Спосіб формування каркасів покришок пневматичних шин
Номер патенту: 6253
Опубліковано: 29.12.1994
Автори: Сидов Сергій Володимирович, Бойков Петро Васильович, Луньов Вадим Павлович
Формула / Реферат
Способ формования каркасов покрышек пневматических шин, при котором установленные на сборочном барабане борта каркаса сближают навстречу друг другу с одновременным заполнением сжатым воздухом диафрагменной полости барабана и формуют каркас при заданном давлении формования, отличающийся тем, что, с целью повышения производительности способа, заполнение диафрагменной полости ведут под давлением, превышающим давление формирования в 2-9 раз.
Текст
Изобретение относится к шинной промышленности и може* быть использовано на шинных заводах для интенсификации процесса формования шин Цель изобретения -- повышение производительности способа Для зтого заполнение диафраі менной полости осуществляют под давлением, превышающим давление формования в 2 - 9 раз. давления, и т. д. Контроль давления ежа того воздуха непосредственно в диафрагменной полости сборочного барабана осуществляют непрерывно через специальный канал Максимально возможное формующее давление — давление в сети сжатою воздуха равно 0,63 МПа. При таком давлении время заполнения диафрагменной полости минимальное Пример Объем сформованної о каркаса шины 530—6 І0Р 0,564 м Заданное давление формования 0,07 МПа (1,7 ата) Давление подаваемого воздуха 0,63 МПа (7,3 ата), что в 9 раз больше заданного давления Минимальный диаметр отверстия в линии подачи сжатого воздуха б мм Рассчитывают время заполнения емкости по уравнению V ел Т ^ Н є — Єа), объем заполняемой емкости, м1; коэффициент расхода, принят 0,9; F площадь проходного сечения пневмоклапана, м", /С— показатель адиабаты таза, для ЕЮЗдуха /(=1,4, R—газовая постоянная, для воздуха /?—29,3 кгм/кг-град; где V (Л _-. -., 146695 і vj- -- консганіа, для воздуха т|)—2,15; Го температура, принята 293 К, f — отношение давлений в емкости и наї метательном воздуховоде в конце процесса наполнения, г і — отношение давлений в емкости и на1 метательном ВОІД\ХОВОДЄ в начале процесса наполнения Уравнение действительно в надкритической области, г е. когда кС0,527. В нашем случае ,=-=1^0,233, Р„ 7,3 Р„ 7,3 (fh P = 0,527) Время ia пол нения определяется по двум )равнениям (для подкритичеекой и надкритической облаеіеи) и суммируется. Для подкритипеекои об. іаеі • с ?/,=• 1-е, і' ц чскорспне 0,81 м/с-', К-1 с»по падения, Для критической обмети Это і) 5,6 раза меньше времени формования давлением 0,07 МПа, рекомендован ным иін покрышек 530—610Р На используемых в промышленное пі еборочныч еіапкач д.ія сборки pa шальныч шин имеется .'їй пня высокого іав. іения (0,1 0,2 МПа), предназначенная L їй подачи ежа іоі о во ід\ ча вн\т рь сформован по! о каркаса при прикатке беїовои детали мрогектора. Это давление шрапее регуіириг ся и в процессе сборки поддерживается постоянным Время іаполненпя диафраімем V Га ким (н'р;ном, время заполнения диафраіменнои полости сборочного барабана при формовании покрышек 530—6ЮР сжатым во{духом с высоким давлением 0,15 МПа составляет 19,8 с. Это в 2,17 раза бысчрее, чем при заполнении сжатым воздухом под давлением формования, равным 0,07 МПа Далее цикл повторяется. НОЙ 1ІОЛОСІИ С Ж а Т Ы М I I O U U U M 1 1 Ї , 1 . Ч І , І І І ВЫ Формула изобретения сокого давления воірасгет по іраьненпк) с Способ формования каркасов покрышек минимально возможным временем і при давттневма і ичееких шин, при котором установлении в линии 0,63 V\I],4| ленные на сборочном барабане борта карПримем высокое la в іепие равным 0,15 МПа (такое ишлепие применяется 30 каса сближают навстречу друг другу с одновременным заполнением сжатым нозд\ при сборке покрышек Г>30 - Г>10Р) Процесс хом диафраї меммой иолоітм барабана и форзаполнения диафриімемпой полости будет муют каркас при ІЗ чанном чавлемип форпротекать от мования, отлпчающппш н-м, чім , \х мло по до JJ ш имения про и ;иь wi н л . ш и і и к t,o> onj =0,68 НЄНИЄ Д і ї а ф р . М М Є И М ' І И с переходом и; надкритической в подкри тическую область соотношения давлений . л і т І г [ . , ь ч Т It З С Л > ! M i ' U l ' V "енисм, превышающим лавл^ .сіє фи, .І , і м^ 2 -9 pa І Г Сое ганите і\і Ь Г,ЧПГ>М ІОІІ PL І.М\П)|, О Мркыкцк.ш I enptu И Ik'put idh.it I 10 1,1.") Тираж 5,3b ННИІ1І !l і I (к \ і і pi г m пікни комитета по і шбрі пениям 1 І Ші.ч, Мои ил. 'Л- її, Рн)іікічая N p U I I t l i n . U I I M N I K ) I I і 1.1 Г С II,». К И Й К и М О Н И J T ' I U l И I I I » I К»ррем op M І Іол о Полниеное и открытиям мри І КН І і і > ,\' наб і 4/5 Ь -4-.iOj)().I VЛ 1 . 1 1 І р і ї И,1 I ' M
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for moulding carcass of pneumatic tire cover
Автори англійськоюLuniov Vadym Pavlovych, Sydov Serhii Volodymyrovych, Boikov Petro Vasyliovych
Назва патенту російськоюСпособ формирования каркасов покрышек пневматических шин
Автори російськоюЛунев Вадим Павлович, Сидов Сергей Владимирович, Бойков Петр Васильевич
МПК / Мітки
МПК: B29D 30/06
Мітки: пневматичних, каркасів, формування, покришок, шин, спосіб
Код посилання
<a href="https://ua.patents.su/2-6253-sposib-formuvannya-karkasiv-pokrishok-pnevmatichnikh-shin.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування каркасів покришок пневматичних шин</a>
Спосіб виготовлення каркасів покришок пневматичних шин
Номер патенту: 6643
Опубліковано: 29.12.1994
Автори: Скорняков Едуард Сергійович, Сітало Володимир Гаврилович, Дорошенко Володимир Іванович, Таталін Борис Федорович, Воронов Володимир Миколайович, Плотник Маргарита Теймуразовна, Шапка Володимир Леонідович, Растєряєв Юрій Карпович
МПК: B29D 30/08
Мітки: виготовлення, спосіб, пневматичних, шин, каркасів, покришок
Формула / Реферат:
(57) Способ изготовления каркасов покрышек пневматических шин, при котором на торообразную оправку навивают обрезиненные кордные нити и образуют каркас покрышки, отличающийся тем, что справку выполняют по форме чулканизованной покрышки, а в процессе навивки обрезиненных кордных нитей из них формируют боковые стенки и борта одновременно с образованием каркаса за одно целое с ним, причем кордные нити укладывают под углом 29° по экватору каркаса...
Діафрагма для формування і вулканізації покришок пневматичних шин
Номер патенту: 1629
Опубліковано: 25.10.1994
Автори: Литвиненко Ольга Михайлівна, Сотсков Володимир Федорович
МПК: B29L 30/00, B29C 33/48, B29C 35/04
Мітки: діафрагма, покришок, формування, пневматичних, шин, вулканізації
Формула / Реферат:
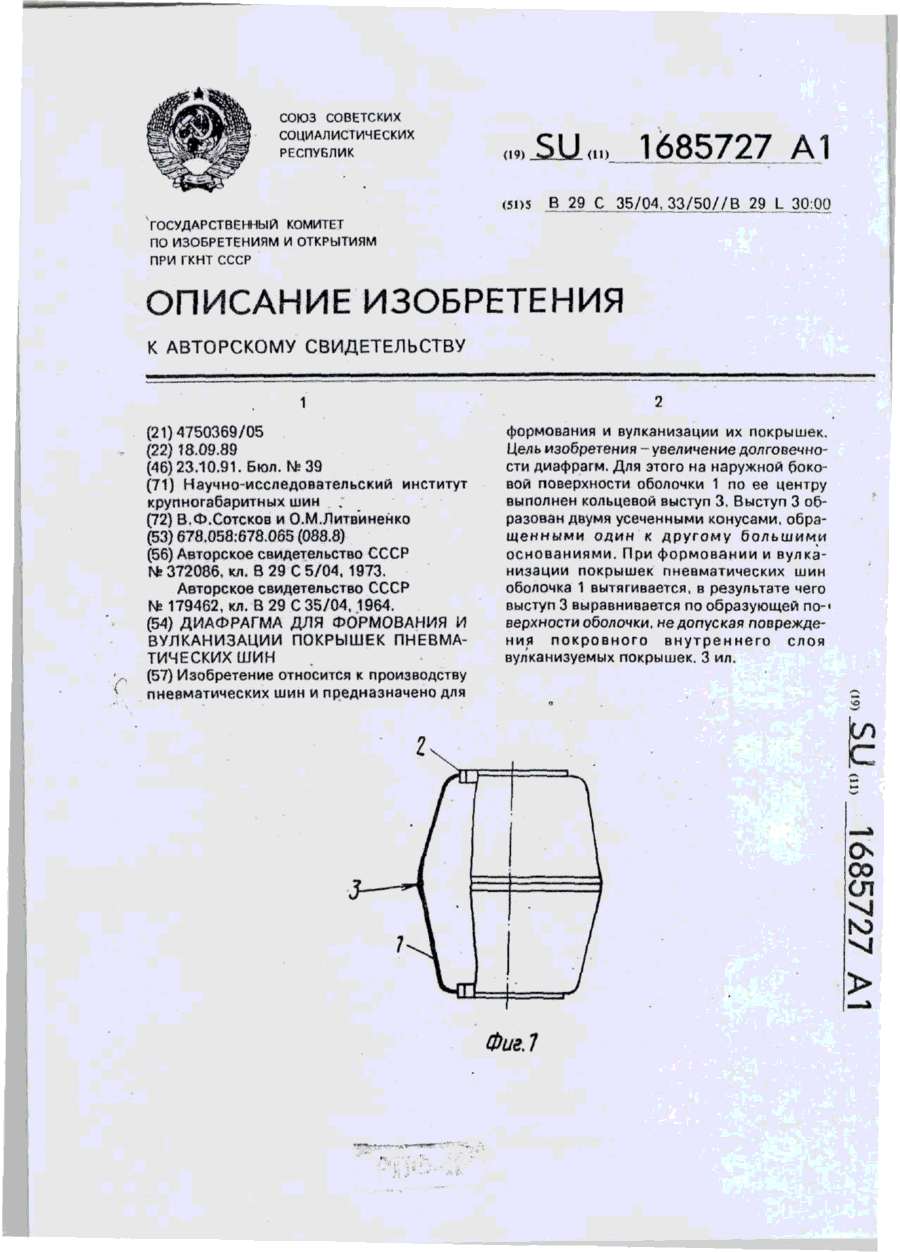
Диафрагма для формований и вулканизации покрышек пневматических шин, выполненная в виде эластичной оболочки с фланцевыми буртиками для крепления, отличающаяся тем, что, с целью увеличения долговечности диафрагм, на наружной боковой поверхности оболочки по ее центру выполнен кольцевой выступ, образованный двумя усеченными конусами, обращенными один к другому большими основаниями.
Пристрій для складання та формування покришок пневматичних шин
Номер патенту: 5527
Опубліковано: 28.12.1994
Автори: Гітніков Ара Гершович, Єрохін Олександр Петрович, Глебік Микола Михайлович, Смірнов Олександр Генадійович
МПК: B29D 30/06, B29D 30/20
Мітки: формування, пристрій, пневматичних, шин, покришок, складання
Формула / Реферат:
(57) Устройство для сборки и формования покрышек пневматических шин, содержащее смонтированные на приводном валу фланцы с приводом их аксиального перемещения вдоль вала, закрепленную на фланцах цилиндрическую эластичную оболочку и установленные во фланцах механизмы фиксации борта, выполненные в виде радиально подвижных секторов с профильными канавками для установки бортов покрышки и с приводом для радиального перемещения секторов,...
Діафрагма для формування та вулканізації покришок пневматичних шин
Номер патенту: 4567
Опубліковано: 28.12.1994
Автори: Будак Людмила Анатоліївна, Каспаров Армо Рубенович, Каспаров Артур Армович, Свердел Михайло Йосипович
МПК: B29D 30/20, B29C 35/04
Мітки: формування, пневматичних, покришок, вулканізації, діафрагма, шин
Формула / Реферат:
Диафрагма для формования и вулканизации покрышек пневматических шин в виде эластичной оболочки, имеющей среднюю торовую часть и концевые участки с буртиками, соединенные между собой одной или несколькими наклонно-коническими поверхностями, отличающаяся тем, что наклонно-коническая поверхность, примыкающая к буртикам, выполнена с образующей, расположенной под острым углом к центральной оси диафрагмы
Діафрагма для формування покришок пневматичних шин
Номер патенту: 4258
Опубліковано: 27.12.1994
Автор: Луньов Вадим Павлович
МПК: B29D 30/08, B29D 30/06
Мітки: діафрагма, формування, покришок, пневматичних, шин
Формула / Реферат:
Диафрагма для формования покрышек пневматических шин, выполненная в виде эластичной оболочки с бортами на торцах для крепления на подвижных фланцах, армированной усилительными элементами, равномерно расположенными в меридиональном направлении, отличающаяся тем, что, с целью повышения работоспособности диафрагмы, шаг расположения усилительных элементов определяется из следующего соотношения: ...
Попередній патент: Спосіб очистки стічних вод від дітіонат-іонів
Наступний патент: Гідравлічна система управління силовим приводом суднової рульової машини
Випадковий патент: Захисна конструкція для прорізів