Спосіб виготовлення опори ковзання

Формула / Реферат
1. Спосіб виготовлення опори ковзання, що включає утворення у каменевій опорі сферичної робочої частини, розміщення її в оправі, який відрізняється тим, що для створення робочої частини каменевої опори ковзання виготовляють суміш з меленого легкоплавкого скла та рідини, а для виготовлення усієї каменевої опори ковзання цю суміш розташовують у заздалегідь виготовленій оправі, при цьому останню виготовляють у формі ковпачка, а потім заповнений сумішшю ковпачок нагрівають до температури плавлення скла та плавно охолоджують.
2. Спосіб виготовлення опори ковзання за п. 1, який відрізняється тим, що операцію нагрів проводять ступінчасто за етапами, перший з яких проводять від кімнатної температури до температури 100 °С з витримкою при цій температурі 30 хвилин, другий етап від t 100 °С до t 200 °С з витримкою 30 хвилин, третій етап від t 200 °С до t 300 °С з витримкою 30 хвилин, четвертий етап від t 300 °С до t 400 °С з витримкою 30 хвилин, п'ятий етап від t 400 °С до t 500 °С з витримкою 30 хвилин та шостий етап від t 500 °С до t 520-530 °С з витримкою до 2,5 годин, а операцію охолодження здійснюють за один етап з плавним природним охолодженням до кімнатної температури.
3. Спосіб виготовлення опори ковзання за пп. 1, 2, який відрізняється тим, що у суміші з меленого легкоплавкого скла та рідини як рідину використовують воду або технічний спирт.
Текст
1. Спосіб виготовлення опори ковзання, що включає утворення у каменевій опорі сферичної робочої частини, розміщення її в оправі, який відрізняється тим, що для створення робочої частини каменевої опори ковзання виготовляють суміш з меленого легкоплавкого скла та рідини, а для виготовлення усієї каменевої опори ковзання цю суміш розташовують у заздалегідь виготовленій оправі, при цьому останню виготовляють у формі ковпачка, а потім заповнений сумішшю ковпачок нагрівають до температури плавлення скла та плавно охолоджують. 3 39409 наскрізним каменем та пластиною із отвором, який є співвісним, отвору у наскрізному каміні, у співвісний отвір встановлюють вісь із заплечиками, а робочу поверхню каменю виготовляють сферичної форми, крім того заплечики виготовлюють у діаметрі більші за діаметр отвору у наскрізному камені [Див. А. С. СРСР №553583, Мкл. G04 В31/00, публ. 1977p.]. Суттєвим недоліком способу виготовлення таких опор ковзання є висока складність технології виготовлення та недостатній ресурс роботи через конструктивну складність, а також великі трудо- і матеріаловитрати. Завданням, на вирішення якого спрямована корисна модель, що заявляється, є створення способу виготовлення опори ковзання, у якому шляхом зміни технологічних операцій та складу сировини для каменю можна отримати новий технічний результат, що виражається у спрощенні технології виготовлення опори, зменшенні трудо- і матеріаловитрат. Поставлене завдання вирішують таким чином. У відомому способі виготовлення опори ковзання, що включає утворення у каменевій опорі сферичної робочої частини, розміщення її в оправі шліфування та полірування сферичної робочої частини, згідно з корисною моделлю, що заявляється, для створення робочої частини каменевої опори ковзання виготовляють суміш з меленого легкоплавкого скла та рідини, а для виготовлення усієї каменевої опори ковзання цю суміш розташовують у заздалегідь виготовленій оправі, при цьому останню виготовляють у формі ковпачка, а потім заповнений сумішшю ковпачок нагрівають до температури плавлення скла та плавно охолоджують. Крім того, нагрів проводять ступінчасто за етапами, перший з яких проводять від кімнатної температури до температури 100°С з витримкою при цій температурі 30 хвилин, другий етап від t 100°С до t 200°С з витримкою 30 хвилин, третій етап від t 200°С до t 300°С з витримкою 30 хвилин, четвертий етап від t 300°С до t 400°С з витримкою Комп’ютерна в ерстка І.Скворцов а 4 30 хвилин, п'ятий етап від t 400°С до t 500°С з витримкою 30 хвилин та шостий етап від t 500°С до t 520-530°С з витримкою до 2,5 годин, а операцію охолодження здійснюють за один етап з плавним природнім охолодженням до кімнатної температури, при цьому у суміші з меленою легкоплавкого скла та рідини як рідину використовують воду або технічний спирт. Спосіб виготовлення опори ковзання можна проілюструвати на конкретному прикладі реалізації заявленого технічного рішення. Металевий ковпачок виготовляють методом витяжки, наприклад, з латуні марки Л-62 або ЛС 63-3, у виготовлений ковпачок поміщають суміш з меленого легкоплавкого скла з рідиною. Як рідину використовують очищен у воду або те хнічний спирт. Кількість рідини додають таку, щоб мелене скло не розсипалося, тобто, щоб можна було взяти його у кількості, необхідній для заповнення порожнини ковпачка за допомогою технологічного інструменту. Заготовки поміщають на піддон та розташовують останній у муфельну піч. Піч вмикають на розігрів і операцію нагріву здійснюють за графіком на етапах. 1-й - до температури 100°С з витримкою при цієї температурі 30 хвилин, 2-й - від 100°С до 200°С з витримкою 30 хвилин, 3-й - від 200°С до 300°С з витримкою 30 хвилин, четвертий - від 300°С до 400°С з витримкою 30 хвилин, 5-й від 400°С до 500°С з витримкою 30 хвилин та 6-й етап від 500°С до 520-530°С з витримкою до 2,5 годин. В процесі нагріву рідина через її невелику кількість та низьку температур у випаровується, а легкоплавке скло стає монолітним. При цьому завдяки доброї змочуваності внутрішньої поверхні металевого ковпачка скла утворює ввігнутий меніск. Після останньої 2,5 годинної витримки піч вимикають надаючи можливість плавного охолодження печі та її вмісту. Скло у кожному з ковпачків твердіє, зберігаючи ввігнутий меніск, тобто утворюючи сферичну робочу поверхню каменевої опори, отриману робочу поверхню каменю наприкінці виготовлення контролюють на предмет відповідності технічним умовам. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making slide support
Автори англійськоюProvalskyi Anatolii Mykolaiovych
Назва патенту російськоюСпособ изготовления опоры скольжения
Автори російськоюПровальский Анатолий Николаевич
МПК / Мітки
МПК: G04B 31/00
Мітки: ковзання, спосіб, виготовлення, опори
Код посилання
<a href="https://ua.patents.su/2-39409-sposib-vigotovlennya-opori-kovzannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення опори ковзання</a>
Система змащення підшипникової опори ковзання
Номер патенту: 81443
Опубліковано: 10.01.2008
Автори: Кацов Сергій Миколайович, Боярко Микола Микитович, Цвик Микола Іванович, Чернов Олександр Євгенович
МПК: F16C 17/04, F16C 33/10
Мітки: опори, ковзання, система, змащення, підшипникової
Формула / Реферат:
1. Система змащення підшипникової опори ковзання, що містить мастиломісткість, мастильне кільце та розташований над верхньою частиною його зовнішньої циліндричної поверхні скребковий пристрій із розміщеною в його корпусі приймальною пластиною для забору з мастильного кільця мастильної рідини і подачі її в робочий підшипниковий зазор, яка відрізняється тим, що приймальна пластина виконана з можливістю хитання шляхом розміщення її на осі зі...
Спосіб виготовлення двошарового антифрикційного підшипника ковзання
Номер патенту: 61232
Опубліковано: 17.11.2003
Автор: Дудчак Віталій Петрович
МПК: B29C 51/00
Мітки: ковзання, двошарового, антифрикційного, підшипника, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення двошарового підшипника ковзання, який відрізняється тим, що з метою підвищення адгезійної міцності підшипник виготовляється шляхом опресування фторопластової втулки, яка має профільні канавки і виступи, жорстким конструкційним матеріалом АГ-4В.2. Спосіб за п. 1, який відрізняється тим, що з метою одержання однакової товщини фторопластової втулки її попередньо нагрівають до температури 200...250°С і деформують на...
Сферичний підшипник ковзання і спосіб виготовлення сферичного підшипника ковзання
Номер патенту: 83486
Опубліковано: 25.07.2008
Автори: Романов Сергій Михайлович, Романов Дмитро Сергійович
МПК: F16C 33/02, F16C 17/00, F16C 33/08
Мітки: ковзання, виготовлення, підшипник, спосіб, підшипника, сферичного, сферичний
Формула / Реферат:
1. Сферичний підшипник ковзання, який складається з несучих елементів підшипника, а саме з металевого корпуса, виконаного в цілому у вигляді втулки, і внутрішнього кільця зі сферичною поверхнею, а також вкладиша, який відрізняється тим, що вкладиш складається із шару антифрикційного матеріалу, розміщеного на сталевій підкладці, і зафіксований на несучому елементі за допомогою електрозаклепок.2. Сферичний підшипник ковзання за п. 1,...
Вкладиш підшипника ковзання і спосіб виготовлення вкладиша підшипника ковзання
Номер патенту: 81288
Опубліковано: 25.12.2007
Автори: Романов Сергій Михайлович, Романов Дмитро Сергійович
МПК: F16C 33/04, F16C 33/08, F16C 17/00
Мітки: підшипника, спосіб, вкладиш, виготовлення, вкладиша, ковзання
Формула / Реферат:
1. Вкладиш підшипника ковзання, що складається зі сталевого корпуса, на якому зафіксована принаймні одна біметалева накладка, виконана у вигляді шару антифрикційного матеріалу, розміщеного на сталевій підкладці, який відрізняється тим, що підкладка біметалевої накладки зафіксована на корпусі вкладиша за допомогою електрозаклепок.2. Вкладиш підшипника ковзання за п. 1, який відрізняється тим, що принаймні частина корпуса вкладиша...
Спосіб виготовлення вкладиша підшипника ковзання
Номер патенту: 65951
Опубліковано: 15.04.2004
Автори: Краснов Антон Володимирович, Іщенко Анатолій Олексійович
МПК: F16C 19/00
Мітки: спосіб, виготовлення, вкладиша, підшипника, ковзання
Формула / Реферат:
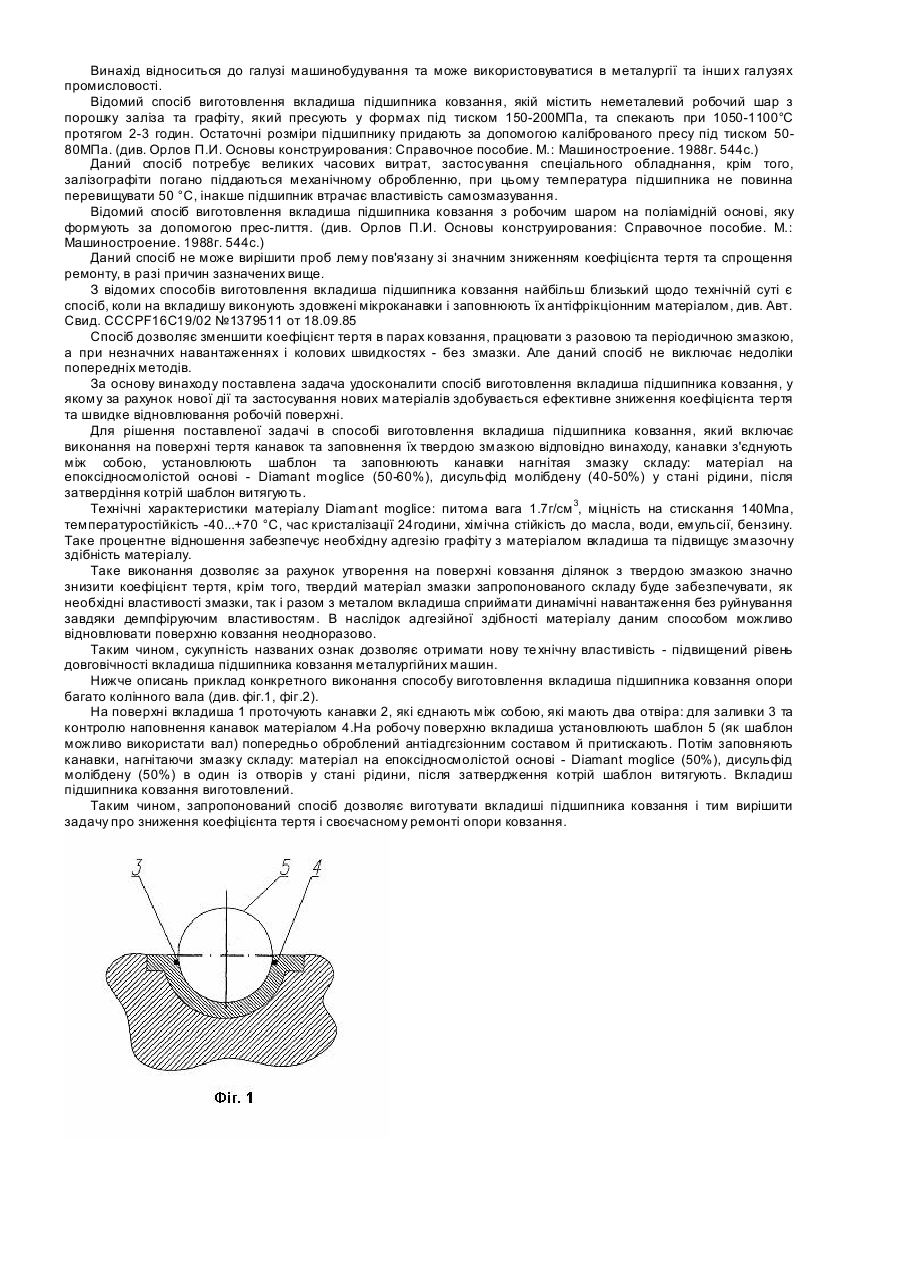
Спосіб виготовлення вкладиша підшипника ковзання, який включає виготовлення на поверхні тертя канавок і заповнення їх твердою змазкою, який відрізняється тим, що канавки з'єднують між собою, установлюють шаблон та заповнюють канавки, нагнітаючи змазку складу: матеріал на епоксидносмолистій основі - Diamant moglice (50-60 %), дисульфід молібдену (40-50 %) у стані рідини, після затвердіння котрої шаблон витягують.
Попередній патент: Запобіжний затвор для ємності
Наступний патент: Спосіб хірургічного лікування сколіотичної деформації хребта у дітей та підлітків з незавершеним ростом скелета
Випадковий патент: Спосіб ампутації гомілки