Дисковий екструдер
Формула / Реферат
1. Дисковий екструдер, що містить корпус із завантажувальним отвором, закріплений на валу диск із робочою торцевою поверхнею, співвісний з валом канал для виходу розплаву і з’єднаний з ним випускний отвір, який відрізняється тим, що він містить додатковий завантажувальний отвір і закріплений на валу додатковий диск, при цьому диски обернені один до одного робочими торцевими поверхнями, вал виконано діаметром, меншим за діаметр каналу для виходу розплаву, а випускний отвір розташовано між зазначеними дисками.
2. Екструдер за п. 1, який відрізняється тим, що з боку кожного диска вал обладнано різнонаправленими гвинтовими нарізками.
Текст
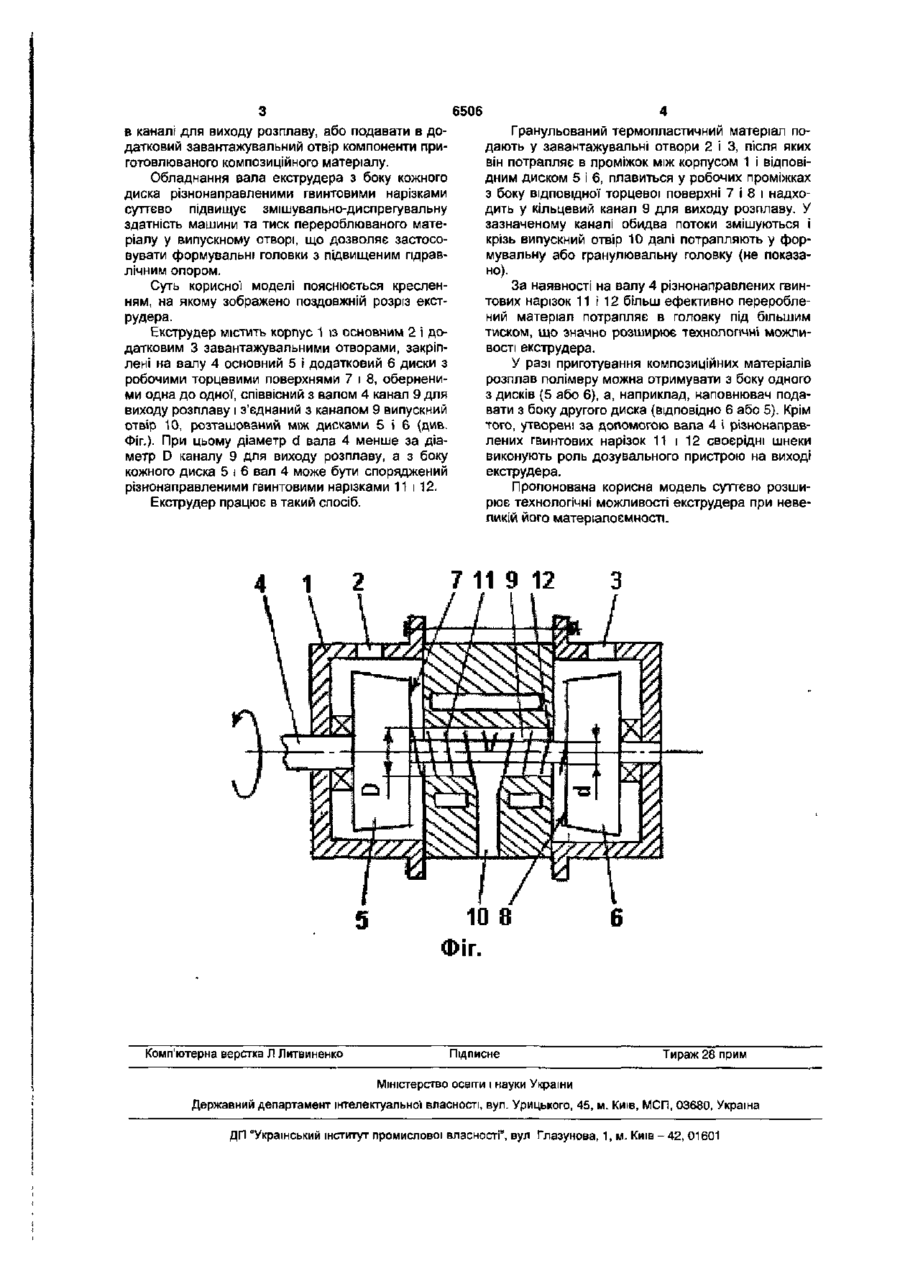
1. Дисковий екструдер, що містить корпус із завантажувальним отвором, закріплений на валу диск Із робочою торцевою поверхнею, співвісний з валом канал для виходу розплаву і з'єднаний з ним випускний отвір, який відрізняється тим, що він містить додатковий завантажувальний отвір і закріплений на валу додатковий диск, при цьому диски обернені один до одного робочими торцевими поверхнями, вал виконано діаметром, меншим за діаметр каналу для виходу розплаву, а випускний отвір розташовано між зазначеними дисками. 2. Екструдер за п. 1, який відрізняється тим, що з боку кожного диска вал обладнано різнонаправленими гвинтовими нарізками. Корисна модель належить до обладнання для переробки термопластичних матеріалів, зокрема до екструзійного обладнання, і може бути використана в полімерпереробних екструзійних лініях. Для переробки термопластичних матеріалів (полімерів, пластичних мас, гумових сумішей і композицій на їх основі) широкого поширення набули дискові екструдери, характерною ознакою яких є робочий орган у вигляді обертового диска [Дисковые экструдеры / Ю.Г. Остапчук, М.Л. Язловицкий, В.В. Бернацкий и др. -К.: Техніка, 1972, C.8-11J. Найбільш близьким за технічною суттю до пропонованого технічного рішення є дисковий екструдер, що містить корпус із завантажувальним отвором, закріплений на валу диск із робочою торцевою поверхнею, співвісний з валом канал для виходу розплаву І з'єднаний з ним випускний отвір [там же, С.10, рис.4]. Цей екструдер забезпечує ефективне плавлення термопластичного матеріалу, проте він має невисоку продуктивність і підвищену матеріалоємність (внаслідок необхідності встановлення потужних упорних підшипників). Крім того, він практично непридатний для приготування на ньому композиційного полімерного матеріалу, оскільки введення в завантажувальний отвір всіх компонентів одержуваної композиції суттєво погіршує умови плавлення полімеру. В основу корисної моделі покладено задачу вдосконалити дисковий екструдер, в якому нове виконання його робочих органів підвищило б продуктивність машини, зменшило б осьові наванта ження на вал і, як наслідок, -матеріалоємність машини, а також забезпечило б надійне плавлення полімеру під час приготування в екструдері композиційних матеріалів. Поставлена задача вирішується тим, що в дисковому екструдері, що містить корпус із завантажувальним отвором, закріплений на валу диск із робочою торцевою поверхнею, співвісний з валом канал для виходу розплаву і з'єднаний з ним випускний отвір, згідно з пропонованою корисною моделлю новим є те, що він містить додатковий завантажувальний отвір І закріплений на валу додатковий диск, при цьому диски обернені один до одного робочими торцевими поверхнями, вал виконано діаметром, меншим за діаметр каналу для виходу розплаву, а випускний отвір розташовано між зазначеними дисками. У найприйнятнішому прикладі виконання екструдера з боку кожного диска вал обладнано різнонаправленими гвинтовими нарізками. Обладнання корпуса додатковим завантажувальним отвором, вала - додатковим диском, виконання вала діаметром меншим за діаметр каналу для виходу розплаву й розташування випускного отвору між зазначеними дисками не тільки підвищує продуктивність машини, але й практично повністю усуває осьове навантаження на вал (внаслідок взаємної компенсації осьових сил з боку обох дисків), що дозволяє повністю відмовитися від упорних підшипників. Також з'являється можливість переробляти одночасно два різних (але сумісних) полімери, які потім змішуються (0 о ю (О 6506 в каналі для виходу розплаву, або подавати в додатковий завантажувальний отвір компоненти приготовлюваного композиційного матеріалу. Обладнання вала екструдера з боку кожного диска різнонаправленими гвинтовими нарізками суттєво підвищує змішувально-диспрегувальну здатність машини та тиск перероблюваного матеріалу у випускному отворі, що дозволяє застосовувати формувальні головки з підвищеним гідравлічним опором. Суть корисної моделі пояснюється кресленням, на якому зображено поздовжній розріз екструдера. Екструдер містить корпус 1 із основним 2 і додатковим 3 завантажувальними отворами, закріплені на валу 4 основний 5 і додатковий 6 диски з робочими торцевими поверхнями 7 і 8, оберненими одна до одної, співвісний з валом 4 канал 9 для виходу розплаву і з'єднаний з каналом 9 випускний отвір 10, розташований між дисками 5 і 6 (див. Фіг.). При цьому діаметр d вала 4 менше за діаметр D каналу 9 для виходу розплаву, а з боку кожного диска 5 і 6 вал 4 може бути споряджений різнонаправленими гвинтовими нарізками 11 і 12. Екструдер працює в такий спосіб. Комп'ютерна верстка Л Литвиненко Гранульований термопластичний матеріал подають у завантажувальні отвори 2 і 3, після яких він потрапляє в проміжок між корпусом 1 І відповідним диском 5 і 6, плавиться у робочих проміжках з боку ВІДПОВІДНОЇ торцевої поверхні 7 і 8 і надходить у кільцевий канал 9 для виходу розплаву. У зазначеному каналі обидва потоки змішуються і крізь випускний отвір 10 далі потрапляють у формувальну або гранулювальну головку (не показано). За наявності на вапу 4 різнонаправпених гвинтових нарізок 11 і 12 більш ефективно перероблений матеріал потрапляє в головку під більшим тиском, що значно розширює технологічні можливості екструдера. У разі приготування композиційних матеріалів розппав полімеру можна отримувати з боку одного з дисків {5 або 6), а, наприклад, наповнювач подавати з боку другого диска (відповідно 6 або 5). Крім того, утворені за допомогою вала 4 і різнонаправлених гвинтових нарізок 11 і 12 своєрідні шнеки виконують роль дозувального пристрою на виході екструдера. Пропонована корисна модель суттєво розширює технологічні можливості екструдера при невеликій його матеріалоємності. Підписне Тираж 28 прим Міністерство освгти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDisk extruder
Автори англійськоюMikulionok Ihor Olehovych
Назва патенту російськоюДисковый экструдер
Автори російськоюМикуленок Игорь Олегович
МПК / Мітки
МПК: B29C 47/36
Код посилання
<a href="https://ua.patents.su/2-6506-diskovijj-ekstruder.html" target="_blank" rel="follow" title="База патентів України">Дисковий екструдер</a>
Дисковий екструдер-диспергатор
Номер патенту: 50187
Опубліковано: 15.10.2002
Автори: Коваленко Ігор Валентинович, Ярош Тетяна Володимирівна
МПК: B29C 47/36
Мітки: екструдер-диспергатор, дисковий
Формула / Реферат:
1. Дисковий екструдер-диспергатор, що містить корпус із завантажувальним бункером, нерухомий диск з екструзійним отвором, обертовий диск, який утворює з нерухомим диском робочий простір, який відрізняється тим, що обертовий та нерухомий диски покриті еластичним матеріалом, який утворює на них виступи заданої форми з внутрішніми порожнинами, які сполучені отворами з гідравлічною системою.2. Дисковий екструдер-диспергатор по п. 1, який...
Дисковий екструдер для переробки полімерних матеріалів
Номер патенту: 5318
Опубліковано: 28.12.1994
Автори: Бачинський Кирило Кирилович, Остапчук Юрій Григорович, Жук Ніла Константинівна
МПК: B29C 47/36
Мітки: переробки, екструдер, матеріалів, полімерних, дисковий
Формула / Реферат:
1. Дисковый экструдер для переработки полимерных материалов, содержащий корпус с входным и выходным отверстиями, расположенный в корпусе приводной диск с кольцевыми уступами по торцовой поверхности, образующей с торцовой поверхностью размещенного на корпусе неподвижного диска рабочий зазор, отличающийся тем, что, с целью повышения качества расплава за счет интенсификации процессов смешения и гомогенизации, уступы расположены ступенчато...
Дисковий екструдер для переробки полімерних матеріалів
Номер патенту: 37885
Опубліковано: 15.05.2001
Автори: Коваленко Ігор Валентинович, Соколовська Вікторія Броніславівна
МПК: B29C 47/36
Мітки: полімерних, переробки, дисковий, матеріалів, екструдер
Текст:
...сумарної зсувної деформації у перероблюваному матеріалі, який потрапляє у розвантажувальний отвір 3. Таким чином, встановлення зубчастих шестерень забезпечує підвищення кількості зон зсуву, а звідси, площі робочого простору та вирівнювання величини сумарної зсувної де формації у перероблюваному матеріалі. Окрім того, наявність зубчастих шестерень зменшує відносну швидкість зсуву матеріалу в обводовому напрямку, що дозволяє підвищити...
Дисковий різальний інструмент
Номер патенту: 750
Опубліковано: 15.03.2001
Автори: Антонюк Віктор Степанович, Шелест Анатолій Кузьмич, Волкогон Володимир Михайлович, Кліманов Олександр Сергійович, Сірко Зіновій Степанович
МПК: B27B 33/00
Мітки: дисковий, різальний, інструмент
Формула / Реферат:
Дисковий різальний інструмент, який має диск, посадковий отвір і закріплені по діаметру диска твердосплавні різальні елементи, який відріз· няеться тим, що різальні твердосплавні елементи виконані у вигляді різноформених твердосплавних гранул розміром 0,2-0,6 мм, хаотично розміщених і закріплених по діаметру диска.
Дисковий розпилювач
Номер патенту: 1165
Опубліковано: 15.03.2002
Автори: Мікульонок Ігор Олегович, Корнієнко Ярослав Микитович, Магазій Петро Миколайович, Сергієнко Олександр Анатолійович
Мітки: розпилювач, дисковий
Формула / Реферат:
Дисковий розпилювач, що містить порожнистий вал і закріплений на ньому увігнутий диск з центральною плоскою, середньою конічною з наскрізними отворами й периферійною ділянками, причому порожнистий вал поблизу диска з боку його увігнутості має наскрізні отвори, який відрізняється тим, що кожна з бокових поверхонь периферійної ділянки диска розташована під тупим кутом до відповідної поверхні центральної плоскої ділянки диска, а диск з обох...
Попередній патент: Система контролю стану різального інструмента
Наступний патент: Спосіб автоматичного керування нелінійним об’єктом
Випадковий патент: Спосіб діагностики розвитку атеросклерозу