Спосіб виготовлення гнутих деталей із профільного прокату
Номер патенту: 55692
Опубліковано: 15.04.2003
Автори: Квасницький Вячеслав Федорович, Миронов Василь Ігорович, Ничипоров Михайло Миколайович
Формула / Реферат
Спосіб виготовлення гнутих деталей із профільного прокату, що включає плазово-розмічувальні роботи і розкрій заготовок, гнуття заготовок та їх контроль, відокремлення залишків і згинальних припусків, який відрізняється тим, що в процесі плазово-розмічувальних робіт деталі з однаковою чи близькою по кінцях кривизною попарно сортують і укладають на сортові заготовки максимальною кривизною назустріч одна одній без згинальних припусків, потім сформовані пари заготовок деталей згинають на прохід, починаючи з першої деталі, і відокремлюють одну від одної після того як суміжну ділянку другої деталі зігнуть на величину не менш 0,6 міжопорної відстані згинального пристрою.
Текст
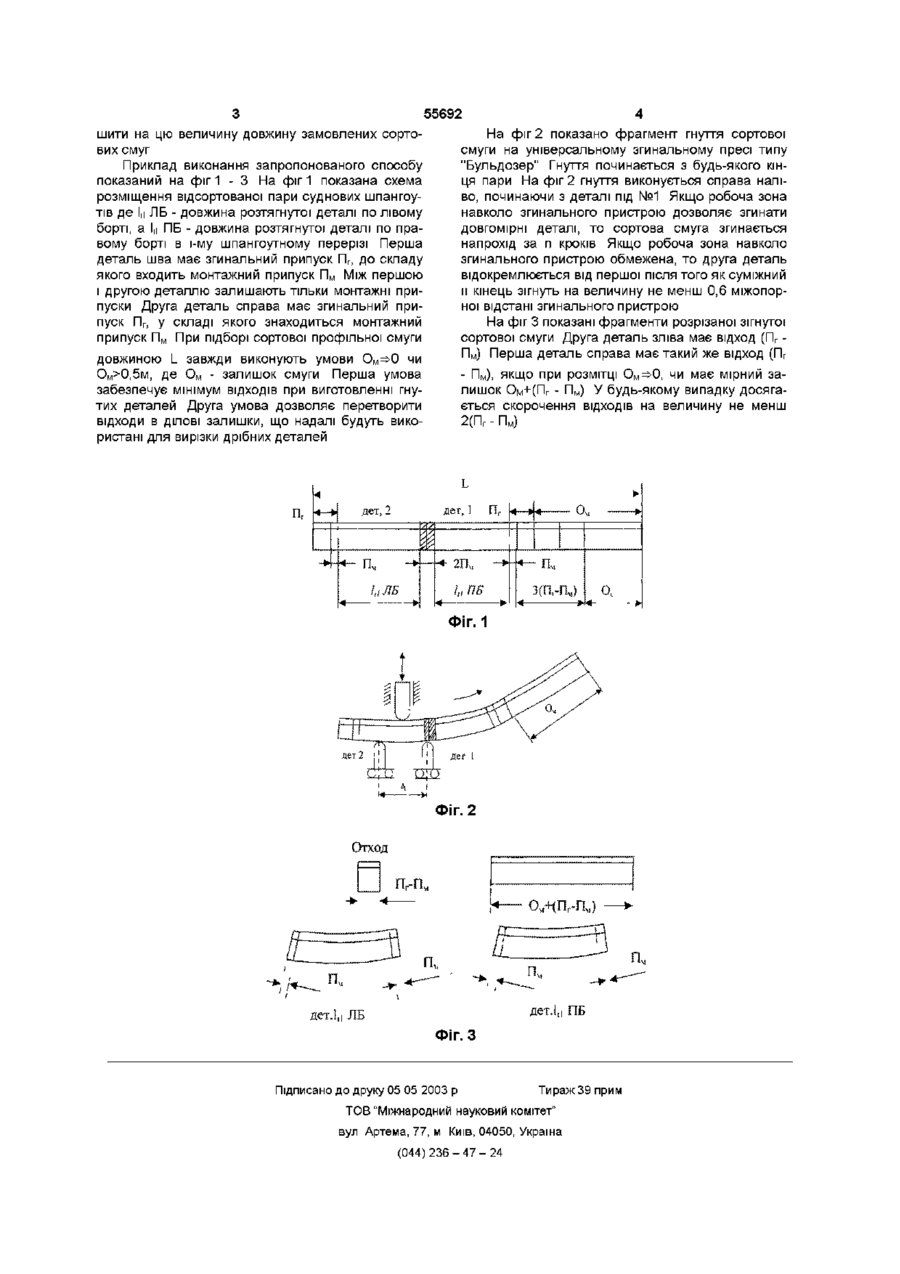
Спосіб виготовлення гнутих деталей із профільного прокату, що включає плазоворозмічувальні роботи і розкрій заготовок, гнуття заготовок та їх контроль, відокремлення залишків і згинальних припусків, який відрізняється тим, що в процесі плазово-розмічувальних робіт деталі з однаковою чи близькою по кінцях кривизною попарно сортують і укладають на сортові заготовки максимальною кривизною назустріч одна одній без згинальних припусків, потім сформовані пари заготовок деталей згинають на прохід, починаючи з першої деталі, і відокремлюють одну від одної після того як суміжну ділянку другої деталі зігнуть на величину не менш 0,6 міжопорної відстані згинального пристрою Винахід відноситься до суднобудування і судноремонту, зокрема до способів виготовлення гнутих деталей корпуса судна з профільного прокату, наприклад суднових шпангоутів чи бімсів Існує спосіб виготовлення гнутих деталей із профільного прокату (П М Сипилин И В Зефиров Обработка корпусной стали Л , "Судостроение", 1972, 256с дивися с 242), що містить ПІДГОТОВЧІ технологічні операції (плазово-розмічувальні роботи і розкрій заготовок деталей у чистий розмір без згинальних припусків, підгинання КІНЦІВ деталей на гідравлічному пресі в закритих штампах), гнуття з одночасною правкою на універсальному пресі типу "Бульдозер" Цей спосіб вимагає наявності двох типів згинального устаткування і комплектів дорогих штампів Як прототип обрано відомий спосіб виготовлення гнутих деталей із профільного прокату (П М Сипилин И В Зефиров Обработка корпусной стали Л "Судостроение", 1972 256с дивися С 240 - 250), що містить ПІДГОТОВЧІ технологічні операції (плазово-розмічувальні роботи і розкрій заготовок зі згинальними припусками по кінцях деталей Пг), гнуття заготовок деталей з одночасною правкою на універсальних пресах типу "Бульдозер", контроль форми деталей, контуровку заготовок з відокремленням згинальних припусків за винятком монтажних П н , що дорівнюють 50 100мм Після гнуття кожного кінця заготовки деталі відокремлюють відход, що дорівнює (Пг - Пн) Як що відход більше чи дорівнює 0,5м він вважається діловим залишком і використовується у подальшому виробничому процесі Прототип відносно аналога є менш трудомістким, тому що використовується тільки один тип згинального устаткування, але більш матеріалоємним, тому що після гнуття з кожної сторони заготовки деталі відокремлюються по два відходи величиною (Пг - Пн) Задачею даного винаходу є зменшення згинальних припусків, отже, зменшення матеріалоємності технологічного процесу Для вирішення поставленої задачі запропоновано спосіб виготовлення гнутих деталей із профільного прокату, що містить плазово-розмічувальні роботи і розкрій заготовок, гнуття заготовок і їх контроль, відокремлення залишків і згинальних припусків, причому в процесі плазоворозмічувальних робіт деталі з однаковою чи близькою кривизною (по кінцях деталей) попарно сортують, і укладають на сортові заготовки максимальною кривизною назустріч одна одній без згинальних припусків, потім сформовані пари заготовок деталей згинають напрохід, починаючи з першої деталі, і відокремлюють одну від одної після того як суміжну ділянку другої деталі зігнуть на величину не менш 0,6 міжопорної відстані згинального пристрою Виготовлення деталей за схемою, що пропонується, дозволяє зменшити згинальні припуски на величину не менш 2(ПГ - Пн) і, як наслідок, змен (О ю ю 55692 На фіг 2 показано фрагмент гнуття сортової смуги на універсальному згинальному пресі типу "Бульдозер" Гнуття починається з будь-якого кінця пари На фіг 2 гнуття виконується справа наліво, починаючи з деталі під №1 Якщо робоча зона навколо згинального пристрою дозволяє згинати довгомірні деталі, то сортова смуга згинається напрохід за п кроків Якщо робоча зона навколо згинального пристрою обмежена, то друга деталь відокремлюється від першої після того як суміжний и кінець зігнуть на величину не менш 0,6 міжопорноі відстані згинального пристрою шити на цю величину довжину замовлених сортових смуг Приклад виконання запропонованого способу показаний на фіг 1 - 3 На фіг 1 показана схема розміщення відсортованої пари суднових шпангоутів де їй ЛБ - довжина розтягнутої деталі по лівому борті, а їй ПБ - довжина розтягнутої деталі по правому борті в і-му шпангоутному перерізі Перша деталь шва має згинальний припуск Пг, до складу якого входить монтажний припуск П н Між першою і другою деталлю залишають тільки монтажні припуски Друга деталь справа має згинальний припуск Пг, у складі якого знаходиться монтажний припуск П н При підборі сортової профільної смуги На фіг 3 показані фрагменти розрізаної зігнутої сортової смуги Друга деталь зліва має відход (Пг Пн) Перша деталь справа має такий же відход (Пг довжиною L завжди виконують умови Он=>0 чи Он>0,5м, де О н - залишок смуги Перша умова забезпечує мінімум ВІДХОДІВ при виготовленні гнутих деталей Друга умова дозволяє перетворити відходи в ДІЛОВІ залишки, що надалі будуть використані для вирізки дрібних деталей Пг к—Ы - Пн), якщо при розмітці Он=>0, чи має мірний залишок Ом+(ПГ - Пн) У будь-якому випадку досягається скорочення ВІДХОДІВ на величину не менш 2(ПГ - Пн) дет, 2 ФІГ. 1 Фіг. 2 Отход дет.1,1 ЛБ Фіг. З Підписано до друку 05 05 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing bent parts from profiled rolled metal
Автори англійськоюKvasnytskyi Viacheslav Fedorovych
Назва патенту російськоюСпособ изготовления гнутых деталей из профильного проката
Автори російськоюКвасницкий Вячеслав Федорович
МПК / Мітки
МПК: B21D 7/02
Мітки: виготовлення, деталей, прокату, спосіб, гнутих, профільного
Код посилання
<a href="https://ua.patents.su/2-55692-sposib-vigotovlennya-gnutikh-detalejj-iz-profilnogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гнутих деталей із профільного прокату</a>
Спосіб виготовлення гнутих деталей із профільного прокату
Номер патенту: 54061
Опубліковано: 17.02.2003
Автори: Квасницький Вячеслав Федорович, Миронов Василь Ігорович
МПК: B21D 7/02
Мітки: спосіб, деталей, гнутих, профільного, виготовлення, прокату
Формула / Реферат:
Спосіб виготовлення гнутих деталей із профільного прокату, що включає розмічувальні роботи і розкрій заготовок без припусків на гнуття, приварку до заготовок допоміжних елементів, гнуття заготовок та їх контроль, відрізання допоміжних елементів і контуровку вигнутих деталей, який відрізняється тим, що в процесі розмічувальних робіт укладання деталей на сортові смуги виконують попарно таким чином, щоб суміжні ділянки сформованих пар деталей...
Спосіб виготовлення гнутих профілів
Номер патенту: 44451
Опубліковано: 15.02.2002
Автори: Соловйов Станіслав Миколайович, Новошицький Антон Володимирович
МПК: B21D 53/00, B21D 5/00
Мітки: гнутих, спосіб, виготовлення, профілів
Формула / Реферат:
Спосіб виготовлення гнутих профілів шляхом місцевого згину кінцевих ділянок, наступного розтягу і калібровки, який відрізняється тим, що перед згинанням здійснюють попередне гофрування заготовки у місцях майбутнього згину і розгадування продольних ребер жорсткості.
Спосіб виготовлення гнутих профілів з поздовжньою кривизною
Номер патенту: 55030
Опубліковано: 17.03.2003
Автори: Новошицький Антон Володимирович, Соловйов Станіслав Миколайович
МПК: B21D 5/00, B21D 53/00, B21D 11/20
Мітки: виготовлення, гнутих, профілів, кривизною, спосіб, поздовжньою
Формула / Реферат:
Спосіб виготовлення гнутих профілів з поздовжньою кривизною шляхом місцевого згину кінців плоскої заготовки, наступного розтягу та калібрування, який відрізняється тим, що одночасно з послідовним згином ділянки заготовки в площині, перпендикулярній її поздовжній осі, здійснюють поздовжнє згинання цієї ділянки.
Спосіб виготовлення гнутих профілів прокату з поперечними гофрами на стінці
Номер патенту: 4870
Опубліковано: 28.12.1994
Автори: Докторов Марк Юхимович, Пшенична Наталя Веніаміновна
МПК: B21D 5/06
Мітки: виготовлення, стінці, профілів, прокату, гнутих, поперечними, спосіб, гофрами
Формула / Реферат:
1. Способ изготовления гнутых профилей проката с поперечными гофрами на стенке, включающий формообразование промежуточного гнутого профиля с плоской стенкой и продольное се растяжение за счет придания ей волнистой формы в продольном сечении при сохранении длины перед формообразованием поперечных гофров, отличающийся тем, что при продольном растяжении плоской стенки промежуточного гнутого профиля выполняют по меньшей мере два ряда...
Спосіб виготовлення гнутих бджолиних стільникових секційних рамок і пристрій для його здійснення
Номер патенту: 53710
Опубліковано: 17.02.2003
Автор: Ульяніч Микола Васильович
МПК: A01K 47/00, B27H 1/00
Мітки: стільникових, виготовлення, спосіб, бджолиних, секційних, гнутих, здійснення, рамок, пристрій
Формула / Реферат:
1 Спосіб виготовлення гнутих бджолиних стільникових секційних рамок, що включає попереднє виготовлення плоских заготовок, їхнє перфорування і гідротермічну обробку для наступного гнуття, який відрізняється тим, що після гнуття на шаблоні обробленої заготовки і формування виробу з замкнутим контуром, виріб просушують на шаблоні і скріплюють його краї, а потім наносять щонайменше два перфораційних отвори із можливістю закріплення в них з...
Попередній патент: Спосіб моделювання уражень тонкої кишки токсинами блідої поганки
Наступний патент: Спосіб лікування дистрофічних захворювань заднього відділу ока
Випадковий патент: Кумулятивний замикаючий пристрій