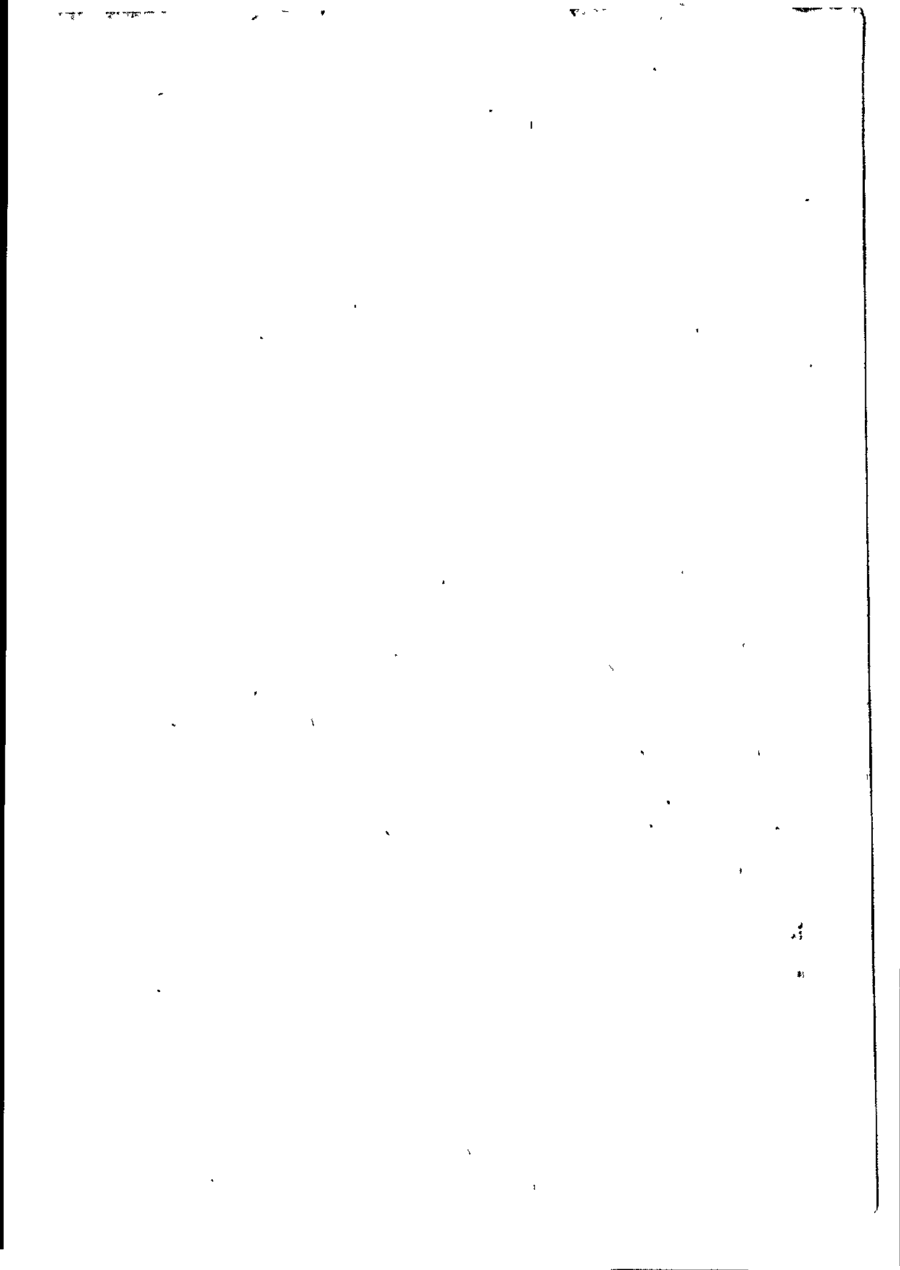
1. Элемент кузова многослойной конструкции типа "сэндвич" рельсового подвижного состава, содержащий внутреннюю и наружную оболочки, сердцевину из пенопласта и вертикальные перегородки с отверстиями, оси которых расположены по линии, параллельной продольной оси элемента, и торцовые перегородки с отверстиями, соосные указанным для ввода заправочного устройства, отличающийся тем, что, с целью улучшения его качества и повышения...
Переносний пристрій для закріплення рухомого складу на залізничних коліях
Номер патенту: 3075
Опубліковано: 26.12.1994
Автори: Чеботарьов Григорій Аврамович, Шумейко Василь Андрійович
МПК: B61K 7/00
Мітки: рухомого, пристрій, закріплення, переносний, залізничних, складу, коліях
Формула / Реферат:
Переносное устройство для закрепления состава на железнодорожных путях, содержащее установленный на рельсы колесный упор, несущий рычаги для охвата одними концами головку рельса, винт, резьбовым соединением связанный с другим концом одного из рычагов, и механизм поджатия указанных одних концов рычагов к рельсу, включающий в себя штангу для взаимодействия с колесом вагона, отличающееся тем, что рычаги шарнирно закреплены средней частью на...
Автоматизований пристрій для закріплення рухомого складу залізничного транспорту
Номер патенту: 14982
Опубліковано: 04.03.1997
Автори: Потапов Ігор Ільіч, Каплун Микола Дмитрович, Безверхій Віталій Григорович, Іончиков Анатолій Миколайович, Новіков Григорій Іванович, Шевченко Віктор Михайлович, Літвінцев Микола Олексійович
МПК: B61K 7/00
Мітки: автоматизований, залізничного, транспорту, складу, рухомого, пристрій, закріплення
Формула / Реферат:
1 Автоматизированное устройство для закрепления подвижного железнодорожного состава, включающее привод с блоком управления и источником литания, датчик положения железнодорожного состава с контактными элементами, датчик положения подвижного закрепляющего модуля с контактными элементами и ограничителями хода и блок сигнализации с другим источником питания, отличающееся тем, что блок управления приводом включает размыкающий ключевой...
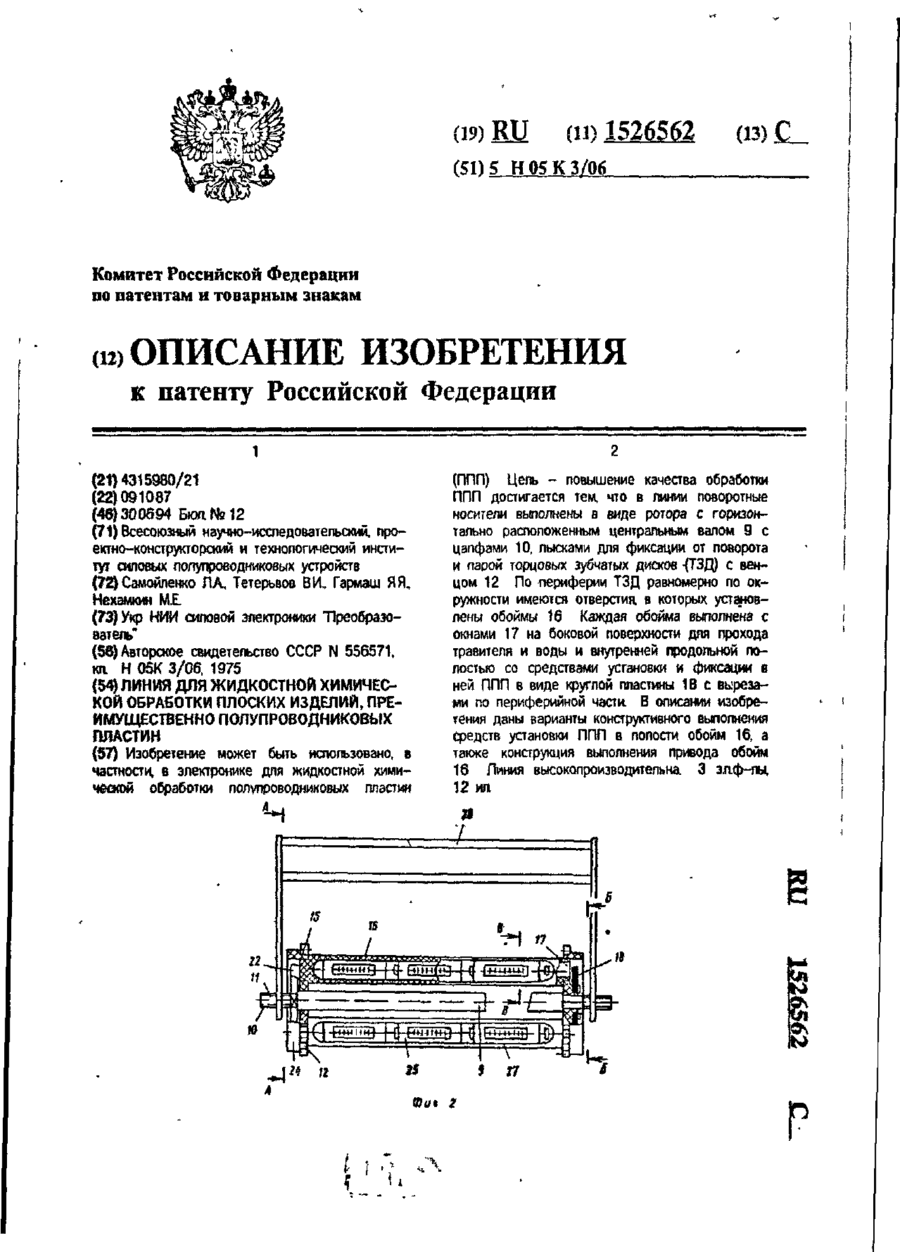
Лінія для рідинної хімічної обробки плоских виробів переважно напівпровідникових пластин
Номер патенту: 9307
Опубліковано: 30.09.1996
Автори: Гармаш Ян Яковлевич, Самойленко Лідія Олександрівна, Тетерьвов Валерій Іванович, Нехамкін Михайло Юхимович
МПК: H05K 3/06
Мітки: плоских, хімічної, лінія, напівпровідникових, виробів, переважно, рідинної, обробки, пластин
Формула / Реферат:
1. Линия для жидкостной химической обработки плоских изделий, преимущественно полупроводниковых пластин, содержащая каркас, последовательно установленные рабочие ванны, поворотные носители изделий с вертикальным размещением посадочных гнезд для изделий, средства перемещения носителей и средства их вращения в виде валков, горизонтально установленных под носителями в ваннах, приводы валков, отличающаяся тем, что, с целью повышения качества...
Додаткова сходинка для залізничного рухомого складу
Номер патенту: 1856
Опубліковано: 20.12.1994
Автор: Курт Кауер
МПК: B61D 23/00
Мітки: додаткова, складу, рухомого, сходинка, залізничного
Формула / Реферат:
1. Дополнительная ступенька для железнодорожного подвижного состава, регулируемая по высоте и подвижная в почти горизонтальном положении, содержащая приводной рычажный механизм, связанный с площадкой тамбура, ось поворота которой расположена поперек подвижного состава и через точку поворота приводного элементу механизма связана с приводным валом, на котором закреплены одноплечие рычаги указанного механизма, другие концы которых соединены...
Попередній патент: Установка для сушки сипких матеріалів
Наступний патент: Органомінеральна суміш
Випадковий патент: Оправка