Інструмент для обробки глухих отворів в деталях з алюмінієвих сплавів, отриманих литтям
Номер патенту: 56193
Опубліковано: 10.01.2011
Автори: Падерін Володимир Миколайович, Куркчи Еміль Усеінович, Абдулкерімов Ілімдар Діляверович, Цеханов Юрій Олександрович
Формула / Реферат
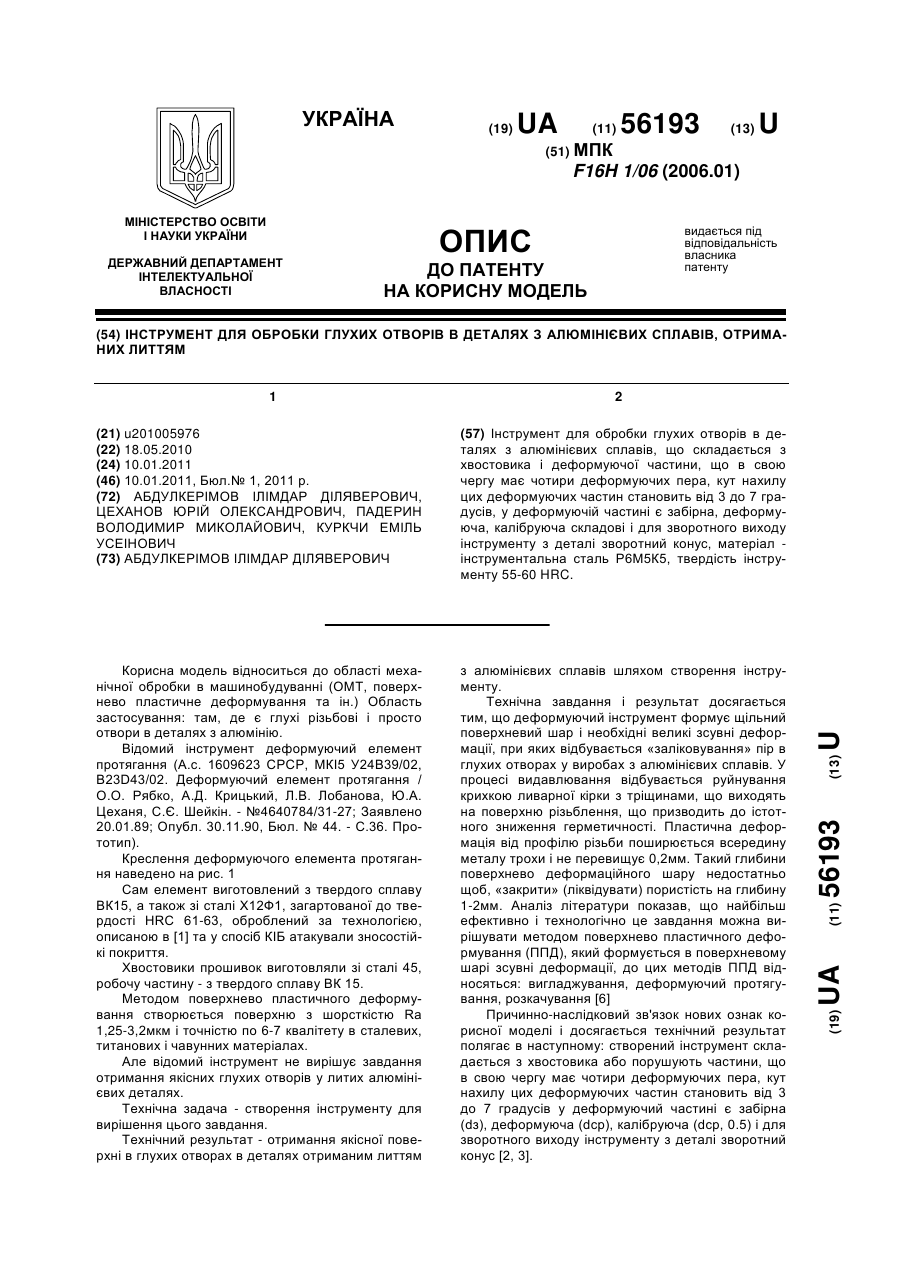
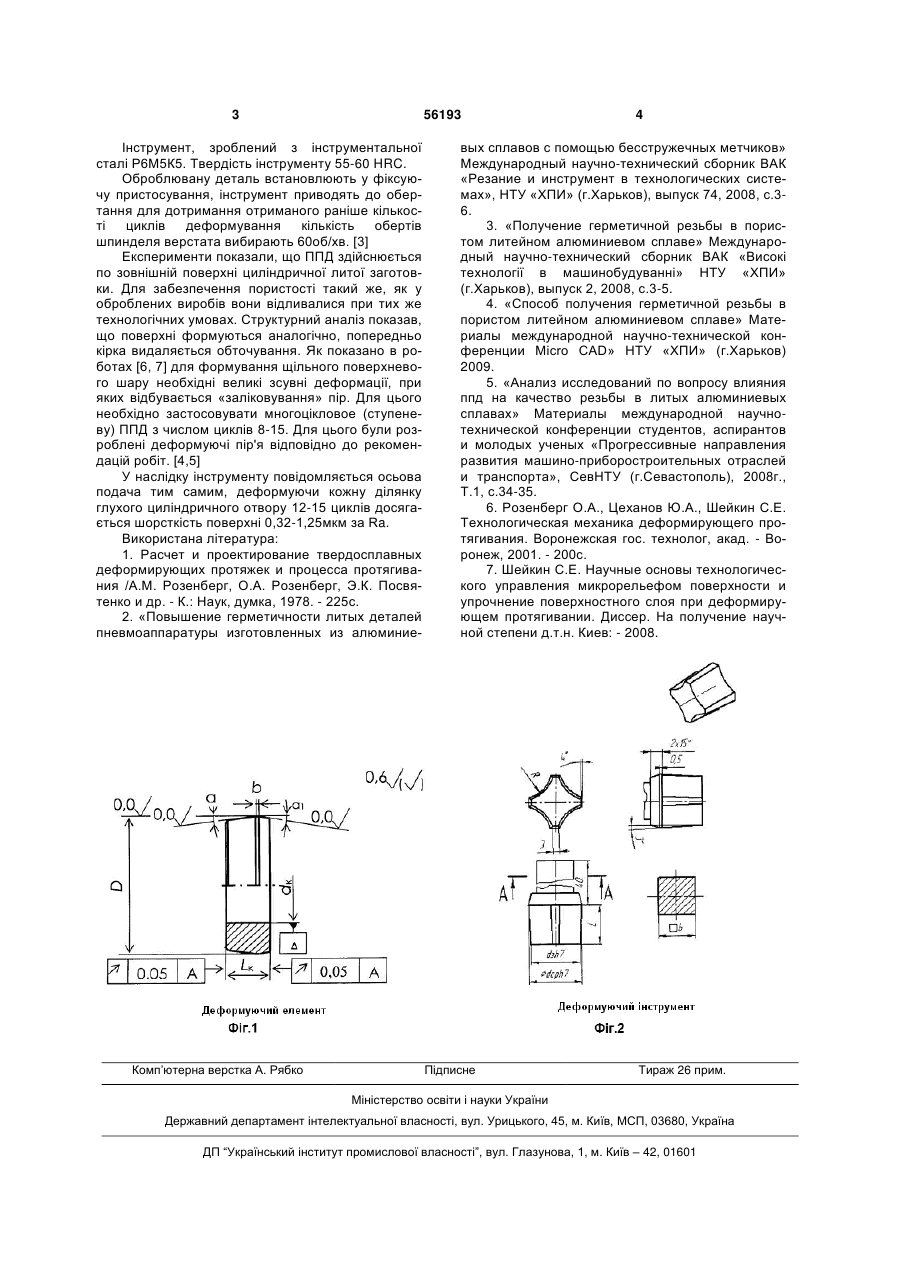
Інструмент для обробки глухих отворів в деталях з алюмінієвих сплавів, що складається з хвостовика і деформуючої частини, що в свою чергу має чотири деформуючих пера, кут нахилу цих деформуючих частин становить від 3 до 7 градусів, у деформуючій частині є забірна, деформуюча, калібруюча складові і для зворотного виходу інструменту з деталі зворотний конус, матеріал - інструментальна сталь Р6М5К5, твердість інструменту 55-60 HRC.
Текст
Інструмент для обробки глухих отворів в деталях з алюмінієвих сплавів, що складається з хвостовика і деформуючої частини, що в свою чергу має чотири деформуючих пера, кут нахилу цих деформуючих частин становить від 3 до 7 градусів, у деформуючій частині є забірна, деформуюча, калібруюча складові і для зворотного виходу інструменту з деталі зворотний конус, матеріал інструментальна сталь Р6М5К5, твердість інструменту 55-60 HRC. (19) (21) u201005976 (22) 18.05.2010 (24) 10.01.2011 (46) 10.01.2011, Бюл.№ 1, 2011 р. (72) АБДУЛКЕРІМОВ ІЛІМДАР ДІЛЯВЕРОВИЧ, ЦЕХАНОВ ЮРІЙ ОЛЕКСАНДРОВИЧ, ПАДЕРИН ВОЛОДИМИР МИКОЛАЙОВИЧ, КУРКЧИ ЕМІЛЬ УСЕІНОВИЧ (73) АБДУЛКЕРІМОВ ІЛІМДАР ДІЛЯВЕРОВИЧ 3 56193 Інструмент, зроблений з інструментальної сталі Р6М5К5. Твердість інструменту 55-60 HRC. Оброблювану деталь встановлюють у фіксуючу пристосування, інструмент приводять до обертання для дотримання отриманого раніше кількості циклів деформування кількість обертів шпинделя верстата вибирають 60об/хв. [3] Експерименти показали, що ППД здійснюється по зовнішній поверхні циліндричної литої заготовки. Для забезпечення пористості такий же, як у оброблених виробів вони відливалися при тих же технологічних умовах. Структурний аналіз показав, що поверхні формуються аналогічно, попередньо кірка видаляється обточування. Як показано в роботах [6, 7] для формування щільного поверхневого шару необхідні великі зсувні деформації, при яких відбувається «заліковування» пір. Для цього необхідно застосовувати многоцікловое (ступеневу) ППД з числом циклів 8-15. Для цього були розроблені деформуючі пір'я відповідно до рекомендацій робіт. [4,5] У наслідку інструменту повідомляється осьова подача тим самим, деформуючи кожну ділянку глухого циліндричного отвору 12-15 циклів досягається шорсткість поверхні 0,32-1,25мкм за Ra. Використана література: 1. Расчет и проектирование твердосплавных деформирующих протяжек и процесса протягивания /А.М. Розенберг, О.А. Розенберг, Э.К. Посвятенко и др. - К.: Наук, думка, 1978. - 225с. 2. «Повышение герметичности литых деталей пневмоаппаратуры изготовленных из алюминие Комп’ютерна верстка А. Рябко 4 вых сплавов с помощью бесстружечных метчиков» Международный научно-технический сборник ВАК «Резание и инструмент в технологических системах», НТУ «ХПИ» (г.Харьков), выпуск 74, 2008, с.36. 3. «Получение герметичной резьбы в пористом литейном алюминиевом сплаве» Международный научно-технический сборник ВАК «Високі технології в машинобудуванні» НТУ «ХПИ» (г.Харьков), выпуск 2, 2008, с.3-5. 4. «Способ получения герметичной резьбы в пористом литейном алюминиевом сплаве» Материалы международной научно-технической конференции Micro CAD» НТУ «ХПИ» (г.Харьков) 2009. 5. «Анализ исследований по вопросу влияния ппд на качество резьбы в литых алюминиевых сплавах» Материалы международной научнотехнической конференции студентов, аспирантов и молодых ученых «Прогрессивные направления развития машино-приборостроительных отраслей и транспорта», СевНТУ (г.Севастополь), 2008г., Т.1, с.34-35. 6. Розенберг О.А., Цеханов Ю.А., Шейкин С.Е. Технологическая механика деформирующего протягивания. Воронежская гос. технолог, акад. - Воронеж, 2001. - 200с. 7. Шейкин С.Е. Научные основы технологического управления микрорельефом поверхности и упрочнение поверхностного слоя при деформирующем протягивании. Диссер. На получение научной степени д.т.н. Киев: - 2008. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюInstrument for processing dead openings in parts made of aluminum alloys by casting
Автори англійськоюAbdulkerimov Ilimdar Diliaverovych, Tsekhanov Yurii Oleksandrovych, Paderin Volodymyr Mykolaiovych, Kurkchy Emil Useinovych
Назва патенту російськоюИнструмент для обработки глухих отверстий в деталях из алюминиевых сплавов, полученных литьем
Автори російськоюАбдулкеримов Илимдар Диляверович, Цеханов Юрий Александрович, Падерин Владимир Николаевич, Куркчи Эмиль Усеинович
МПК / Мітки
МПК: F16H 1/06
Мітки: отриманих, отворів, обробки, деталях, глухих, інструмент, алюмінієвих, литтям, сплавів
Код посилання
<a href="https://ua.patents.su/2-56193-instrument-dlya-obrobki-glukhikh-otvoriv-v-detalyakh-z-alyuminiehvikh-splaviv-otrimanikh-littyam.html" target="_blank" rel="follow" title="База патентів України">Інструмент для обробки глухих отворів в деталях з алюмінієвих сплавів, отриманих литтям</a>
Різальний інструмент для обробки дна глухих отворів
Номер патенту: 36247
Опубліковано: 27.10.2008
Автори: Гузенко Віталій Семенович, Бабін Олег Фавієвич, Агулов Олександр Вадимович
МПК: B23B 27/16
Мітки: інструмент, обробки, дна, отворів, глухих, різальний
Формула / Реферат:
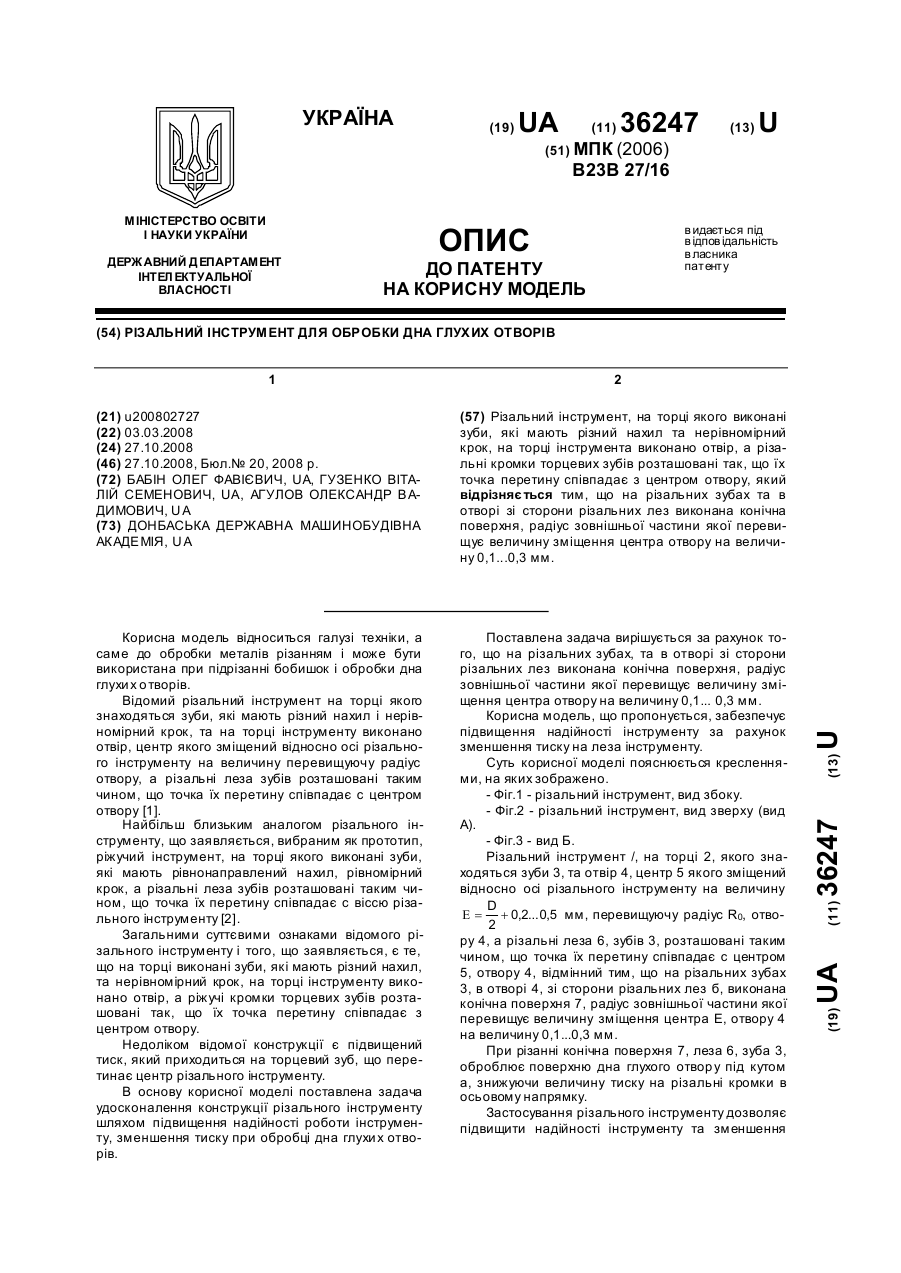
Різальний інструмент, на торці якого виконані зуби, які мають різний нахил та нерівномірний крок, на торці інструмента виконано отвір, а різальні кромки торцевих зубів розташовані так, що їх точка перетину співпадає з центром отвору, який відрізняється тим, що на різальних зубах та в отворі зі сторони різальних лез виконана конічна поверхня, радіус зовнішньої частини якої перевищує величину зміщення центра отвору на величину 0,1...0,3 мм.
Інструмент для обробки переривчастих отворів
Номер патенту: 23776
Опубліковано: 11.06.2007
Автори: Чернявський Олександр Васильович, Гранкіна Надія Сергіївна, Шепеленко Ігор Віталійович, Кропівний Володимир Миколайович
МПК: C21D 7/00, B24B 39/00
Мітки: переривчастих, інструмент, обробки, отворів
Формула / Реферат:
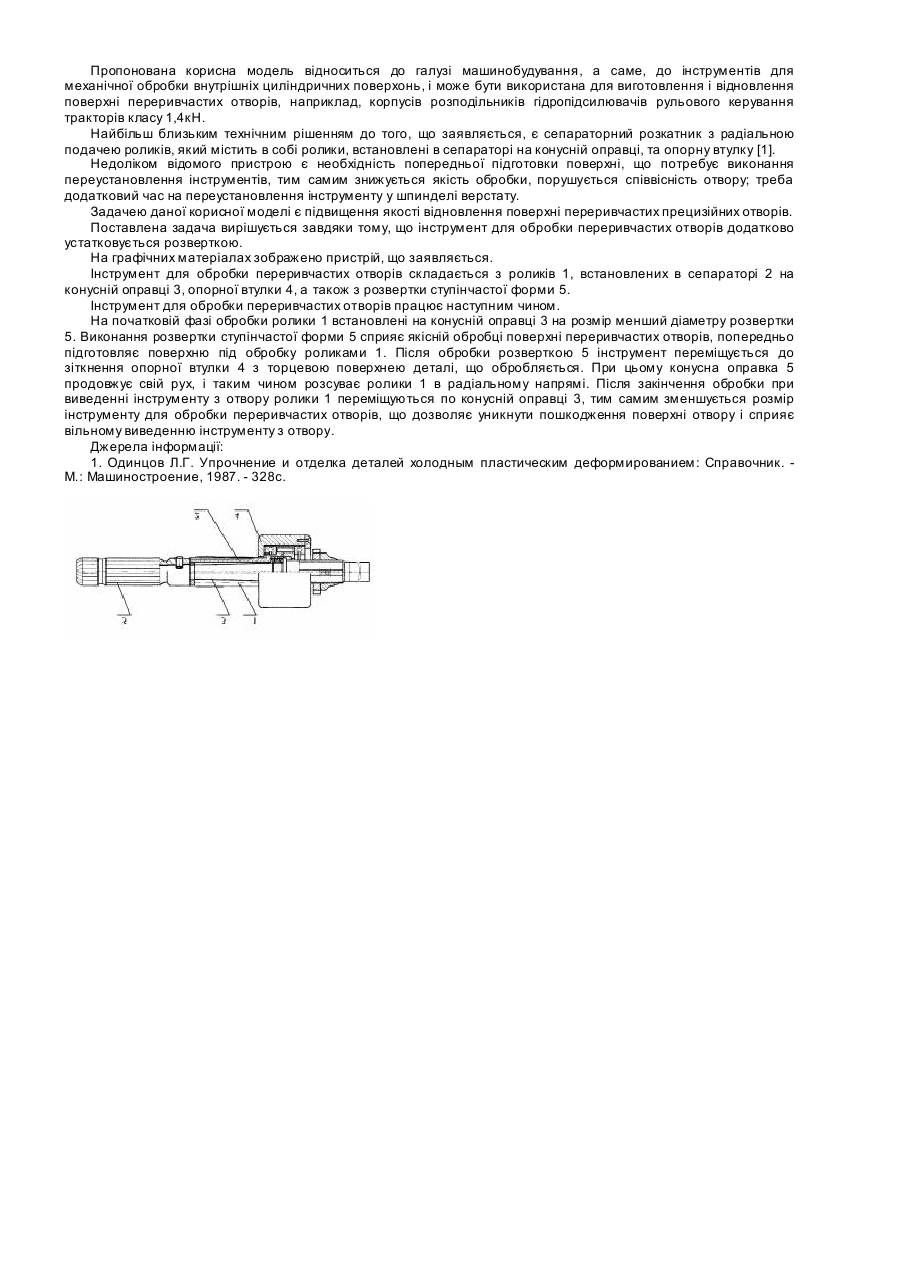
Інструмент для обробки переривчастих отворів, що складається із роликів, встановлених в сепараторі на конусній оправці, та опорної втулки, який відрізняється тим, що він додатково оснащений розверткою ступінчастої форми.
Інструмент для обробки отворів
Номер патенту: 7153
Опубліковано: 15.06.2005
Автори: Луців Ігор Володимирович, Вовк Юрій Ярославович, Мартиненко Володимир Якимович
МПК: B23B 51/10
Мітки: інструмент, отворів, обробки
Формула / Реферат:
Інструмент для оброки отворів, що складається з оправки, на якій встановлені різальні пластини і розточувальний блок, з'єднаний з С-подібною пружиною, який відрізняється тим, що на вільних кінцях С-подібної пружини встановлені опорні гвинти.
Електроліт для електрохімічної розмірної обробки глибоких отворів у деталях
Номер патенту: 58356
Опубліковано: 15.07.2003
Автори: Марченко Олександр Михайлович, Гречко Валерій Васильович, Скурський Павло Петрович, Роїк Тетяна Анатоліївна, Комнацький Олександр Леонідович
МПК: B23H 3/00
Мітки: електроліт, розмірної, отворів, деталях, глибоких, електрохімічної, обробки
Формула / Реферат:
Електроліт для електрохімічної розмірної обробки глибоких отворів у деталях на основі водного розчину азотнокислого натрію, який відрізняється тим, що як органічну добавку він містить щавлевокислий натрій при такому співвідношенні компонентів, г/л: Азотнокислий натрій 100-200 Щавлевокислий натрій 4-20 Вода Решта.
Інструмент для обробки отворів
Номер патенту: 62669
Опубліковано: 15.12.2003
Автори: Вовк Юрій Ярославович, Луців Ігор Володимирович
МПК: B23B 51/10
Мітки: отворів, інструмент, обробки
Формула / Реферат:
Інструмент для обробки отворів, що складається з оправки, на якій встановлені різальні пластини і розточувальний блок, який відрізняється тим, що розточувальний блок, з'єднаний з С-подібною пружиною, встановлений у пазу оправки, причому С-подібна пружина служить опорою розточувального блока.
Попередній патент: Пристрій для влаштування свердлонабивних паль
Наступний патент: Фільтруюча насадка в пристроях для магнітного осадження
Випадковий патент: Спосіб раціональної вітамінотерапії при неврологічних проявах остеохондрозу поперекового відділу хребта