Спосіб виготовлення пластини пластинчасто-трубного теплообмінника
Номер патенту: 27156
Опубліковано: 28.02.2000
Автори: Голуб Валентин Антонович, Оскрет Юрій Вікторович, Карпенко Олександр Никифорович, Орлов Олексій Зінов'євич
Формула / Реферат
1. Спосіб виготовлення пластини пластинчасто-трубного теплообмінника із листової заготовки багатоперехідною штамповкою рифтів, який містить в собі багатоперехідну витяжку з формовкою розтягнення пуансонами в матрицю рифтів із поперехідним збільшенням висоти рифтів та наступною пробивкою отворів у зоні одержаних рифтів, який відрізняється тим, що на першому переході здійснюють витяжку всіх рифтів висоти або тільки 1 - 2 центральних, а на наступних - всіх рифтів різної висоти.
2. Спосіб по п.1, який відрізняється тим, що на окремо взятому переході виконують витяжку центральних рифтів висотою на 15% перевищеною висоти крайніх рифтів.
Текст
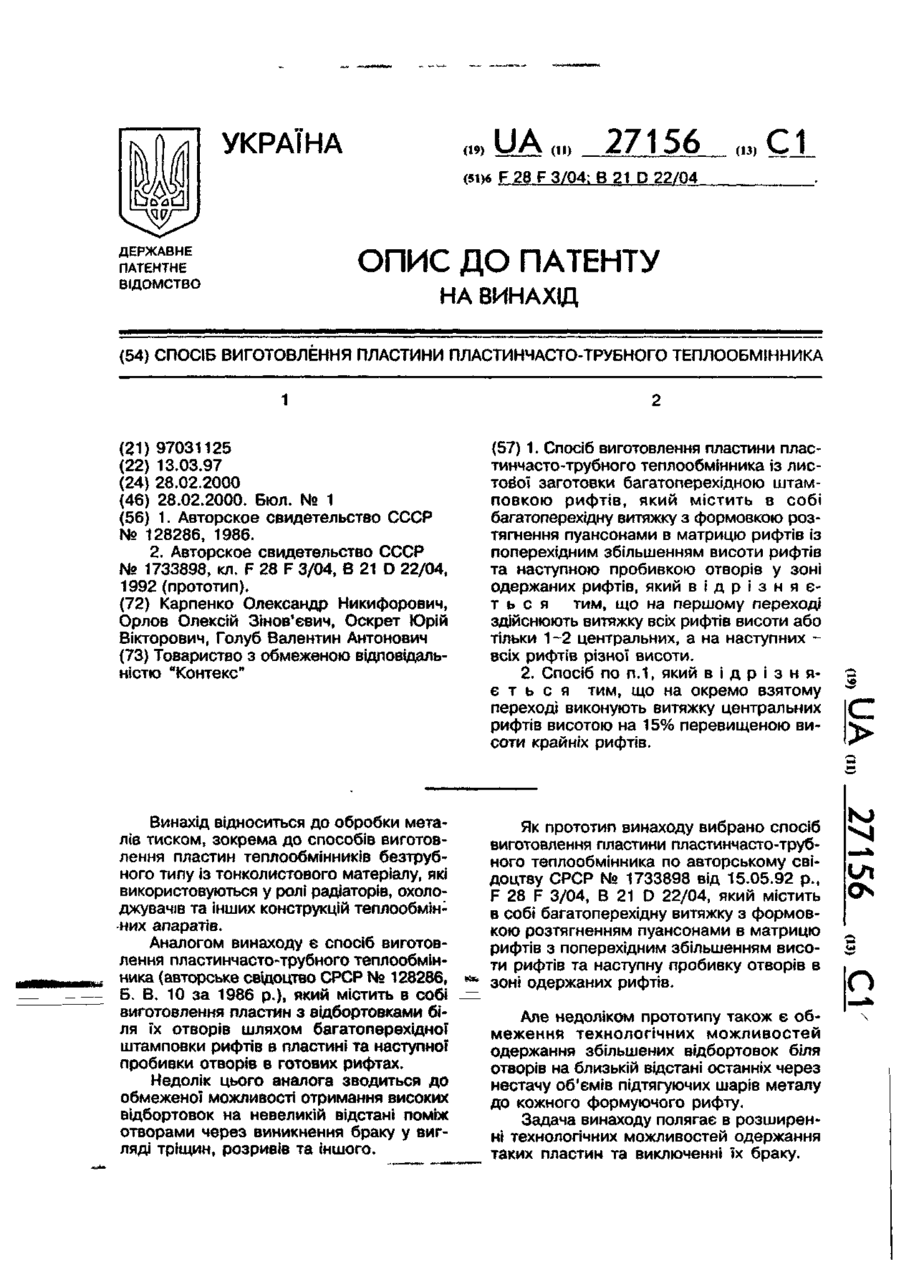
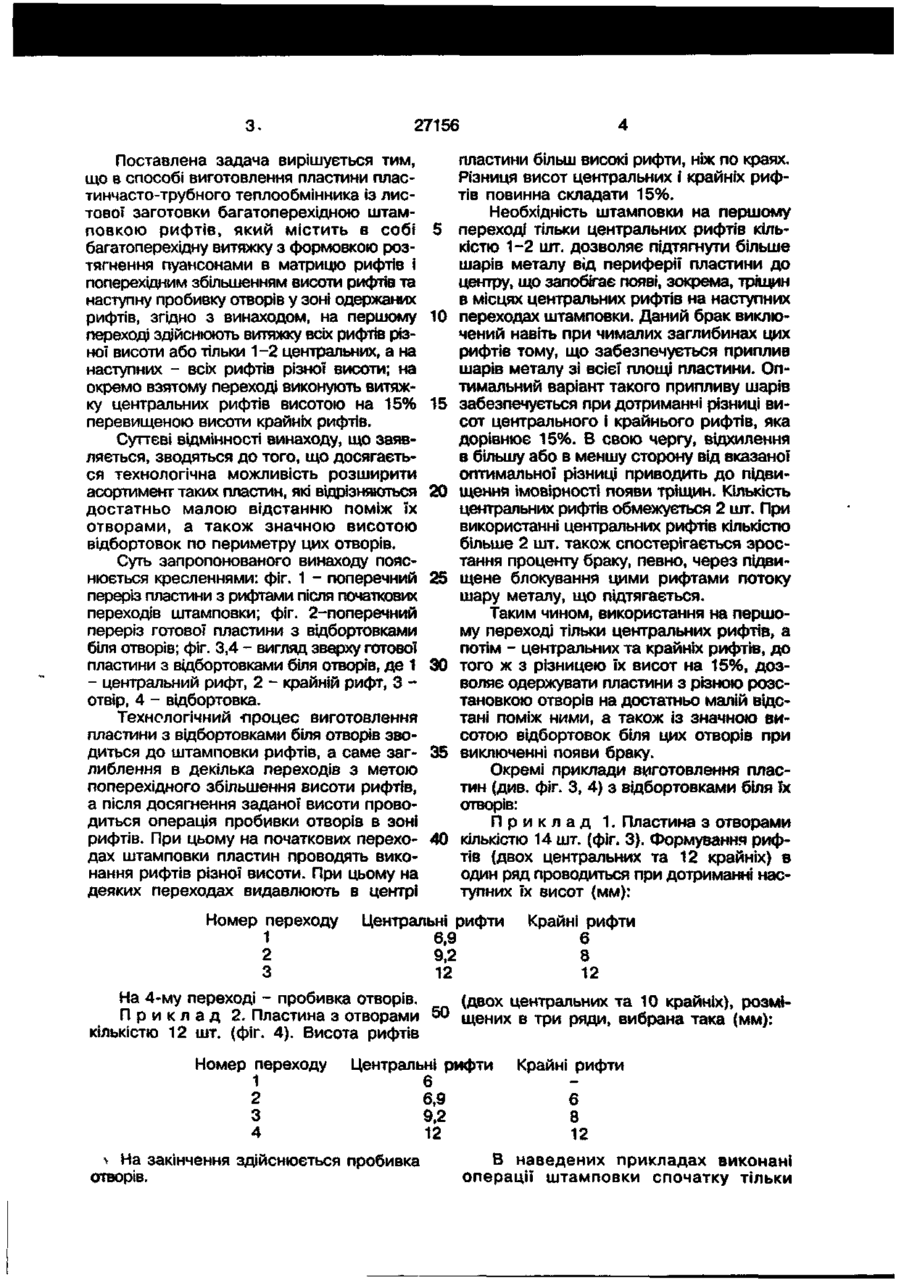
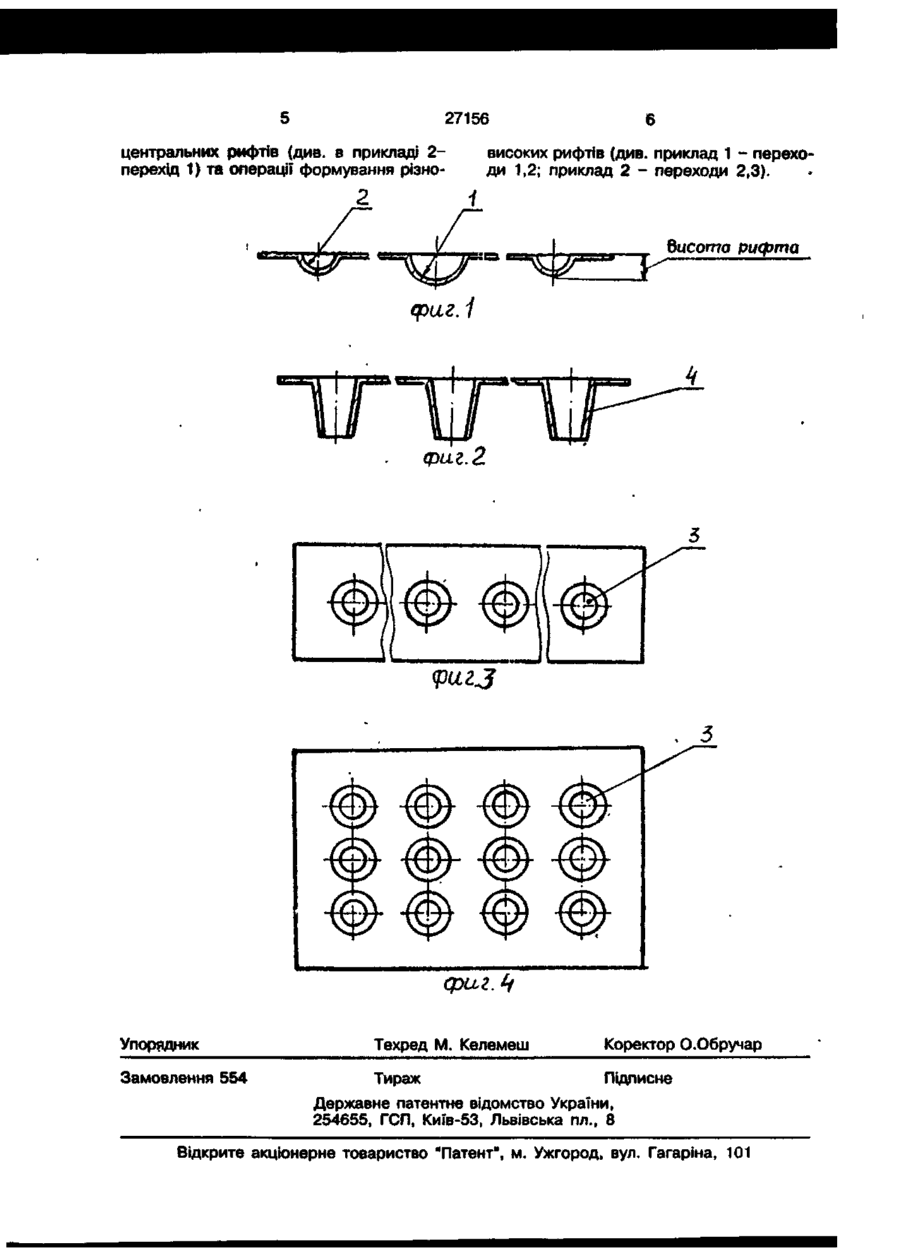
1. Спосіб виготовлення пластини пластинчасто-трубного теплообмінника із листової заготовки багатоперехідною штамповкою рифтів, який містить в собі багатоперехідну витяжку з формовкою розтягнення пуансонами в матрицю рифтів із поперехідним збільшенням висоти рифтів та наступною пробивкою отворів у зоні одержаних рифтів, який в і д р і з н я є ться тим, що на першому переході здійснюють витяжку всіх рифтів висоти або тільки 1-2 центральних, а на наступних всіх рифтів різної висоти. 2. Спосіб по п.1, який в і д р і з н я є т ь с я тим, що на окремо взятому переході виконують витяжку центральних рифтів висотою на 15% перевищеною висоти крайніх рифтів. Як прототип винаходу вибрано спосіб виготовлення пластини пластинчасто-трубного теплообмінника по авторському свідоцтву СРСР № 1733898 від 15.05.92 p., F 28 F 3/04, В 21 D 22/04, який містить в собі багатоперехідну витяжку з формовкою розтягненням пуансонами в матрицю рифтів з поперехідним збільшенням висоти рифтів та наступну пробивку отворів в зоні одержаних рифтів. Але недоліком прототипу також є обмеження технологічних можливостей одержання збільшених відбортовок біля отворів на близькій відстані останніх через нестачу об'ємів підтягуючих шарів металу до кожного формуючого рифту. Задача винаходу полягає в розширенні технологічних можливостей одержання таких пластин та виключенні їх браку. С U1 О 4 27156 Поставлена задача вирішується тим, що в способі виготовлення пластини пластинчасто-трубного теплообмінника із листової заготовки багатоперехідною штамповкою рифтів, який містить в собі багатоперехідну витяжку з формовкою розтягнення пуансонами в матрицю рифтів і поперехідним збільшенням висоти рифтів та наступну пробивку отворів у зоні одержаних рифтів, згідно з винаходом, на першому переході здійснюють витяжку всіх рифтів різної висоти або тільки 1-2 центральних, а на наступних - всіх рифтів різної висоти; на окремо взятому переході виконують витяжку центральних рифтів висотою на 15% перевищеною висоти крайніх рифтів. Суттєві відмінності винаходу, що заявляється, зводяться до того, що досягається технологічна можливість розширити асортимент таких пластин, які відрізняються достатньо малою відстанню поміж їх отворами, а також значною висотою відбортовок по периметру цих отворів. Суть запропонованого винаходу пояснюється кресленнями: фіг. 1 - поперечний й переріз пластини з рифтами після початкових переходів штамповки; фіг. 2-поперечний переріз готової пластини з відбортовками біля отворів; фіг. 3,4 - вигляд зверху готової пластини з відбортовками біля отворів, де 1 - центральний рифт, 2 - крайній рифт, 3 отвір, 4 - відбортовка. Технологічний -процес виготовлення пластини з відбортовками біля отворів зводиться до штамповки рифтів, а саме заглиблення в декілька переходів з метою поперехідного збільшення висоти рифтів, а після досягнення заданої висоти проводиться операція пробивки отворів в зоні рифтів. При цьому на початкових переходах штамповки пластин проводять виконання рифтів різної висоти. При цьому на деяких переходах видавлюють в центрі Номер переходу 1 2 3 5 10 15 20 25 ЗО 35 40 пластини більш високі рифти, ніж по краях. Різниця висот центральних і крайніх рифтів повинна складати 15%. Необхідність штамповки на першому переході тільки центральних рифтів кількістю 1-2 шт. дозволяє підтягнути більше шарів металу від периферії пластини до центру, що запобгає появі, зокрема, тріщин в місцях центральних рифтів на наступних переходах штамповки. Даний брак виключений навіть при чималих заглибинах цих рифтів тому, що забезпечується приплив шарів металу зі всієї площі пластини. Оптимальний варіант такого припливу шарів забезпечується при дотриманні різниці висот центрального і крайнього рифтів, яка дорівнює 15%. В свою чергу, відхилення в більшу або в меншу сторону від вказаної оптимальної різниці приводить до підвищення імовірності появи тріщин. Кількість центральних рифтів обмежується 2 шт. При використанні центральних рифтів кількістю більше 2 шт. також спостерігається зростання проценту браку, певно, через підвищене блокування цими рифтами потоку шару металу, що підтягається. Таким чином, використання на першому переході тільки центральних рифтів, а потім - центральних та крайніх рифтів, до того ж з різницею їх висот на 15%, дозволяє одержувати пластини з різною розстановкою отворів на достатньо малій відстані поміж ними, а також із значною висотою відбортовок біля цих отворів при виключенні появи браку. Окремі приклади виготовлення пластин (див. фіг. З, 4) з відбортовками біля їх отворів: П р и к л а д 1. Пластина з отворами кількістю 14 шт. (фіг. 3). Формування рифтів (двох центральних та 12 крайніх) в один ряд проводиться при дотриманні наступних їх висот (мм): Центральні рифти 6,9 9,2 12 Крайні рифти 6 8 12 На 4-му переході - пробивка отворів. (двох центральних та 10 крайніх), розміП р и к л а д 2. Пластина з отворами 50 щених в три ряди, вибрана така (мм): кількістю 12 шт. (фіг. 4). Висота рифтів Номер переходу 1 2 3 4 Центральні рифти v На закінчення здійснюється пробивка отворів. 6 6.9 9.2 12 Крайні рифти 6 8 12 В наведених прикладах виконані операції штамповки спочатку тільки 27156 центральних рифтів (див. в прикладі 2 перехід 1) та операції формування різно високих рифтів (див. приклад 1 - переходи 1,2; приклад 2 - переходи 2,3). Ъисота рифта сраг.і Фиг. 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make plate of plate-pipe heat exchanger
Автори англійськоюKarpenko Oleksandr Nykyforovych, Orlov Oleksii Zinovievych, Okset Yurii Viktorovych, Holub Valentyn Antonovych
Назва патенту російськоюСпособ изготовления пластины пластинчато-трубного теплообменника
Автори російськоюКарпенко Александр Никифорович, Орлов Алексей Зиновьевич, Оскрет Юрий Викторович, Голуб Валентин Антонович
МПК / Мітки
МПК: F28F 3/04, B21D 22/04
Мітки: теплообмінника, виготовлення, пластинчасто-трубного, пластини, спосіб
Код посилання
<a href="https://ua.patents.su/4-27156-sposib-vigotovlennya-plastini-plastinchasto-trubnogo-teploobminnika.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пластини пластинчасто-трубного теплообмінника</a>
Спосіб виготовлення пластини пластинчасто-трубного теплообмінника
Номер патенту: 26547
Опубліковано: 11.10.1999
Автори: Ройзен Зінаїда Львовна, Карпенко Олександр Никифорович, Оскрет Юрій Вікторович, Орлов Олексій Зінов'євич, Голуб Валентин Антонович
МПК: F28F 3/04
Мітки: спосіб, виготовлення, пластинчасто-трубного, теплообмінника, пластини
Формула / Реферат:
Спосіб виготовлення пластини пластинчасто-трубного теплообмінника, який містить в собі багатоперехідну штамповку рифтів в цій пластині шляхом їх витяжки розтягненням з перерозподілом формуючих об'ємів металу і пробивку отворів в рифтах, який відрізняється тим, що перед багатоперехідною штамповкою рифтів виконують технологічну формовку пластини поміж її рифтами, а пробивку отворів в рифтах здійснюють в середній частині їх дна з наступною...
Спосіб виготовлення пластини пластинчато-трубного теплообмінника
Номер патенту: 26169
Опубліковано: 07.06.1999
Автори: Оскрет Юрій Вікторович, Карпенко Олександр Никифорович, Орлов Олексій Зінов'євич, Мільштейн Павло Абрамович, Голуб Валентин Антонович
МПК: B21D 22/04, F28F 3/04
Мітки: теплообмінника, пластини, виготовлення, спосіб, пластинчато-трубного
Формула / Реферат:
1. Способ изготовления пластины пластинчато-трубного теплообменника путем многопереходной штамповки рифтов, включающий на первом переходе вытяжку с формовкой растяжением с помощью пуансона с прижимом в матрицу рифта, а на последнем переходе пробивку отверстий в зоне рифтов, отличающийся тем, что на начальных переходах процесс вытяжки с формовкой растяжением проводят с использованием прижима в виде конусного складкообразователя, а формирование...
Пластинчасто-трубний теплообмінник
Номер патенту: 26546
Опубліковано: 11.10.1999
Автори: Карпенко Олександр Никифорович, Ройзен Зінаїда Львовна, Оскрет Юрій Вікторович, Орлов Олексій Зінов'євич, Голуб Валентин Антонович
МПК: F28D 9/00
Мітки: теплообмінник, пластинчасто-трубний
Формула / Реферат:
1. Пластинчасто-трубний теплообмінник, який містить в собі пакет пластин, кожна з яких виконана з рядами отворів, які мають по периметру відбортовки, які входять в отвори суміжної пластини з утворюванням внутрішніх каналів, кришки, вхідний і вихідний патрубок, який відрізняється тим, що стінка відбортовок має змінну товщину по їх висоті.2. Пластинчасто-трубний теплообмінник за п.1, який відрізняється тим, що товщина стінки відбортовок...
Спосіб виготовлення фотополімеризаційноздатної пластини
Номер патенту: 22482
Опубліковано: 03.03.1998
Автори: Ковалишин Володимир Михайлович, Мельник Микола Григорович, Гладилович Марта Костянтинівна, Сапій Микола Теодорович, Патрушева Тамара Андріївна, Кук Ганна Федорівна, Скробацька Катерина Владленівна, Румянцева Марина Вікторівна
МПК: G03F 7/038, B29C 41/22
Мітки: спосіб, виготовлення, фотополімеризаційноздатної, пластини
Формула / Реферат:
1. Спосіб виготовлення фотополімеризаційноздатної пластини, що включає нанесення на розміростійку підкладку фотополімеризаційноздатної композиції термопластичним методом і з'єднання отриманого шару з захисною еластичною плівкою, який відрізняється тим, що нанесення фотополімеризаційноздатної композиції термопластичним методом здійснюють на розміростійку підкладку, на якій попередньо формують адгезивний шар, причому формування адгезивного шару...
Спосіб виготовлення теплообмінника
Номер патенту: 7709
Опубліковано: 26.12.1995
Автор: Копак Мирослав Петрович
МПК: B23P 15/26
Мітки: виготовлення, теплообмінника, спосіб
Формула / Реферат:
1. Способ изготовления теплообменника, заключающийся в формовке двух спиралей тарельчатой формы, сборке их между собой с патрубками и коническими крышками и последующем их жестком соединении, отличающийся тем, что, с целью упрощения технологии изготовления формовку спирали осуществляют навивкой полосы на оправку виток к витку тарельчатой формы, а после навивки спираль калибруют по шагу, сборку спиралей между собой осуществляют...
Попередній патент: Спосіб гасіння пожежі газового та нафтового фонтана та пристрій для його здійснення
Наступний патент: Багатоярусний сепаратор для мокрого гравітаційного збагачення руд
Випадковий патент: Отверднення вологоотверджуваних покриттів при низькій вологості