Спосіб плоского фрезерування торцевими фрезами
Номер патенту: 63517
Опубліковано: 15.01.2004
Автори: Лоєв Володимир Юхимович, Мельничук Петро Петрович, Виговський Георгій Миколайович
Формула / Реферат
Спосіб плоского фрезерування торцевими фрезами, згідно з яким найбільшу частину припуску видаляють чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією, після чого чистовий припуск видаляють чистовими різальними елементами, які розташовані в радіальному напрямку на меншій відстані від осі фрези з більшим вильотом відносно чорнових різальних елементів і рухаються за прямолінійною траєкторією перпендикулярно до вектора повздовжньої подачі, який відрізняється тим, що кінцеве формування поверхневого шару оброблюваної плоскої поверхні здійснюють шляхом пластичного деформування за допомогою деформуючих елементів, які пружно закріплені в корпусі фрези на найменшій відстані від осі фрези з найбільшим вильотом відносно чорнових і чистових різальних елементів і рухаються за прямолінійною траєкторією перпендикулярно до вектора повздовжньої подачі.
Текст
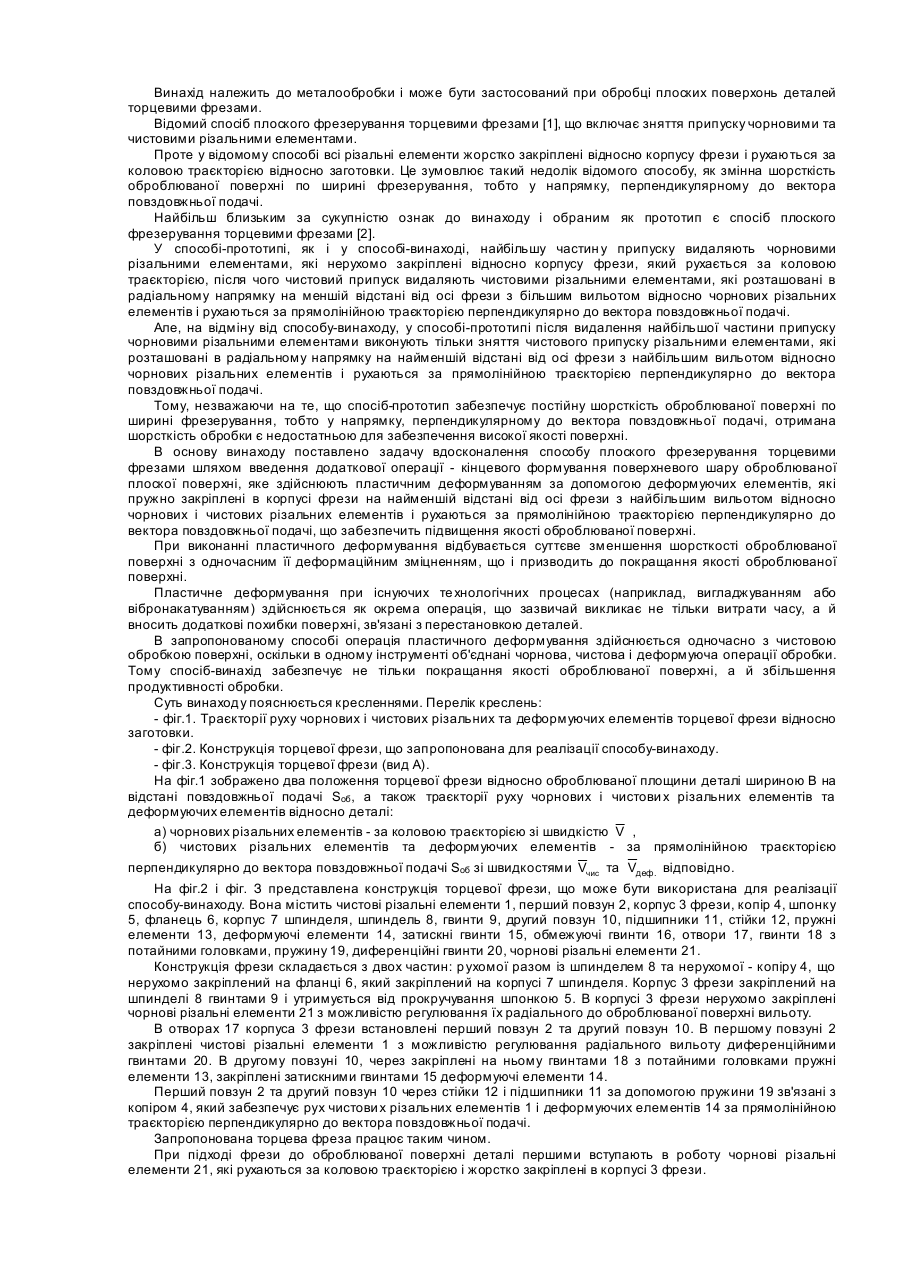
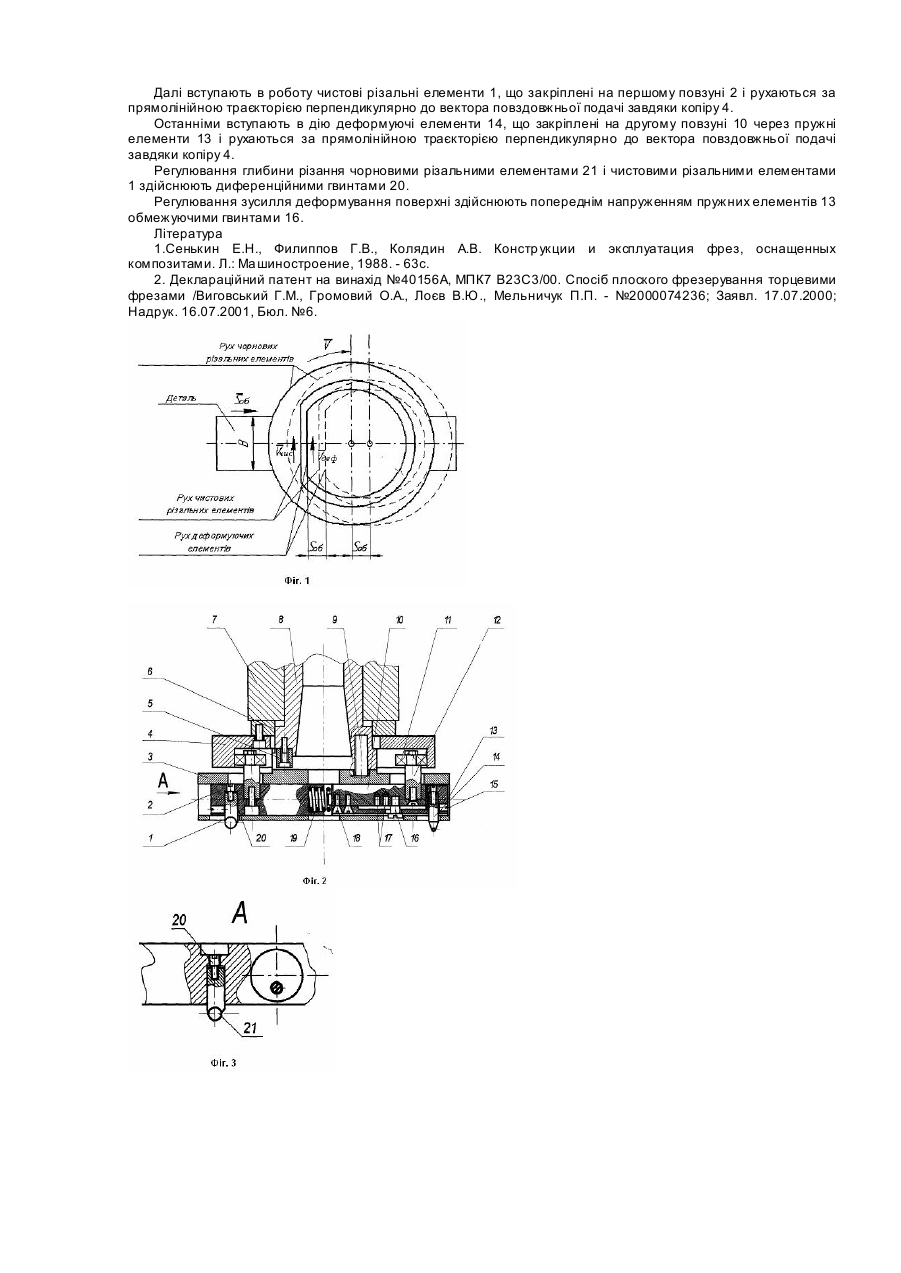
Винахід належить до металообробки і може бути застосований при обробці плоских поверхонь деталей торцевими фрезами. Відомий спосіб плоского фрезерування торцевими фрезами [1], що включає зняття припуску чорновими та чистовими різальними елементами. Проте у відомому способі всі різальні елементи жорстко закріплені відносно корпусу фрези і рухаються за коловою траєкторією відносно заготовки. Це зумовлює такий недолік відомого способу, як змінна шорсткість оброблюваної поверхні по ширині фрезерування, тобто у напрямку, перпендикулярному до вектора повздовжньої подачі. Найбільш близьким за сукупністю ознак до винаходу і обраним як прототип є спосіб плоского фрезерування торцевими фрезами [2]. У способі-прототипі, як і у способі-винаході, найбільшу частин у припуску видаляють чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією, після чого чистовий припуск видаляють чистовими різальними елементами, які розташовані в радіальному напрямку на меншій відстані від осі фрези з більшим вильотом відносно чорнових різальних елементів і рухаються за прямолінійною траєкторією перпендикулярно до вектора повздовжньої подачі. Але, на відміну від способу-винаходу, у способі-прототипі після видалення найбільшої частини припуску чорновими різальними елементами виконують тільки зняття чистового припуску різальними елементами, які розташовані в радіальному напрямку на найменшій відстані від осі фрези з найбільшим вильотом відносно чорнових різальних елементів і рухаються за прямолінійною траєкторією перпендикулярно до вектора повздовжньої подачі. Тому, незважаючи на те, що спосіб-прототип забезпечує постійну шорсткість оброблюваної поверхні по ширині фрезерування, тобто у напрямку, перпендикулярному до вектора повздовжньої подачі, отримана шорсткість обробки є недостатньою для забезпечення високої якості поверхні. В основу винаходу поставлено задачу вдосконалення способу плоского фрезерування торцевими фрезами шляхом введення додаткової операції - кінцевого формування поверхневого шару оброблюваної плоскої поверхні, яке здійснюють пластичним деформуванням за допомогою деформуючих елементів, які пружно закріплені в корпусі фрези на найменшій відстані від осі фрези з найбільшим вильотом відносно чорнових і чистових різальних елементів і рухаються за прямолінійною траєкторією перпендикулярно до вектора повздовжньої подачі, що забезпечить підвищення якості оброблюваної поверхні. При виконанні пластичного деформування відбувається суттєве зменшення шорсткості оброблюваної поверхні з одночасним її деформаційним зміцненням, що і призводить до покращання якості оброблюваної поверхні. Пластичне деформування при існуючих те хнологічних процесах (наприклад, вигладжуванням або вібронакатуванням) здійснюється як окрема операція, що зазвичай викликає не тільки витрати часу, а й вносить додаткові похибки поверхні, зв'язані з перестановкою деталей. В запропонованому способі операція пластичного деформування здійснюється одночасно з чистовою обробкою поверхні, оскільки в одному інструменті об'єднані чорнова, чистова і деформуюча операції обробки. Тому спосіб-винахід забезпечує не тільки покращання якості оброблюваної поверхні, а й збільшення продуктивності обробки. Суть винаходу пояснюється кресленнями. Перелік креслень: - фіг.1. Траєкторії руху чорнових і чистових різальних та деформуючих елементів торцевої фрези відносно заготовки. - фіг.2. Конструкція торцевої фрези, що запропонована для реалізації способу-винаходу. - фіг.3. Конструкція торцевої фрези (вид А). На фіг.1 зображено два положення торцевої фрези відносно оброблюваної площини деталі шириною В на відстані повздовжньої подачі Sоб , а також траєкторії руху чорнових і чистови х різальних елементів та деформуючих елементів відносно деталі: а) чорнових різальних елементів - за коловою траєкторією зі швидкістю V , б) чистових різальних елементів та деформуючих елементів - за прямолінійною траєкторією перпендикулярно до вектора повздовжньої подачі Sоб зі швидкостями Vчис та Vдеф. відповідно. На фіг.2 і фіг. З представлена конструкція торцевої фрези, що може бути використана для реалізації способу-винаходу. Вона містить чистові різальні елементи 1, перший повзун 2, корпус 3 фрези, копір 4, шпонку 5, фланець 6, корпус 7 шпинделя, шпиндель 8, гвинти 9, другий повзун 10, підшипники 11, стійки 12, пружні елементи 13, деформуючі елементи 14, затискні гвинти 15, обмежуючі гвинти 16, отвори 17, гвинти 18 з потайними головками, пружину 19, диференційні гвинти 20, чорнові різальні елементи 21. Конструкція фрези складається з двох частин: р ухомої разом із шпинделем 8 та нерухомої - копіру 4, що нерухомо закріплений на фланці 6, який закріплений на корпусі 7 шпинделя. Корпус 3 фрези закріплений на шпинделі 8 гвинтами 9 і утримується від прокручування шпонкою 5. В корпусі 3 фрези нерухомо закріплені чорнові різальні елементи 21 з можливістю регулювання їх радіального до оброблюваної поверхні вильоту. В отворах 17 корпуса 3 фрези встановлені перший повзун 2 та другий повзун 10. В першому повзуні 2 закріплені чистові різальні елементи 1 з можливістю регулювання радіального вильоту диференційними гвинтами 20. В другому повзуні 10, через закріплені на ньому гвинтами 18 з потайними головками пружні елементи 13, закріплені затискними гвинтами 15 деформуючі елементи 14. Перший повзун 2 та другий повзун 10 через стійки 12 і підшипники 11 за допомогою пружини 19 зв'язані з копіром 4, який забезпечує рух чистови х різальних елементів 1 і деформуючих елементів 14 за прямолінійною траєкторією перпендикулярно до вектора повздовжньої подачі. Запропонована торцева фреза працює таким чином. При підході фрези до оброблюваної поверхні деталі першими вступають в роботу чорнові різальні елементи 21, які рухаються за коловою траєкторією і жорстко закріплені в корпусі 3 фрези. Далі вступають в роботу чистові різальні елементи 1, що закріплені на першому повзуні 2 і рухаються за прямолінійною траєкторією перпендикулярно до вектора повздовжньої подачі завдяки копіру 4. Останніми вступають в дію деформуючі елементи 14, що закріплені на другому повзуні 10 через пружні елементи 13 і рухаються за прямолінійною траєкторією перпендикулярно до вектора повздовжньої подачі завдяки копіру 4. Регулювання глибини різання чорновими різальними елементами 21 і чистовими різальними елементами 1 здійснюють диференційними гвинтами 20. Регулювання зусилля деформування поверхні здійснюють попереднім напруженням пружних елементів 13 обмежуючими гвинтами 16. Література 1.Сенькин Е.Н., Филиппов Г.В., Колядин А.В. Констр укции и эксплуатация фрез, оснащенных композитами. Л.: Ма шиностроение, 1988. - 63с. 2. Деклараційний патент на винахід №40156А, МПК7 В23С3/00. Спосіб плоского фрезерування торцевими фрезами /Виговський Г.М., Громовий О.А., Лоєв В.Ю., Мельничук П.П. - №2000074236; Заявл. 17.07.2000; Надрук. 16.07.2001, Бюл. №6.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of flat milling by end-milling cutters
Автори англійськоюVyhovskyi Heorhii Mykolaiovych, Loiev Volodymyr Yukhymovych, Melnychuk Petro Petrovych
Назва патенту російськоюСпособ плоского фрезерования торцевыми фрезами
Автори російськоюВыговский Георгий Николаевич, Лоев Владимир Ефимович, Мельничук Петр Петрович
МПК / Мітки
МПК: B23C 3/00
Мітки: фрезерування, торцевими, фрезами, спосіб, плоского
Код посилання
<a href="https://ua.patents.su/2-63517-sposib-ploskogo-frezeruvannya-torcevimi-frezami.html" target="_blank" rel="follow" title="База патентів України">Спосіб плоского фрезерування торцевими фрезами</a>
Спосіб плоского фрезерування торцевими фрезами

Номер патенту: 40156
Опубліковано: 16.07.2001
Автори: Громовий Олексій Андрійович, Лоєв Володимир Юхимович, Мельничук Петро Петрович, Виговський Георгій Миколайович
МПК: B23C 3/00
Мітки: спосіб, плоского, торцевими, фрезерування, фрезами
Формула / Реферат:
Спосіб плоского фрезерування торцевими фрезами, що включає зняття припуску чорновими та чистовими різальними елементами, який відрізняється тим, що найбільшу частину припуску видаляють чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією, після чого чистовий припуск видаляють різальними елементами, які розташовані в радіальному напрямку на найменшій відстані від осі фрези з...
Пристрій для фрезерування похилих площин надресорних балок
Номер патенту: 747
Опубліковано: 15.03.2001
Автори: Кордунян Володимир Іванович, Войтович Микола Іванович, Багнюк Олександр Михайлович, Войтенко Володимир Федорович, Гринюк Валерій Степанович, Паршиков Юрій Васильович
МПК: B23C 3/00
Мітки: надресорних, пристрій, похилих, балок, фрезерування, площин
Формула / Реферат:
Пристрій для фрезерування похилих площин надресорних балок, що містить основу, всередині якої розміщені головний привід і фрезерна головка з шпинделем і встановленою в ньому фрезою, механізм переміщення фрези по осі з штурвалом, лімбом і двозахідною черв'ячною передачею, який відрізняється тим, що основа виконана у вигляді плоскої плити з прилаштованими до неї кронштейнами з можливістю встановлення плити на верхній . поверхні надресорної...
Пристрій для безкопірного фрезерування пазів по трансцендентних кривих
Номер патенту: 52927
Опубліковано: 15.01.2003
Автори: Спінчевський Олександр Миколайович, Табацков Вячеслав Петрович, Бергер Еміль Григорович
МПК: B24B 19/00
Мітки: пазів, безкопірного, пристрій, трансцендентних, кривих, фрезерування
Формула / Реферат:
Пристрій для безкопірного фрезерування пазів по трансцендентних кривих, який має основу, ходовий гвинт та стіл для установки патрона, який тримає оброблюваний виріб (заготовку), який відрізняється тим, що з метою безкопірного фрезерування пазів по трансцендентних кривих механізм відтворення пазів виконаний у вигляді двох взаємодіючих між собою зубчастих секторів, один з яких виконаний у вигляді кардіоїди і жорстко зв'язаний з патроном,...
Пристрій для безкопірного фрезерування пазів по гіпотрохоїдних кривих
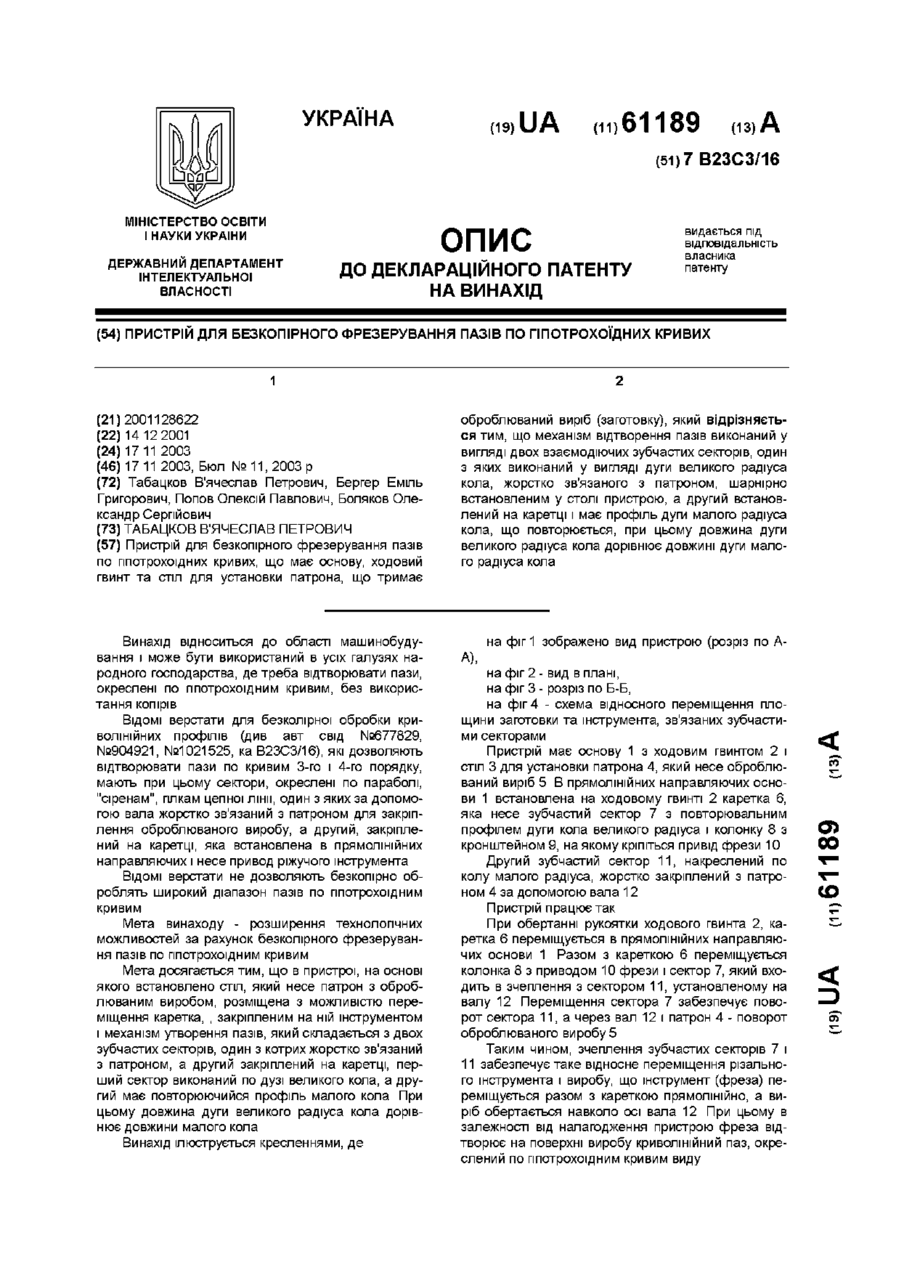
Номер патенту: 61189
Опубліковано: 17.11.2003
Автори: Бергер Еміль Григорович, Попов Олексій Павлович, Боляков Олександр Сергійович, Табацков Вячеслав Петрович
МПК: B23C 3/00
Мітки: безкопірного, фрезерування, пазів, кривих, гіпотрохоїдних, пристрій
Формула / Реферат:
Пристрій для безкопірного фрезерування пазів по гіпотрохоїдних кривих, що має основу, ходовий гвинт та стіл для установки патрона, що тримає оброблюваний виріб (заготовку), який відрізняється тим, що механізм відтворення пазів виконаний у вигляді двох взаємодіючих зубчастих секторів, один з яких виконаний у вигляді дуги великого радіуса кола, жорстко зв'язаного з патроном, шарнірно встановленим у столі пристрою, а другий встановлений на...
Спосіб фрезерування фасонних деталей
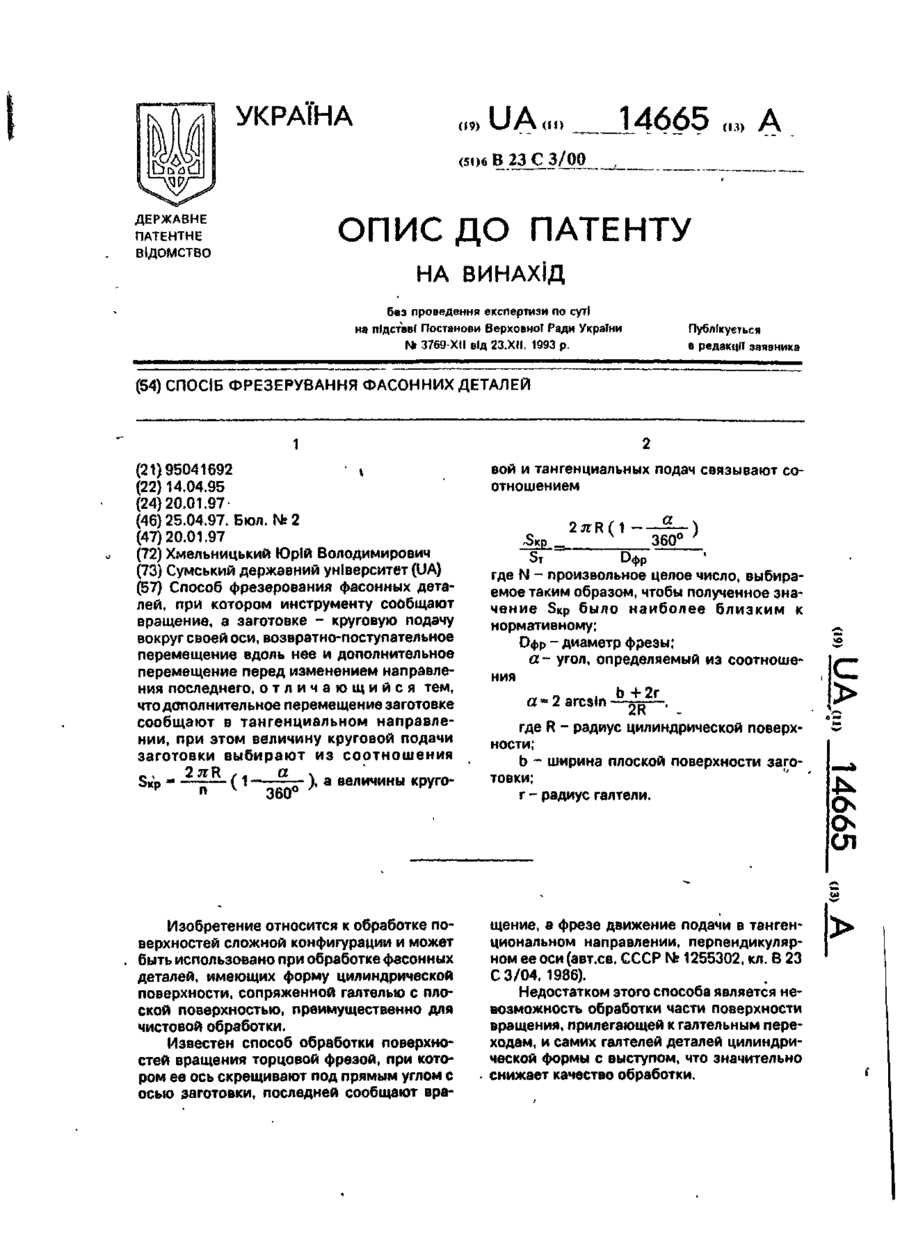
Номер патенту: 14665
Опубліковано: 20.01.1997
Автор: Хмельницький Юрій Володимирович
МПК: B23C 3/00
Мітки: фасонних, фрезерування, спосіб, деталей
Формула / Реферат:
Способ фрезерования фасонных деталей, при котором инструменту сообщают вращение, а заготовке - круговую подачу вокруг своей оси, возвратно-поступательное перемещение вдоль нее и дополнительное перемещение перед изменением направления последнего, отличающийся тем, что дополнительное перемещение заготовке сообщают в тангенциальном направлении, при этом величину круговой подачи заготовки выбирают из соотношенияа величины...
Попередній патент: Ущільнювальне мастило для нарізних з’єднань обсадних труб
Наступний патент: Пристрій для формування навичок письма
Випадковий патент: Мангал