Спосіб виготовлення булату заданого гатунку
Формула / Реферат
Спосіб виготовлення булату заданого ґатунку, що включає заливку рідким металом виливниці з установленими у ній скріпленими арматурними елементами з дроту, прутків і пластин з чистого заліза або залізовуглецевого сплаву з кількістю вуглецю до 1,2 %, який відрізняється тим, що як арматурні елементи з дроту, прутків і пластин використовують пружини, спіралі та інші утворення з відстанню між арматурними елементами і самою арматурою 1,5 - 5,0 мм, а співвідношення маси арматури і маси рідкого металу становить 40 : 60 %.
Текст
Спосіб виготовлення булату заданого ґатунку, що включає заливку рідким металом виливниці з установленими у ній скріпленими арматурними Спосіб відноситься до виготовлення виробів з булатної сталі /шаблі, кортики, мечі та ІНШІ/ З заданим гатунком, особливо зі середнім і вищим Відомий "Спосіб виготовлення зливків булатної сталі, авторське свідоцтво СРСР №116334, який включає ввод стружки з маловуглецевої сталі в КІЛЬКОСТІ 65-70% від маси рідкого металу в перегрітий на 180-200°С чавун, затим проводять подальший нагрів чавуну, розкисляють алюмінієм, додають в розплав легуючий елемент і отримують легований або нержавіючий булат Цим способом можна отримати сплав з візерунком, який буде визначатись ВІДТІНКОМ кольорів макроструктури чавуну /темний колір/ і сталі /світлий колір/, але неможливо отримати взагалі булат зі середнім і вищим гатунками, тобто з сітчастим чи колінчатим візерунками Найбільш близьким по способу одержання є "Спосіб виготовлення ВІДЛИВКІВ з булатної сталі", авторське свідоцтво СРСР №1417802, який включав заливку рідким металом зливницю зі вставленими в неї скріпленими армованими елементами з чистого залізу або залізовуглецевого сплаву з КІЛЬКІСТЮ вуглецю до 1,2%, з КІЛЬКІСНО вуглецю 2,2 4,3%, витримкою в розплаву і на повітрі з подальшим куванням і термічною обробкою Недоліками відомого способу є те, що не зазначені форма уведеної арматури /прутків, дроту, пластин/ відстань від елементів арматури і самою арматури, а також процентне відношення маси арматури до маси рідкого металу Задачею винаходу є удосконалення "Способу виготовлення відливок з булатної сталі", в якому уведеній арматурі надається форма спіралі, реші елементами з дроту, прутків і пластин з чистого заліза або залізовуглецевого сплаву з КІЛЬКІСТЮ вуглецю до 1,2 %, який відрізняється тим, що як арматурні елементи з дроту, прутків і пластин використовують пружини, спіралі та ІНШІ утворення з відстанню між арматурними елементами і самою арматурою 1,5 - 5,0 мм, а співвідношення маси арматури і маси рідкого металу становить 40 6 0 % тки, або якогось іншого складного з'єднання, відстань від елементів з'єднання арматури чи самою арматурою, не перебільшує 5мм, маса аркатури від маси рідкого металу складає 40-60% Поставлена задача досягається тим, що в способі /виготовлення відливок з булатної сталі, який включав заливку рідким металом зливниці з установленими в ній скріпленими арматурними елементами, які виготовляють з чистого заліза або залізовуглецевого сплаву товщиною /діаметром/ 1,0-5,0мм, відстань від елементами арматури або самою арматурою 1,6-6,0мм ,з КІЛЬКІСНО вуглецю від 1,0 до 6,67% в різних комбінаціях і пропорціях з наступним складним всебічним куванням і термічною обробкою Приклад 1 3 чистого зарізу /прутків, дроту, пласти/ виготовляли складну арматуру, вставляли в зливницю і заливали її сплавом з КІЛЬКІСТЮ вуглецю 4,3%, маса якого по відношенню до маси арматури складала 60%, а перегрів металу над точкою плавліняя становив 120°С Після витримки металу до охолодження його до температури 900°С Після ЧОГО ЗЛИВОК піддавався куванню з багаторазовим нагрівом, коли температура металу зменшувалась до температури 700°С Верхня межа температури нагріву не перебільшувала 850°С Після закінчення гарячої обробки проводили дослідження макроструктури Візерунок мав сітчастий вигляд з виявом колінчатого характеру Приклад 2 3 прутків залізовуглецевого сплаву з КІЛЬКІСТЮ вуглецю 1,0% виготовляли арматуру й вставляли в зливницю, яку заливали сплавом з КІЛЬКІСТЮ вуглецю 2,2% витримували метал в зливниці, коли його температура зменшувалась до о ю 50912 900°С, потім зливок піддавав ли куванню з багаторазовим нагрівом Пі еля закінчення процесу кування метал досліджували на макроструктуру Візерунок мав сітчастий вигляд Приклад З З пластин залізовуглецевого сплаву з КІЛЬКІСТЮ вуглецю 1,8% виготовляли складну арматуру і вставляли її в зливницю, яку заливали розплавом з КІЛЬКІСНО вуглецю 1,2%, витримували метал до температури 900°С Затим зливок піддавали куванню з багаторазовим нагрівом в межах температур 850-700°С Після одержання необхідного випробу проводили дослідження макроструктури металу Встановлено, що візерунок мав середній гатунок Ще проводили декілька експериментів з виготовленням арматури з заготовок діаметром Товщиною/ 1,0-5,0мм з чистого заліза і залізовуглецевого сплаву з КІЛЬКІСТЮ вуглецю до 1,8%, вставляли арматуру в зливницю і заливали розплавом з КІЛЬКІСТЮ вуглецю 1,0-6,67% в різних пропорціях по масі від маси арматури, але ця пропорція мала бути в межах 40-60% При меншій КІЛЬКОСТІ маси розплаву ніж 40% на завади досягалось з'єднання арматури - з рідким металом, тобто спостерігались ділянки арматури, не з'єднанні з рідким металом Більша КІЛЬКІСТЬ рідкого металу, ніж 60% приводить до повного розплавлення арматури, особливо малих діаметрів Товщин/ Арматура з чистого заліза, яка заливалась розплавом з КІЛЬКІСТЮ вуглецю 1,0%, не дивлячись на різні температурі розплаву, який заливався, не дозволила отримати булат необхідної якості Найкращі результати по якості булату, особливо по візерунку отримуються, коли зливницю підігрівають до температури 360-400°С, заливається розплав з перегрівом на 50-60°С, а відстань між елементами арматури і самою арматурою дорівнює 1,5-5,0мм ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making damascus of prescribed quality
Автори англійськоюNazarenko Vasyl Romanovych
Назва патенту російськоюСпособ изготовления булата заданного качества
Автори російськоюНазаренко Василий Романович
МПК / Мітки
МПК: C22C 38/00
Мітки: булату, виготовлення, спосіб, заданого, гатунку
Код посилання
<a href="https://ua.patents.su/2-50912-sposib-vigotovlennya-bulatu-zadanogo-gatunku.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення булату заданого гатунку</a>
Відновлювальний спосіб виготовлення індійського булату
Номер патенту: 50907
Опубліковано: 15.11.2002
Автор: Назаренко Василь Романович
МПК: C22C 38/00
Мітки: булату, індійського, спосіб, виготовлення, відновлювальній
Формула / Реферат:
Відновлювальний спосіб виготовлення індійського булату, що включає завантаження гранульованого заліза і порошкоподібної вуглецевої речовини в тигель печі, герметизацію тигля, плавлення заліза, кування і термічну обробку виробу, який відрізняється тим, що шихту завантажують в тигель, попередньо нагрітий до температури, величина якої знаходиться в межах від 250 до...
Спосіб виготовлення стародавнього булату
Номер патенту: 45598
Опубліковано: 15.04.2002
Автор: Назаренко Василь Романович
МПК: C22C 38/00
Мітки: булату, виготовлення, спосіб, стародавнього
Формула / Реферат:
Спосіб виготовлення стародавнього булату, який включає виплавку в закритих кришками тиглях, які установлюють по одному або більше в один або більше ярусів в тигель плавильної печі, а простір між тиглями і стінками печі засипають порошкоподібним графітом, при цьому верхні тиглі зверху також засипають графітом, який відрізняється тим, що разом з шихтою завантажують легуючі матеріали, такі·як вольфрам, молібден, хром, ванадій, алюміній, нікель,...
Спосіб виготовлення булату василя назаренка
Номер патенту: 12349
Опубліковано: 16.10.2000
Автор: Назаренко Василь Романович
МПК: C22C 38/00
Мітки: василя, виготовлення, булату, назаренка, спосіб
Формула / Реферат:
1. Булат, що містить вуглець, кремній, марганець і залізо, який відрізняється тим, що додатково містить алюміній і церій при наступному співвідношені компонентів, % мас.:вуглець 0,4-6,67 кремній 0,01-0,05 марганець 0,005-0,10 алюміній 0,04-0,09 церій 0,03-0,08 залізо решта.2. Спосіб виготовлення булату, що включає виплавку шихти, одержання зливків, деформування зливків і термічну обробку заготовок шляхом нормалізації і...
Спосіб формування заданого керуючого моменту при керуванні орієнтацією космічного апарату
Номер патенту: 12527
Опубліковано: 28.02.1997
Автор: Анупрієнко Генадій Єфремович
МПК: B64G 1/28
Мітки: орієнтацією, апарату, керуючого, космічного, заданого, спосіб, керуванні, формування, моменту
Формула / Реферат:
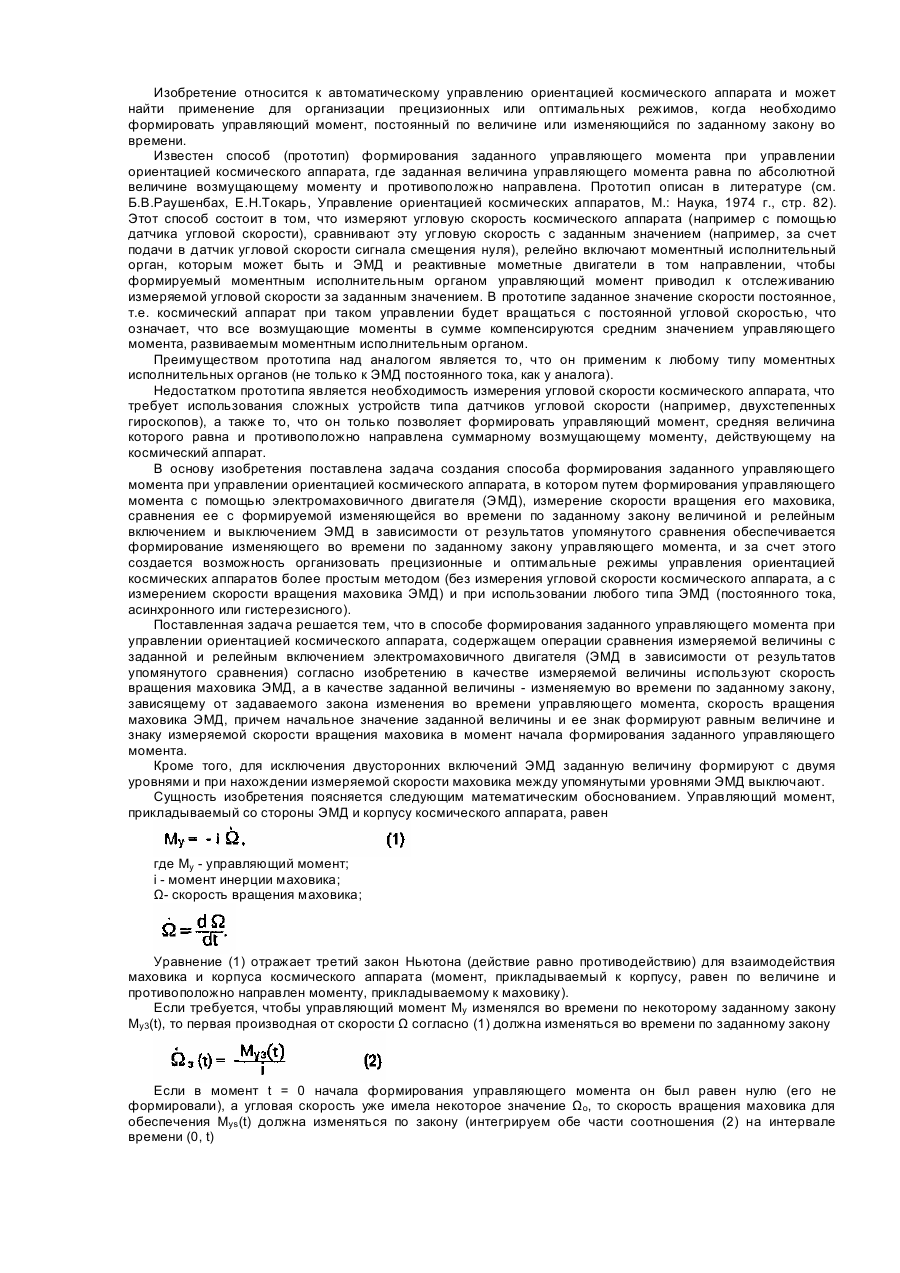
1. Способ формирования заданного управляющего момента при управлении ориентацией космического аппарата, содержащий операции сравнения измеряемой величины с заданной и релейной включение электромаховичного двигателя (ЭМД) в зависимости от результатов упомянутого сравнения, отличающийся тем, что в качестве измеряемой величины используют скорости вращения маховика ЭМД, а в качестве заданной' величины - измеряемую во времени по заданному...
Полюсно-нульовий спосіб виділення заданого корисного сигналу із суміші сигнал-шум
Номер патенту: 36469
Опубліковано: 16.04.2001
Автор: Осадченко Віктор Павлович
МПК: G01R 29/00
Мітки: суміші, полюсно-нульовий, спосіб, виділення, сигналу, заданого, сигнал-шум, корисного
Текст:
...однакових складових частин чисельника і знаменника, у зображенні відгуку чотириполюсника залишається лише постійна величина (константа), а при зворотному перетворенні константи за Лапласом отримуємо оригінал у вигляді дельта-функції Дірака, що має безмежно F (p ) = 2 36469 коротку протяжність у часі разом тим є нескінченою за розмахом. Звичайно, така функція в умовах конкретної схеми буде обмежуватися потужністю джерел живлення і...
Попередній патент: Спосіб різання деревини стрічковою пилкою з використанням розклинювального пристрою
Наступний патент: Пусковий пристрій дихального апарата з хімічно зв’язаним киснем
Випадковий патент: Спосіб поліпшення якості питної води і пристрій для його здійснення