Спосіб виконання заклепкового з’єднання
Номер патенту: 60510
Опубліковано: 25.06.2011
Автори: Піпа Борис Федорович, Місяць Володимир Петрович, Марченко Анатолій Іванович
Формула / Реферат
1. Cпосіб виконання заклепкового з'єднання, при якому заклепки у формі металевих стержнів з головками вставляють в отвори з'єднуваних деталей, виступаючі за межі з'єднуваних деталей кінці стержнів деформують до утворення замикальної головки, який відрізняється тим, що перед деформуванням у виступаючих за межі з'єднуваних деталей кінцях стержнів утворюють циліндричні глухі отвори.
2. Cпосіб виконання заклепкового з'єднання за п. 1, який відрізняється тим, що циліндричні глухі отвори вибирають розмірами за умови:
![]() ;
; ![]() ,
,
де l- глибина циліндричного глухого отвору кінця стержнів заклепки; ![]() - діаметр циліндричного глухого отвору кінця стержнів заклепки.
- діаметр циліндричного глухого отвору кінця стержнів заклепки. ![]() - діаметр заклепки.
- діаметр заклепки.
Текст
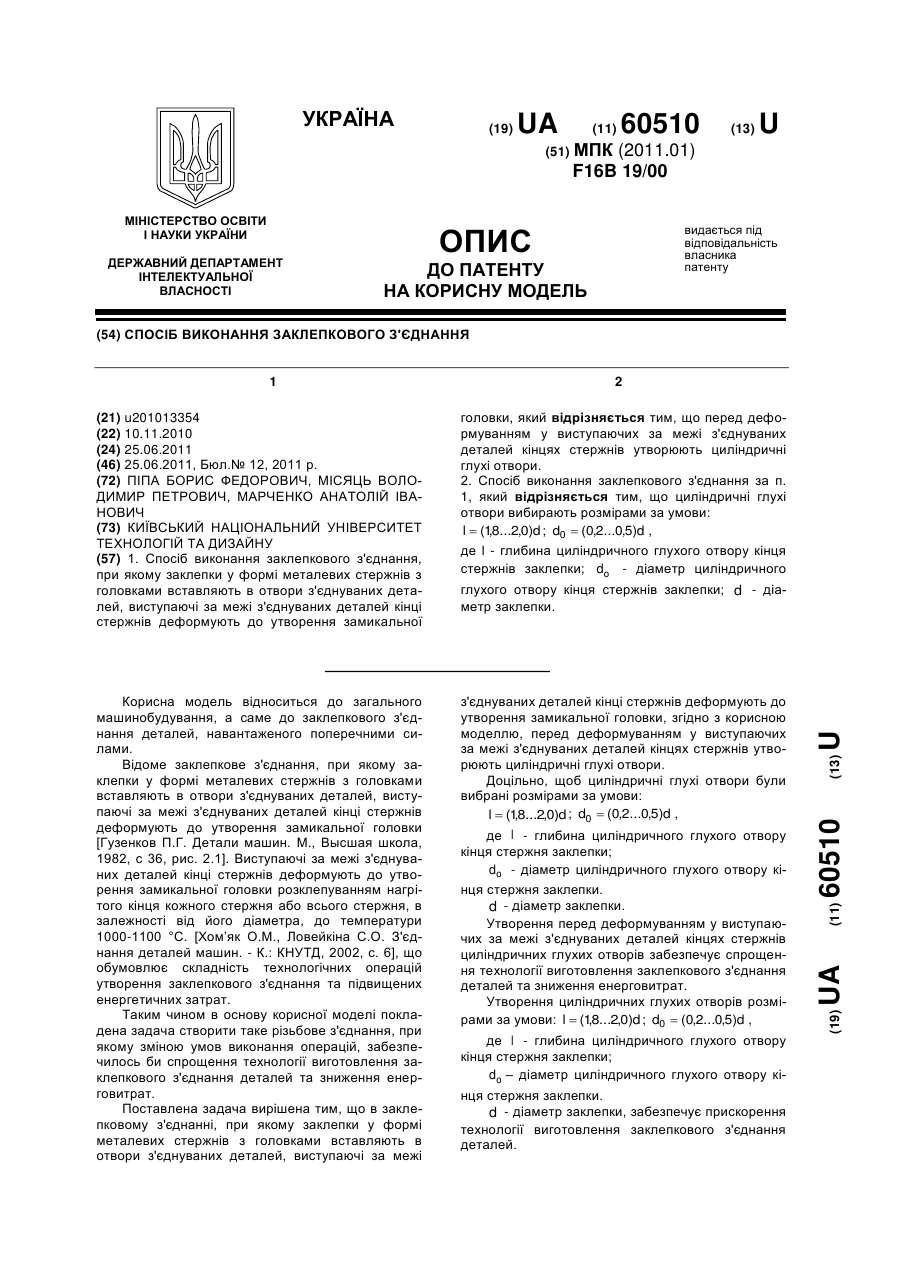
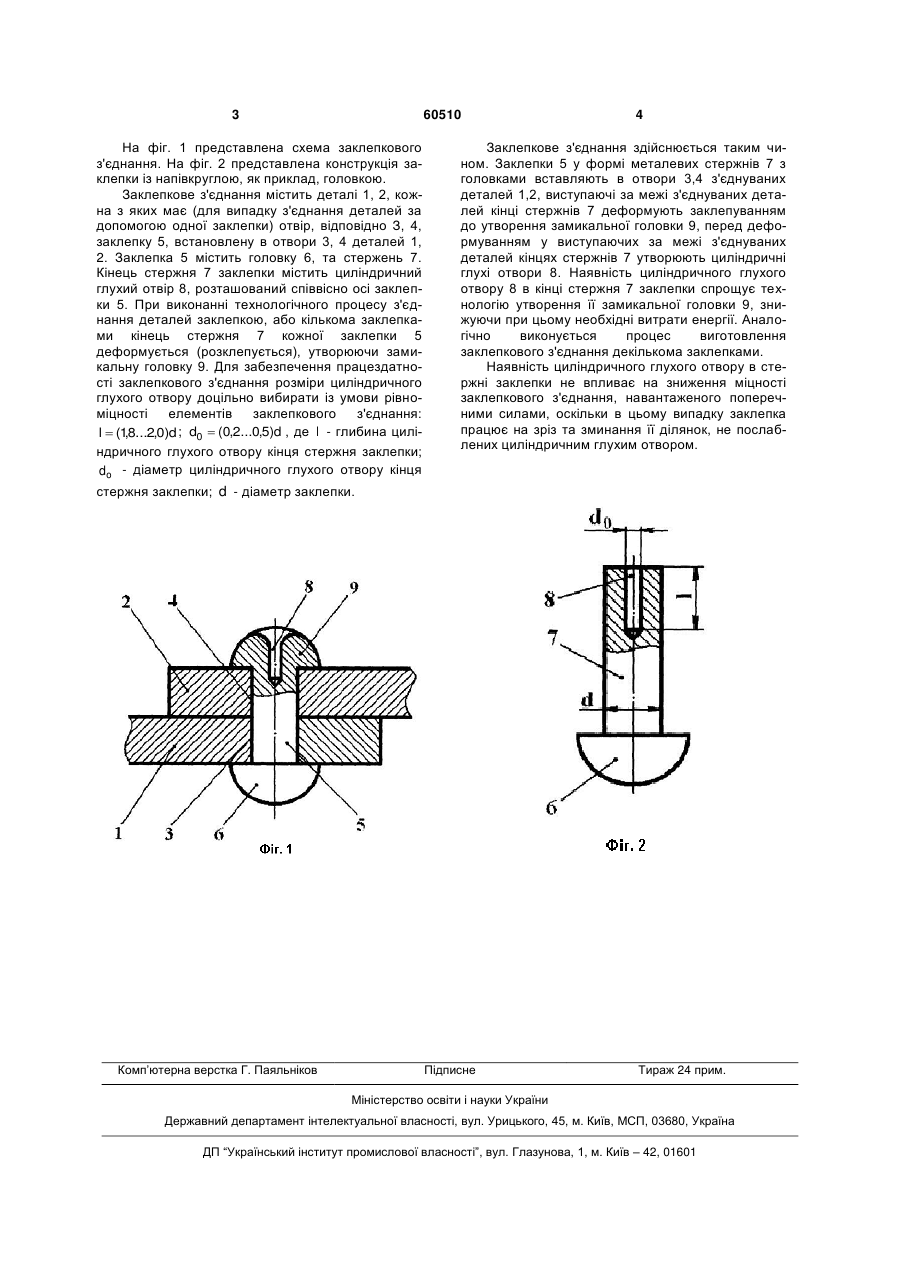
1. Cпосіб виконання заклепкового з'єднання, при якому заклепки у формі металевих стержнів з головками вставляють в отвори з'єднуваних деталей, виступаючі за межі з'єднуваних деталей кінці стержнів деформують до утворення замикальної головки, який відрізняється тим, що перед деформуванням у виступаючих за межі з'єднуваних деталей кінцях стержнів утворюють циліндричні глухі отвори. 2. Cпосіб виконання заклепкового з'єднання за п. 1, який відрізняється тим, що циліндричні глухі отвори вибирають розмірами за умови: l (18...2,0)d ; d0 (0,2...0,5)d , , де l - глибина циліндричного глухого отвору кінця стержнів заклепки; do - діаметр циліндричного Корисна модель відноситься до загального машинобудування, а саме до заклепкового з'єднання деталей, навантаженого поперечними силами. Відоме заклепкове з'єднання, при якому заклепки у формі металевих стержнів з головками вставляють в отвори з'єднуваних деталей, виступаючі за межі з'єднуваних деталей кінці стержнів деформують до утворення замикальної головки [Гузенков П.Г. Детали машин. М., Высшая школа, 1982, с 36, рис. 2.1]. Виступаючі за межі з'єднуваних деталей кінці стержнів деформують до утворення замикальної головки розклепуванням нагрітого кінця кожного стержня або всього стержня, в залежності від його діаметра, до температури 1000-1100 °С. [Хом’як О.М., Ловейкіна С.О. З'єднання деталей машин. - К.: КНУТД, 2002, с. 6], що обумовлює складність технологічних операцій утворення заклепкового з'єднання та підвищених енергетичних затрат. Таким чином в основу корисної моделі покладена задача створити таке різьбове з'єднання, при якому зміною умов виконання операцій, забезпечилось би спрощення технології виготовлення заклепкового з'єднання деталей та зниження енерговитрат. Поставлена задача вирішена тим, що в заклепковому з'єднанні, при якому заклепки у формі металевих стержнів з головками вставляють в отвори з'єднуваних деталей, виступаючі за межі з'єднуваних деталей кінці стержнів деформують до утворення замикальної головки, згідно з корисною моделлю, перед деформуванням у виступаючих за межі з'єднуваних деталей кінцях стержнів утворюють циліндричні глухі отвори. Доцільно, щоб циліндричні глухі отвори були вибрані розмірами за умови: l (18...2,0)d ; d0 (0,2...0,5)d , , де l - глибина циліндричного глухого отвору кінця стержня заклепки; do – діаметр циліндричного глухого отвору кінця стержня заклепки. d - діаметр заклепки, забезпечує прискорення технології виготовлення заклепкового з'єднання деталей. (13) 60510 (11) UA (19) де l - глибина циліндричного глухого отвору кінця стержня заклепки; do - діаметр циліндричного глухого отвору кінця стержня заклепки. d - діаметр заклепки. Утворення перед деформуванням у виступаючих за межі з'єднуваних деталей кінцях стержнів циліндричних глухих отворів забезпечує спрощення технології виготовлення заклепкового з'єднання деталей та зниження енерговитрат. Утворення циліндричних глухих отворів розмірами за умови: l (18...2,0)d ; d0 (0,2...0,5)d , , U глухого отвору кінця стержнів заклепки; d - діаметр заклепки. 3 60510 На фіг. 1 представлена схема заклепкового з'єднання. На фіг. 2 представлена конструкція заклепки із напівкруглою, як приклад, головкою. Заклепкове з'єднання містить деталі 1, 2, кожна з яких має (для випадку з'єднання деталей за допомогою одної заклепки) отвір, відповідно З, 4, заклепку 5, встановлену в отвори 3, 4 деталей 1, 2. Заклепка 5 містить головку 6, та стержень 7. Кінець стержня 7 заклепки містить циліндричний глухий отвір 8, розташований співвісно осі заклепки 5. При виконанні технологічного процесу з'єднання деталей заклепкою, або кількома заклепками кінець стержня 7 кожної заклепки 5 деформується (розклепується), утворюючи замикальну головку 9. Для забезпечення працездатності заклепкового з'єднання розміри циліндричного глухого отвору доцільно вибирати із умови рівноміцності елементів заклепкового з'єднання: l (18...2,0)d ; d0 (0,2...0,5)d , де l - глибина цилі, ндричного глухого отвору кінця стержня заклепки; do - діаметр циліндричного глухого отвору кінця 4 Заклепкове з'єднання здійснюється таким чином. Заклепки 5 у формі металевих стержнів 7 з головками вставляють в отвори 3,4 з'єднуваних деталей 1,2, виступаючі за межі з'єднуваних деталей кінці стержнів 7 деформують заклепуванням до утворення замикальної головки 9, перед деформуванням у виступаючих за межі з'єднуваних деталей кінцях стержнів 7 утворюють циліндричні глухі отвори 8. Наявність циліндричного глухого отвору 8 в кінці стержня 7 заклепки спрощує технологію утворення її замикальної головки 9, знижуючи при цьому необхідні витрати енергії. Аналогічно виконується процес виготовлення заклепкового з'єднання декількома заклепками. Наявність циліндричного глухого отвору в стержні заклепки не впливає на зниження міцності заклепкового з'єднання, навантаженого поперечними силами, оскільки в цьому випадку заклепка працює на зріз та зминання її ділянок, не послаблених циліндричним глухим отвором. стержня заклепки; d - діаметр заклепки. Комп’ютерна верстка Г. Паяльніков Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making riveted joint
Автори англійськоюPipa Borys Fedorovych, Misiats Volodymyr Petrovych, Marchenko Anatolii Ivanovych
Назва патенту російськоюСпособ выполнения заклепочного соединения
Автори російськоюПипа Борис Федорович, Мисяц Владимир Петрович, Марченко Анатолий Иванович
МПК / Мітки
МПК: F16B 19/00
Мітки: спосіб, заклепкового, виконання, з'єднання
Код посилання
<a href="https://ua.patents.su/2-60510-sposib-vikonannya-zaklepkovogo-zehdnannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виконання заклепкового з’єднання</a>
Різьбове з’єднання

Номер патенту: 59609
Опубліковано: 25.05.2011
Автори: Марченко Анатолій Іванович, Піпа Борис Федорович, Місяць Володимир Петрович
МПК: F16B 39/00
Формула / Реферат:
1. Різьбове з'єднання, що містить деталі з отворами, з'єднані між собою болтом, встановленим в отвори деталей, гайку, нагвинчену на болт, та гайковий замок, яке відрізняється тим, що гайка з одного боку має днище, гайковий замок виконаний у вигляді конічного елемента за одне ціле з гайкою, співвісно з її віссю і розташований на внутрішній центральній частині днища, а болт на кінці стержня має циліндричний глухий отвір, виконаний співвісно з...
Різьбове з’єднання

Номер патенту: 53490
Опубліковано: 11.10.2010
Автори: Піпа Борис Федорович, Марченко Анатолій Іванович
МПК: F16B 39/00
Формула / Реферат:
1. Різьбове з'єднання, що містить деталі, з'єднані між собою болтом, та гайку, нагвинчену на болт, яке відрізняється тим, що додатково обладнане циліндричним штифтом, розташованим між гайкою і деталлю, причому гайка зі сторони поверхні, що прилягає до деталі, містить циліндричний глухий отвір, вісь якого розташована паралельно осі гайки, а циліндричний штифт запресований в циліндричний глухий отвір таким чином, що його вільний кінець...
З’єднання валів
Номер патенту: 27215
Опубліковано: 25.10.2007
Автори: Піпа Борис Федорович, Поладич Іван Валентинович
МПК: F16B 21/00
Формула / Реферат:
1. З'єднання валів, що містить ведучий і ведений вали та засіб для з'єднання валів, яке відрізняється тим, що засіб для з'єднання валів виконано у вигляді циліндричного стержня з суцільною різьбою, причому кінець кожного вала має різьбовий отвір, виконаний концентрично відносно поверхні вала, для загвинчування відповідного кінця циліндричного стержня.2. З'єднання валів за п. 1, яке відрізняється тим, що розміри циліндричного стержня та...
З`єднання деталей
Номер патенту: 11281
Опубліковано: 25.12.1996
Автор: Рахманов Микола Миколайович
МПК: F16B 4/00
Формула / Реферат:
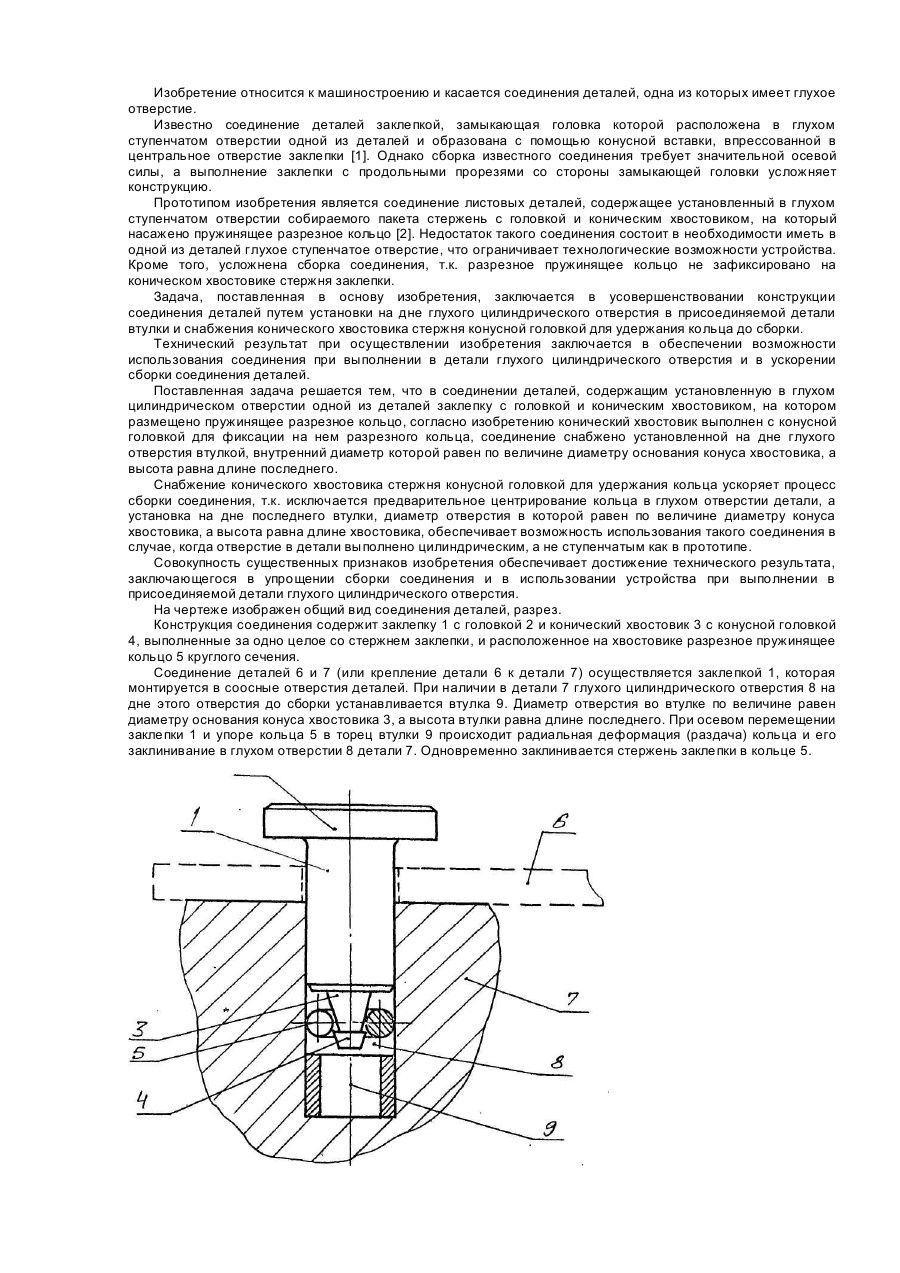
Соединение деталей, содержащее установленную в глухом цилиндрическом отверстии одной из деталей заклепку с головкой и коническим хвостовиком, на котором размещено пружинящее разрезное кольцо, отличающееся тем, что конический хвостовик выполнен с конусной головкой для фиксации на нем разрезного кольца, соединение снабжено установленной на дне глухого отверстия втулкой, внутренний диаметр которой, равен по величине диаметру основания...
Різьбове з`єднання

Номер патенту: 31411
Опубліковано: 10.04.2008
Автори: Коньков Георгій Ігорович, Хомяк Олег Миколайович, Марченко Анатолій Іванович, Піпа Борис Федорович
МПК: F16B 39/00
Формула / Реферат:
Різьбове з'єднання, що містить деталі, з'єднані між собою болтом, гайку, нагвинчену на болт, та гайковий замок, яке відрізняється тим, що гайковий замок містить конічний штифт, причому кінець стержня болта в зоні розташування на ньому гайки містить конічний глухий отвір, розташований співвісно осі болта, при цьому конічний штифт запресований в конічний глухий отвір, розміри якого вибираються із умов:l = (1,5...2,0)h; d0 =...
Попередній патент: Гайка
Наступний патент: Привід круглов’язальної машини
Випадковий патент: Реактор очищення стоків