Спосіб зневоднювальної (протифлокенної) обробки сталі
Номер патенту: 4852
Опубліковано: 15.02.2005
Автори: Крейденко Фіра Семенівна, Харлашин Петро Степанович, Харчєвніков Валєрій Павловіч, Лепіхов Леонід Сергійович, Белов Борис Федорович, Ісаєв Олег Борисович, Кашира Геннадій Олександрович, Бродецький Ігор Леонідович, Александров Валерій Димитрович, Кармазін Андрій Вікторович, Троцан Анатолій Іванович
Формула / Реферат
Спосіб зневоднювальної (протифлокенної) обробки твердої сталі, що включає уповільнене охолодження її від температури не нижче 400°С до температури не вище 60°С, який відрізняється тим, що мінімальну тривалість обробки визначають у залежності від вихідного вмісту водню відповідно до виразу:
t = а [Н]0 - b [H]02- с,
де t - мінімальна тривалість обробки,
[Н]0 - вихідний вміст водню,
а, b, с - величини, визначені експериментальним шляхом для конкретних умов виплавки і марок сталі.
Текст
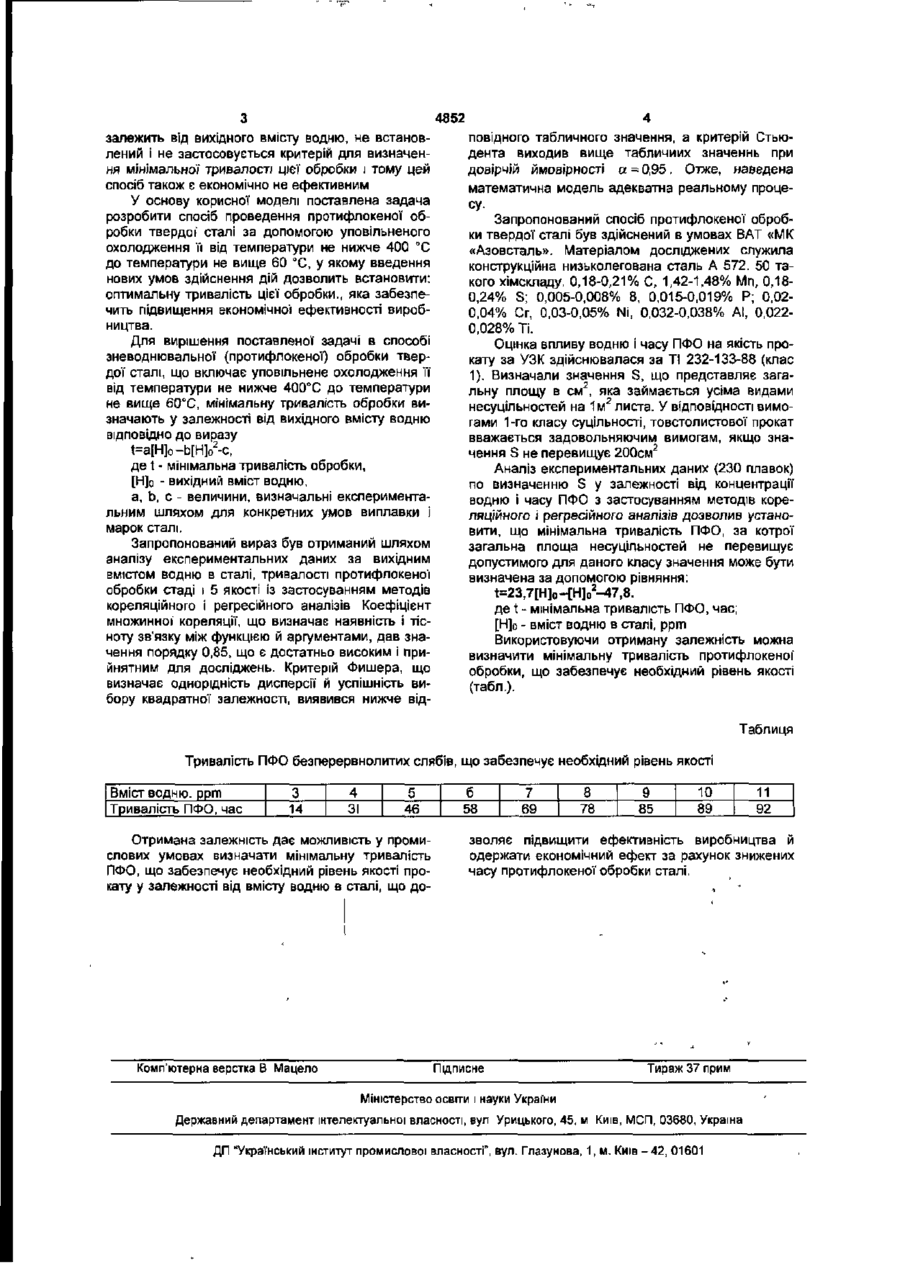
Спосіб зневоднювальної (протифлокенної) обробки твердої сталі, що включає уповільнене охолодження її від температури не нижче 400°С до температури не вище 60°С, який відрізняється тим, що мінімальну тривалість обробки визначають у залежності від вихідного вмісту водню відповідно до виразу: t = a[H] o -b[H]o 2 -c, де t - мінімальна тривалість обробки, [Н]о - вихідний вміст водню, а, Ь, с - величини, визначені експериментальним шляхом для конкретних умов виплавки і марок сталі. Спосіб відноситься до чорної металургії і може бути застосований для виробництва якісних конструкційних сталей. Однієї з проблем виробництва якісних конструкційних сталей є зниження їхньої флокеностійкості, обумовленої наявністю в металі дифузійно рухливого водню. Відомий засіб протифлокеної обробки сталі (ПФО), що полягає у вилежуванні металу в стопах протягом визначеного часу, оскільки витримка при підвищених температурах прискорює десорбцію дифузійно - рухливого водню. У цьому засобі проводиться уповільнене охолодження листів металу в стопі з 500 до 60-70°С протягом 72 часів, незалежно від концентрації вихідного вмісту водню [Комплексная технология производства листового проката для труб большого диаметра. /В С. Бойко, А.А Ларионов, И Г. Саркиц и др. //Металл и литье Украины. -1908. - №5-6 - С.44-46]. Проте, ця обробка хоча і забезпечує необхідну якість прокату, э економічно не ефективною, тому що тривалість проведення обробки вибирається без залежності від вихідного вмісту водню, що коливається в широких межах ( від 3,0-4,0 до 10,011,0 ррт), і не є оптимальною. Відомий також засіб уповільненого післядеформаційного охолодження листів сталі після контрольованого прокатування, що здійснюється шляхом їх складування в стопи при температурі не нижче 400°С і охолодження в штабелі до темпера тури не вище 100°С [Емельянов В.В., Носоченко О.В. Водород и структурная неоднородность в толстых листах микролегированной стали // Водородная обработка материалов Труды 3-й Межд.конф «ВОМ-2001», Донецк-Мариуполь, 1418 мая 2001г., ч.2. - Донецк1 Типогр. «Норд Компьютер», 2001. -С.310-312]. Проте, і в цьому засобі протифлокена обробка, хоча і забезпечує відповідність металу вимогам стандарту SEL 072, але її застосування не є економічно ефективним, тому що тривалість обробки не є оптимальною. Найбільше близьким за технічною суттю і досягаемому результату є спосіб протифлокеної обробки, безперервнолитих слябів за допомогою уповільненого їх охолодження від температури 400°С до температури 60-100°С, у котрому також встановлено, що тривалість обробки, що забезпечує необхідний рівень властивостей сталі, залежить від вихідного вмісту водню в сталі [Исследование влияния содержания водорода и режимов противофлокенной обработки непреривнолитых слябов на качество проката /И.Л. Бродецкий, А.И. Троцан, Б.Ф. Белов и др. //В сб. информ. материалов 2-ой межд. конф. «ВОМ-98» «Водородная обработка материалов», Донецк1 ДонГТУ, 1998. С.202]. Проте, і в цьому способі, хоча, і встановлено, що тривалість проведення протифлокеної обробки, необхідної для досягнення певної якості сталі, ю 00 4852 залежить від вихідного вмісту водню, не встановлений і не застосовується критерій для визначення мінімальної тривалості цієї обробки і тому цей спосіб також є економічно не ефективним У основу корисної моделі поставлена задача розробити спосіб проведення протифлокеної обробки твердої' сталі за допомогою уповільненого охолодження її від температури не нижче 400 °С до температури не вище 60 °С, у якому введення нових умов здійснення дій дозволить встановити: оптимальну тривалість цієї обробки., яка забезпечить підвищення економічної ефективності виробництва. Для вирішення поставленої задачі в способі зневоднювальної (протифлокеної) обробки твердої сталі, що включає уповільнене охолодження її від температури не нижче 400°С до температури не вище 60°С, мінімальну тривалість обробки визначають у залежності від вихідного вмісту водню відповідно до виразу t=a[H]o-b[H]o2-c, де t - мінімальна тривалість обробки, [Н]о - вихідний вміст водню, а, Ь, с - величини, визначальні експериментальним шляхом для конкретних умов виплавки і марок сталі. Запропонований вираз був отриманий шляхом аналізу експериментальних даних за вихідним вмістом водню в сталі, тривалості протифлокеної обробки стаді і 5 якості із застосуванням методів кореляційного І регресійного аналізів Коефіцієнт множинної кореляції, що визначає наявність І тісноту зв'язку між функцією й аргументами, дав значення порядку 0,85, що є достатньо високим і прийнятним для досліджень. Критерій Фишера, що визначає однорідність дисперсії й успішність вибору квадратної залежності, виявився нижче від повідного табличного значення, а критерій Стьюдента виходив вище табличних значеннь при довірчій ймовірності а = 0,95. Отже, наведена математична модель адекватна реальному процесу. Запропонований спосіб протифлокеної обробки твердої сталі був здійснений в умовах ВАТ «МК «Азовсталь». Матеріалом досліджених служила конструкційна низьколегована сталь А 572. 50 такого хімскладу. 0,18-0,21% С, 1,42-1,48% Мп, 0,180,24% S; 0,005-0,008% 8, 0,015-0,019% Р; 0,020,04% Сг, 0,03-0,05% Ni, 0,032-0,038% АІ, 0,0220,028% Ті. Оцінка впливу водню і часу ПФО на якість прокату за V3K здійснювалася за ТІ 232-133-88 (клас 1). Визначали значення S, що представляє загальну площу в см 2 , яка займається усіма видами несуцільностей на 1м 2 листа. У відповідності вимогами 1-го класу суцільності, товстолистової прокат вважається задовольняючим вимогам, якщо значення S не перевищує 200см2 Аналіз експериментальних даних (230 плавок) по визначенню S у залежності від концентрації водню і часу ПФО з застосуванням методів кореляційного і регресійного аналізів дозволив установити, що мінімальна тривалість ПФО, за котрої загальна площа несуцільн остей не перевищує допустимого для даного класу значення може бути визначена за допомогою рівняння: t=23I7[H]o-[H]o2-47,8. де t - мінімальна тривалість ПФО, час; [Н]о - вміст водню в сталі, р р т Використовуючи отриману залежність можна визначити мінімальну тривалість протифлокеної' обробки, що забезпечує необхідний рівень якості (табл.). Таблиця Тривалість ПФО безперервнолитих слябів, що забезпечує необхідний рівень якості Вміст водню, ррт Тривалість ПФО, час 3 14 4 ЗІ 5 46 Отримана залежність дає можливість у промислових умовах визначати мінімальну тривалість ПФО, що забезпечує необхідний рівень якості прокату у залежності від вмісту водню в сталі, що до Комп'ютерна верстка В Мацело б 58 7 69 8 78 9 85 10 89 11 92 зволяє підвищити ефективність виробництва й одержати економічний ефеіст за рахунок знижених часу протифлокеної обробки сталі. Підписне Тираж 37 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for dewatering (antifloc) steel treatment
Автори англійськоюBrodetskyi Ihor Leonidovych, Trotsan Anatolii Ivanovych, Kreidenko Fira Semenivna, Belov Borys Fedorovych, Kharlashyn Petro Stepanovych, Aleksandrov Valerii Dymytrovych, Lepikhov Leonid Serhiiovych, Isaiev Olrh Borysovych, Karmazin Andrii Viktorovych, Каrmаzіn Andrii Viktorovych
Назва патенту російськоюСпособ обезвоживающей (противофлокенной) обработки стали
Автори російськоюБродецкий Игорь Леонидович, Троцан Анатолий Иванович, Крейденко Фира Семенивна, Белов Борис Федорович, Харлашин Петр Степанович, Александров Валерий Димитриевич, Лепихов Леонид Сергеевич, Исаев Олег Борисович, Кармазин Андрей Викторович
МПК / Мітки
МПК: C21D 3/00
Мітки: спосіб, обробки, протифлокенної, зневоднювальної, сталі
Код посилання
<a href="https://ua.patents.su/2-4852-sposib-znevodnyuvalno-protiflokenno-obrobki-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб зневоднювальної (протифлокенної) обробки сталі</a>
Спосіб термічної обробки сталі
Номер патенту: 57152
Опубліковано: 16.06.2003
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: спосіб, обробки, термічної, сталі
Формула / Реферат:
Спосіб термічної обробки сталі, що включає проведення термоциклування, гартування і відпуск, який відрізняється тим, що термоциклування проводиться нагрівом сталі до температури вище точки Ас3 на 30...50°С і охолодженням нижче точки Аr3 на 30...50°С, а в подальшому здійснюють охолодження до температур 600, 400, 200°С і до кімнатної температури з нагрівом вище точки Ас3, на 30...50°С перед кожним із охолоджень, а потім виконують гартування...
Спосіб термічної обробки молольних куль зі сталі

Номер патенту: 34291
Опубліковано: 15.07.2003
Автор: Зелікович Олександр Якович
МПК: C21D 1/18, B21H 1/00, C21D 9/36
Мітки: обробки, куль, термічної, спосіб, молольних, сталі
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб позапічної обробки високовуглецевої сталі
Номер патенту: 46029
Опубліковано: 15.05.2002
Автори: Тітієвський Володимир Маркович, Бать Юрій Ізраілевич, Гринберг Самуіл Юхимович, Дюдкін Дмитро Олександрович
МПК: C21C 7/06
Мітки: обробки, сталі, позапічної, високовуглецевої, спосіб
Формула / Реферат:
Спосіб позапічної обробки високовуглецевої сталі, що містить в собі введення в розплав алюмінію і силікокальцію, який відрізняється тим, що алюміній вводять в розплав перед введенням силікокальцію, а витрати силікокальцію установлюють з урахуванням ступеня засвоєння кальцію в залежності від засвоєного алюмінію та вмісту сірки в розплаві, при цьому нижню межу вмісту кальцію в розплаві визначають із співвідношення [Ca]=0,01[Al]+0,0016, %, а...
Спосіб позапічноі обробки сталі
Номер патенту: 23586
Опубліковано: 15.03.2002
Автори: Ларіонов Олександр Олексійович, Бать Юрій Ізраільович, Побегайло Андрій Володимирович, Кисіленко Володимир Васильович, Самохвалов Володимир Михайлович, Бойко Володимир Семенович, Кочевенко Іван Іванович, Дюдкін Дмитро Олександрович
МПК: C21C 7/06
Мітки: сталі, спосіб, позапічноі, обробки
Формула / Реферат:
Спосіб позапічної обробки сталі, що включає введення в розплав алюмінію та матеріалів, що містять у своєму складі кальцій, який відрізняється тим, що алюміній вводять в розплав перед введенням матеріалів, що містять в собі кальцій, а витрати матеріалів, що містять в собі кальцій, установлюють з урахуванням ступеня засвоєння кальцію в залежності від засвоєного алюмінію, вмісту сірки в розплаві та температури розплаву, при цьому нижня межа...
Спосіб позапічноі обробки рідкої сталі
Номер патенту: 23590
Опубліковано: 02.06.1998
Автори: Буга Ілля Дмитрович, Булянда Олександр Олексійович, Бать Юрій Ізраільович, Тітієвський Володимир Маркович, Курдюков Анатолій Андрійович, Кисіленко Володимир Васильович, Дюдкін Дмитро Олександрович, Бузун Ігор Леонідович
МПК: C21C 7/00
Мітки: обробки, сталі, позапічноі, спосіб, рідкої
Формула / Реферат:
Спосіб позапічної обробки рідкої сталі, що містить у собі подавання в ківш порошкового дроту в стальній оболонці і визначення перед введенням дроту температури та висоти шару металу, який відрізняється тим, що швидкість введення дроту в ківш встановлюють за залежністю:де Н - висота шару рідкої сталі, мd - товщина оболонки, м;Т - температура рідкої сталі, °С;К - коефіцієнт, враховуючий зміну температури...
Попередній патент: Устаткування для градуювання та перевірки витратомірів і лічильників газу
Наступний патент: Спосіб виплавки сталі
Випадковий патент: Спосіб виробництва замороженого тістового напівфабрикату з додаванням крохмалевмісної овочевої сировини