Спосіб отримання шорсткої поверхні
Номер патенту: 4975
Опубліковано: 15.02.2005
Автори: Бойко Володимир Семенович, Бочаров Володимир Віталійович, Норка Сергій Петрович, Бочаров Віталій Федорович
Формула / Реферат
Спосіб отримання шорсткої поверхні бочок робочих валків станів безперервної холодної прокатки, який відрізняється тим, що шорсткість поверхні виконують механічним вдавлюванням у поверхню бочок робочих валків безлічі твердих часток.
Текст
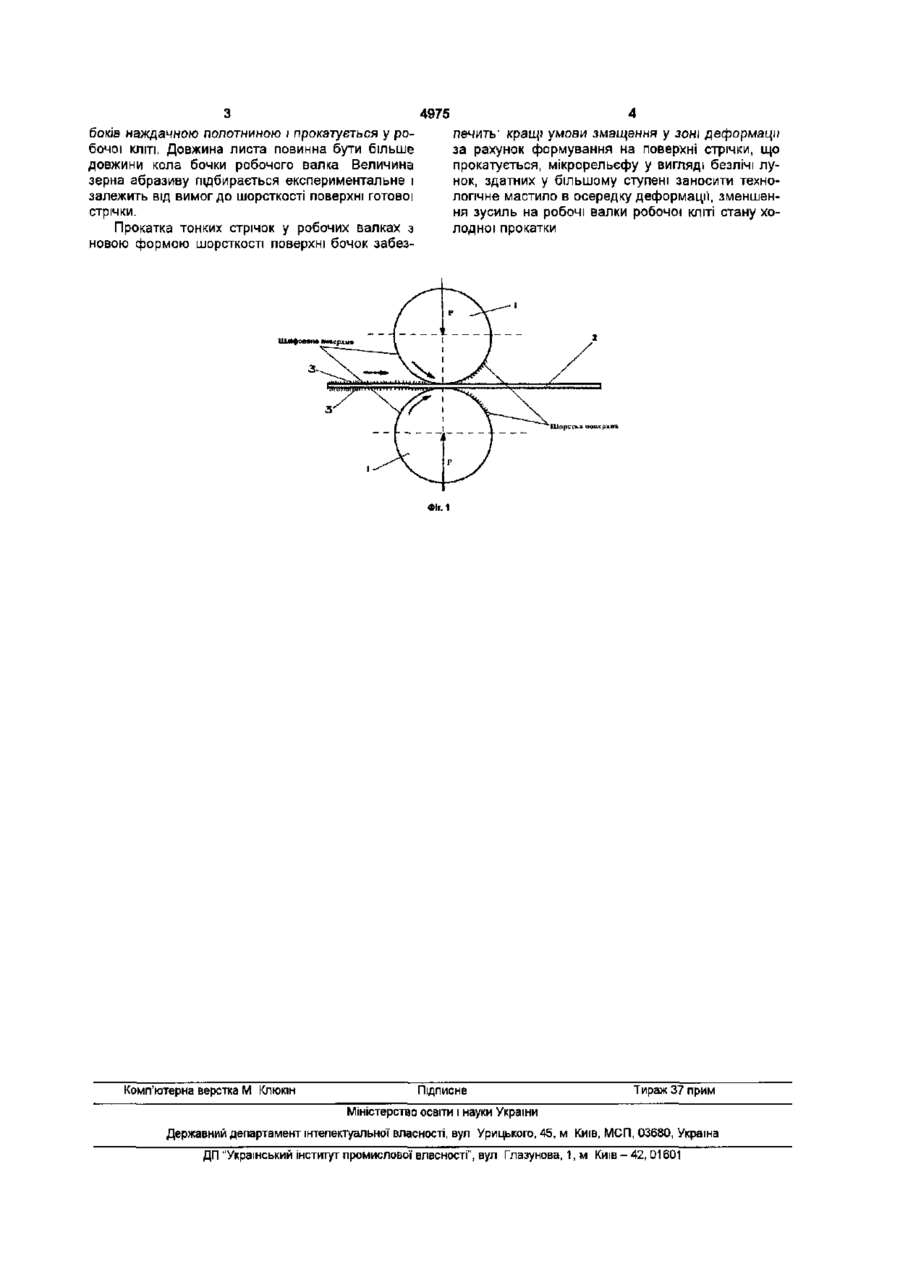
Спосіб отримання шорсткої поверхні бочок робочих валків станів безперервної холодної прокатки, який відрізняється тим, що шорсткість поверхні виконують механічним вдавлюванням у поверхню бочок робочих валків безлічі твердих часток Корисна модель відноситься до галузі металурги, зокрема, до одержання шорсткості на поверхні бочок робочих валків станів для холодної прокатки тонких стрічок До існуючих способів одержання шорсткої поверхні бочок робочих валків станів холодної прокатки тонких стрічок відносяться насічка бочок робочих валків за допомогою дробоструминих і дробометальних установок, електроерозійна обробка та ш Необхідність насічки поверхні бочок робочих валків на станах холодної прокатки стрічок пов'язана з одержанням на поверхні готової стрічки необхідної шорсткості поверхні, зниженням імовірності зварювання витків стрічки у рулоні при відпалі у ковпакових печах, поліпшенням умов захоплення переднього кінця стрічки, що прокатується робочими валками першої КЛІТІ безперервного стану Найбільш розповсюдженим способом одержання шорсткої поверхні бочок робочих валків станів холодног прокатки є їхня насічка металевим дробом (Мелешко В И Чекмарев А П , Мазур В Л и др Отделка поверхности листа - М Металлургия, 1975) При цьому на шліфованій поверхні формується безліч мікрозападин, отриманих за рахунок ударів дробу об поверхню бочки валка Основними недоліками існуючих способів одержання шорсткої поверхні бочок робочих валків станів холодної прокатки стрічок є відносно велика трудомісткість способу насічки, формування на шліфованій бочці валка шорсткої поверхні у вигляді безлічі мікролунок, що приводить до росту зусиль прокатки в останньої КЛІТІ безперервною стану за рахунок підвищення коефіцієнта тертя на межі поділу «метал - робочий валок» у зоні деформації Підвищення зусиль прокатки негативно відбивається на роботі валків і здатності викочування на задану товщину тонких стрічок Задачею запропонованного винаходу є одержання на поверхні бочки робочих валків і стрічки, яка прокатується, принципово нової форми шорсткості, що забезпечить зниження зусиль прокатки і надасть можливість знизити забруднення поверхні готових холоднокатаних стрічок металевим пилом Поставлена задача вирішується за рахунок того, що шорстку поверхню бочок робочих валків станів безперервної холодної прокатки виконують механічним вдавлюванням у поверхню бочок робочих валків безлічі твердих часток При цьому шорсткість бочок робочих валків буде формуватися безліччю виступних над шліфованою поверхнею бочки валка осколків твердих часток На даний час таку форму шорсткості поверхні можна одержати тільки в робочої КЛІТІ прокатного стану Сутність запропонованого винаходу пояснюється на прикладі його виконання з посиланням на прикладене креслення, на фіг 1 якого зображена принципова схема одержання шорсткої поверхні бочок робочих валків прокатних станів На принциповій схемі зображені бочки робочих валків 1 прокатних станів, металевий лист 2, обгорнутий з двох боків наждачною полотниною З Спосіб реалізується таким чином Для цього береться тонкий (0,5-0,6мм) лист холоднокатаного металу, обгортається з двох ю О) 4975 боків наждачною полотниною і прокатується у робочої КЛІТІ. Довжина листа повинна бути більше довжини кола бочки робочого валка Величина зерна абразиву підбирається експериментальне і залежить від вимог до шорсткості поверхні готової стрічки. Прокатка тонких стрічок у робочих валках з новою формою шорсткості поверхні бочок забез 4 печить" кращі умови змащення у зоні деформації за рахунок формування на поверхні стрічки, що прокатується, мікрорельєфу у вигляді безлічі лунок, здатних у більшому ступені заносити технологічне мастило в осередку деформації, зменшення зусиль на робочі валки робочої кліті стану холодної прокатки Фіг. 1 Комп'ютерна верстка М Кпкжін Підписне Тираж 37 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of rough surface
Автори англійськоюBoiko Volodymyr Semenovych, Norka Serhii Petrovych, Bocharov Volodymyr Vitaliiovych, Bocharov Vitalii Fedorovych
Назва патенту російськоюСпособ получения шероховатой поверхности
Автори російськоюБойко Владимир Семенович, Норка Сергей Петрович, Бочаров Владимир Витальевич, Бочаров Виталий Федорович
МПК / Мітки
МПК: B05D 5/02
Мітки: шорсткої, поверхні, отримання, спосіб
Код посилання
<a href="https://ua.patents.su/2-4975-sposib-otrimannya-shorstko-poverkhni.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання шорсткої поверхні</a>
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Штехно Олег Миколайович, Ніколаєв Віктор Олександрович, Телюк Віктор Григорович, Кудрин Володимир Іванович, Тилик Василь Трохимович, Васильєв Олександр Геннадійович, Мовшович Вілорд Соломонович
МПК: B21B 1/22
Мітки: спосіб, прокатування, безперервного, штаб
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Спосіб зміцнення поверхні прокатних валків
Номер патенту: 35063
Опубліковано: 15.03.2001
Автори: Трофімов Віталій Олександрович, Вербицький Валерій Абрамович, Васильєв Олександр Геннадійович, Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Штехно Олег Миколайович, Ніколаєв Віктор Олександрович, Мацко Сергій Володимирович, Путнокі Олександр Юліусович
МПК: B21B 1/00
Мітки: прокатних, спосіб, валків, поверхні, зміцнення
Формула / Реферат:
Спосіб зміцнення поверхні прокатних валків, що включає попереднє шліфування на потрібний діаметр, обкатку поверхні валка роликом при обертанні валка навколо осі в горизонтальній площині відрізняється тим, що обкатку поверхні шийок валка виконують шляхом диференціювання величин пластичної деформації в залежності від початкової твердості шийок, при цьому величину обтиску встановлюють за виразомде - абсолютний пластичний обтиск...
Валкові вузли неперервного стана
Номер патенту: 31315
Опубліковано: 15.12.2000
Автори: Васильєв Олександр Геннадійович, Мовшович Вілорд Соломонович, Ніколенко Андрій Георгійович, Бриштен Микола Сидорович, Кудрин Володимир Іванович, Тилик Василь Трохимович, Телюк Віктор Григорович, Штехно Олег Миколайович, Боборикін Дмитро Анастасович, Суханов Віктор Михайлович, Ніколаєв Віктор Олександрович, Трощенков Микола Олексійович
МПК: B21B 27/02
Мітки: вузлі, неперервного, валкові, стана
Текст:
...якості поверхні І готової продукції. ' На фігурі зображена схема розміщення безперервного стана з 4-х клітей з робочими валковими вузлами, розташованими між опорними вал ками 2; штаба 3 прокатується на всіх клітях стана І виходячи з чистової (четвертої) КЛІТІ з необхідними розмірами та величинами шорсткості поверхні. Робочі валкові вузли в клітях 1,3,4 з насіченими поверхнями , а в КЛІТІ 2 - тільки зі шліфованою поверхнею. Безперервний стан...
Спосіб отримання поризованої поверхні бетонних виробів
Номер патенту: 36329
Опубліковано: 16.04.2001
Автори: Тимофєєв Ростислав Гарійович, Лисняк Володимир Петрович, Калашник Володимир Олександрович, Федоренко Ігор Володимирович, Макаров Борис Семенович
МПК: B28B 11/08
Мітки: отримання, поверхні, бетонних, спосіб, виробів, поризованої
Текст:
...міші вводили як білий пігмент вапняне борошно та охру золотисту для імітації кольору природних каменів (вапняки, піщаники); воду використано водопровідну, яка відповідає вимогам стандартів. Бетонну суміш готували з водо-цементним співвідношенням 0,42-0,60 у лабораторному бетонозмішувачі примусової дії. Форму для виготовлення декоративної плитки установлювали на віброоргані віброелектродинамічного стенду ВЕДС-400, заповнювали її бетонною...
Спосіб отримання зміцнювального покриття на металевій поверхні
Номер патенту: 3644
Опубліковано: 15.12.2004
Автори: Саєнко Сергій Юрійович, Гончар Микола Іванович, Сурков Олександр Євгенович, Габелков Сергій Володимирович
МПК: C23C 10/06
Мітки: отримання, поверхні, металевій, спосіб, зміцнювального, покриття
Формула / Реферат:
1. Спосіб отримання зміцнювального покриття на металевій поверхні, який включає дію на металеву поверхню плазмою тліючого ВЧ-розряду, який створюють у робочій камері, з одночасним пропусканням крізь робочу камеру робочого газу, який активують, який відрізняється тим, що тліючий ВЧ-розряд створюють на частоті 40-150 МГц.2. Спосіб за п.1, який відрізняється тим, що тліючий ВЧ-розряд створюють ємнісного типу.
Попередній патент: Спосіб моделювання гострого перитоніту
Наступний патент: Піраміда “резонатор”
Випадковий патент: Вантажно-пасажирський вагон